
铣削深度补偿系统和方法.pdf

一只****呀淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铣削深度补偿系统和方法.pdf
用于铣削岩石的铣削深度补偿系统基于机器的目标位置和工作面的初始位置确定机器(10)的目标位置、工作面(101)的初始位置和机器的目标姿态。确定机器的实际姿态,并且使用实际姿态和目标姿态之间的差异来确定铣削刀具的动态铣削路径。动态铣削路径包括铣削刀具沿着第一路径、第二路径和第三路径的运动。产生指令信号以沿着动态铣削路径移动铣削刀具。

薄壁叶片精密铣削加工变形补偿方法.pdf
本发明提出了一种薄壁叶片精密铣削加工变形补偿方法,首先提取垂直于参数v向的叶片截面,按照初始三维模型对叶片进行加工后,测量各个截面上的误差均值,作为该截面的初次补偿量,对各个截面进行初次补偿后,重构叶片三维模型,并按照重构后的叶片三维模型对叶片进行加工,测量各个截面上的误差最大值,计算各个截面精确变形补偿量,再以精确变形补偿量对各个截面进行补偿后,二次重构叶片三维模型,按照二次重构后的叶片三维模型对叶片进行加工,测量各个截面上的误差是否满足设计要求。本发明有利于提高叶片的加工精度,有利于提高叶片的表面轮廓
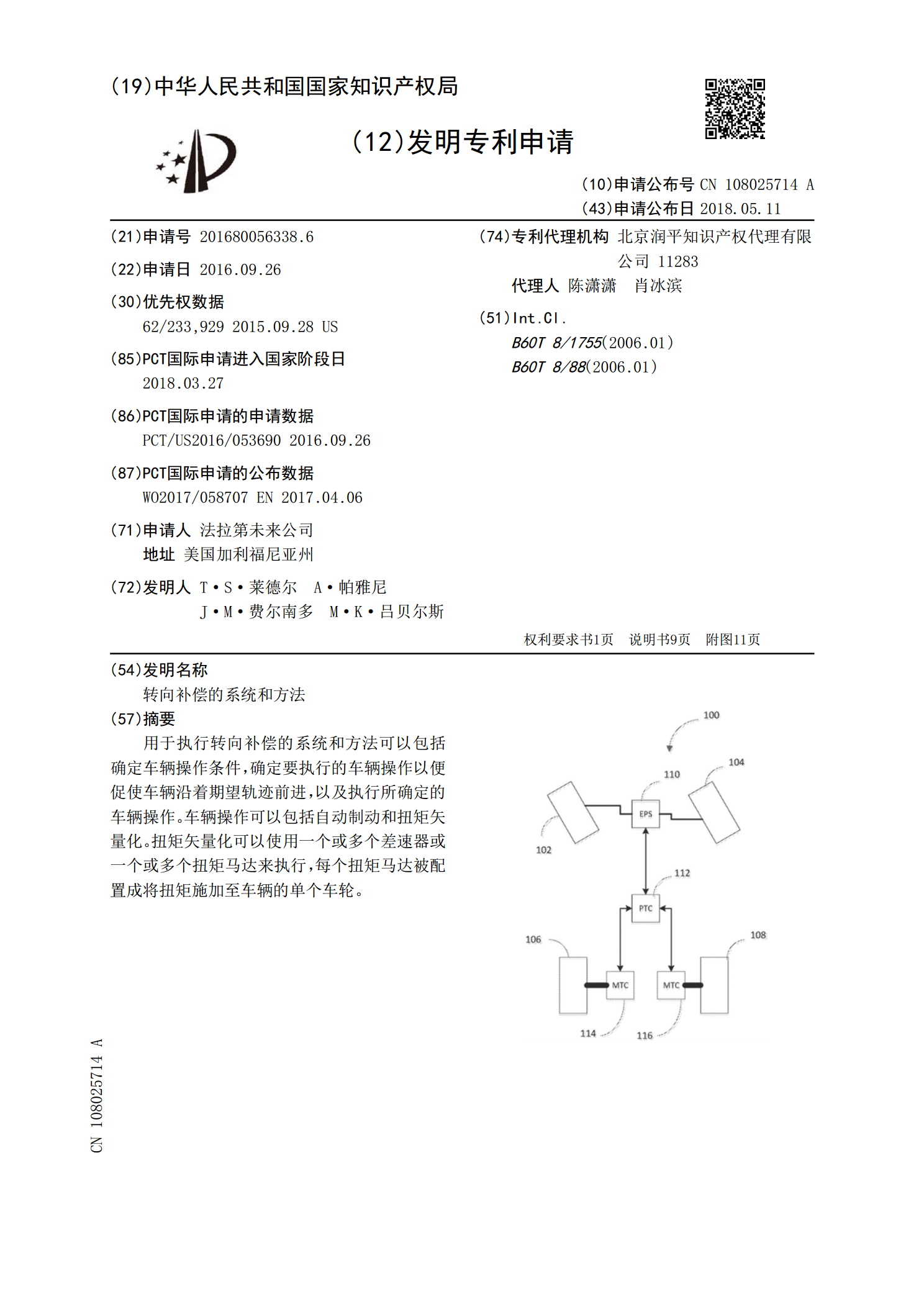
转向补偿的系统和方法.pdf
用于执行转向补偿的系统和方法可以包括确定车辆操作条件,确定要执行的车辆操作以便促使车辆沿着期望轨迹前进,以及执行所确定的车辆操作。车辆操作可以包括自动制动和扭矩矢量化。扭矩矢量化可以使用一个或多个差速器或一个或多个扭矩马达来执行,每个扭矩马达被配置成将扭矩施加至车辆的单个车轮。
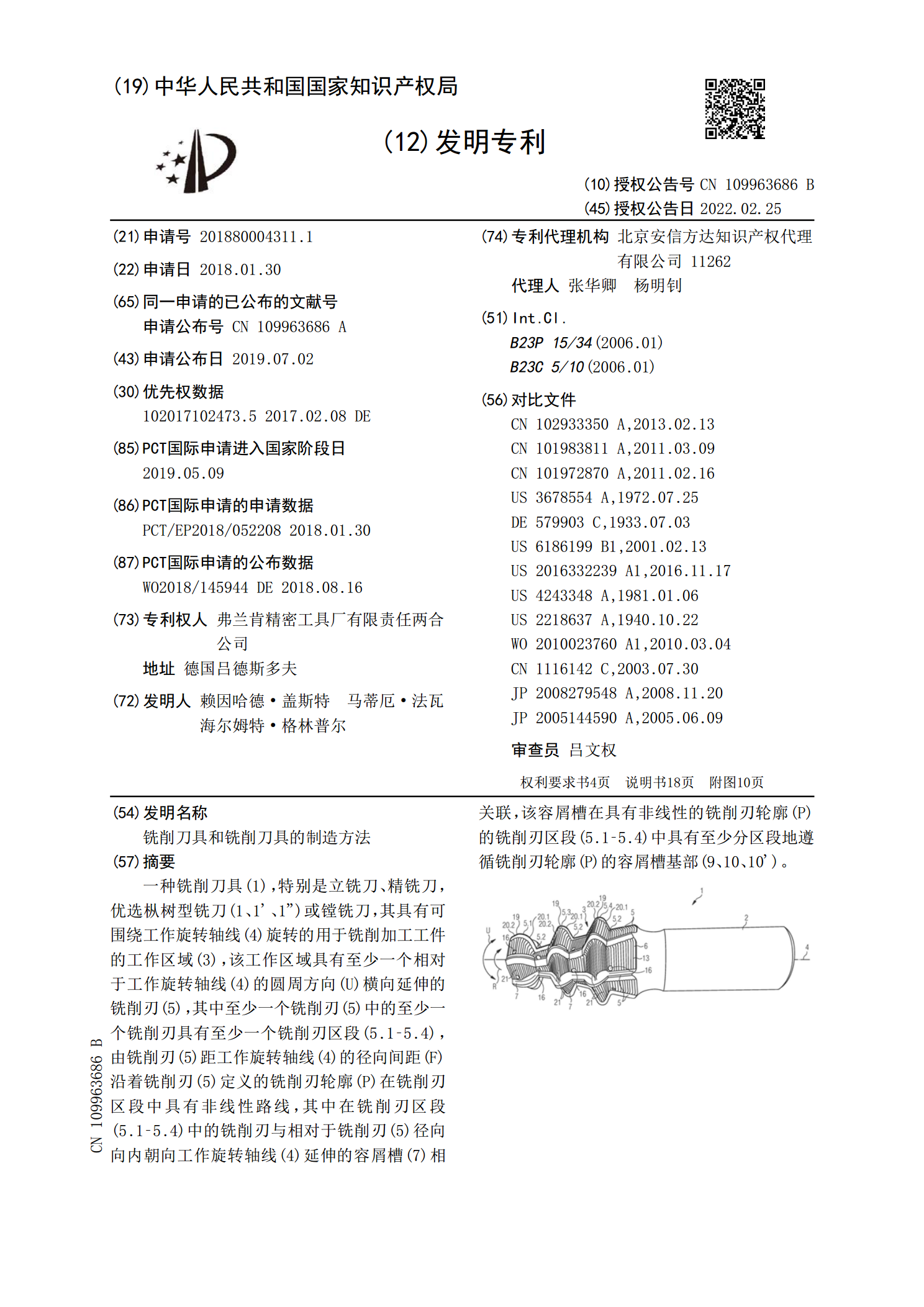
铣削刀具和铣削刀具的制造方法.pdf
一种铣削刀具(1),特别是立铣刀、精铣刀,优选枞树型铣刀(1、1’、1”)或镗铣刀,其具有可围绕工作旋转轴线(4)旋转的用于铣削加工工件的工作区域(3),该工作区域具有至少一个相对于工作旋转轴线(4)的圆周方向(U)横向延伸的铣削刃(5),其中至少一个铣削刃(5)中的至少一个铣削刃具有至少一个铣削刃区段(5.1‑5.4),由铣削刃(5)距工作旋转轴线(4)的径向间距(F)沿着铣削刃(5)定义的铣削刃轮廓(P)在铣削刃区段中具有非线性路线,其中在铣削刃区段(5.1‑5.4)中的铣削刃与相对于铣削刃(5)径向
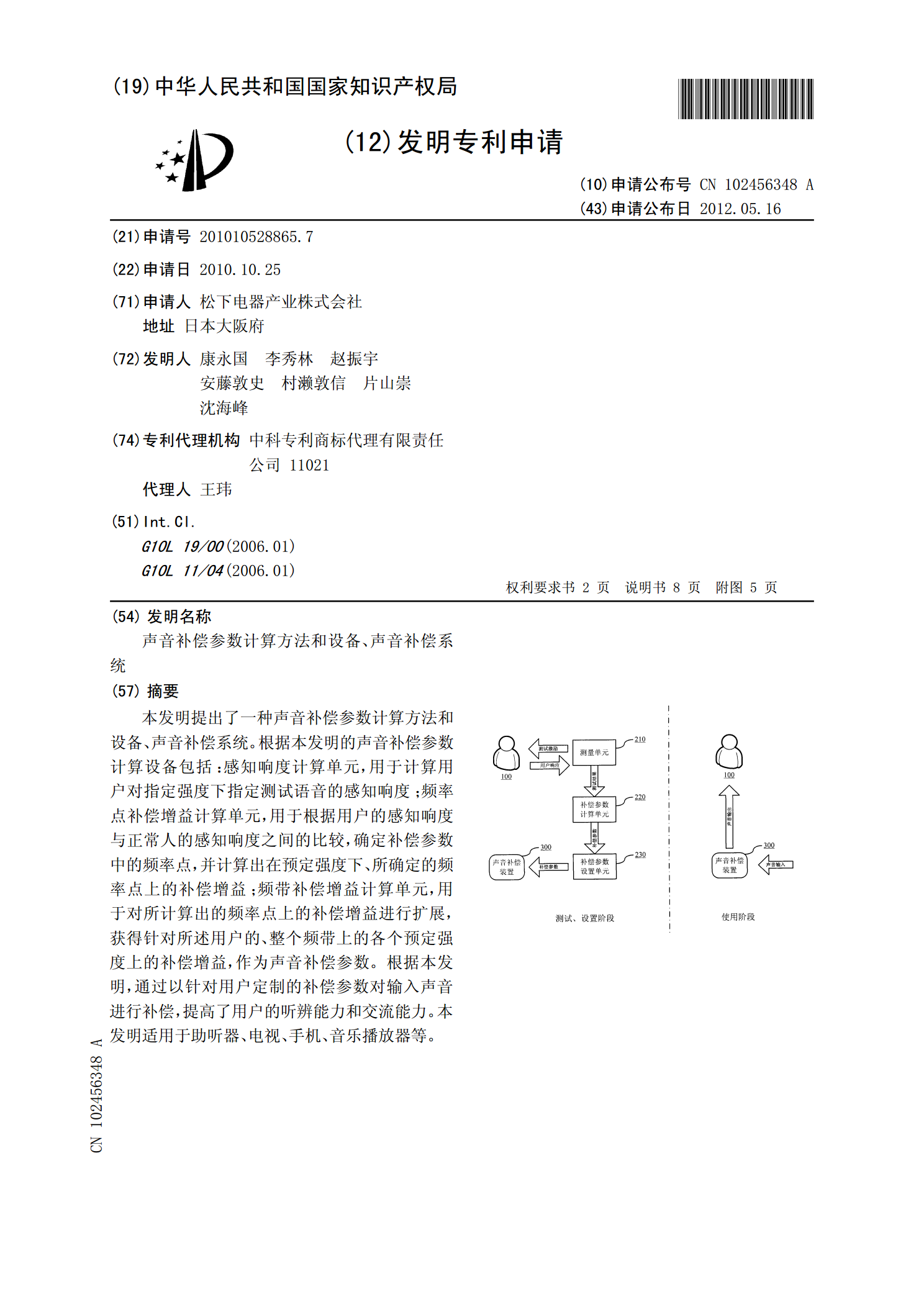
声音补偿参数计算方法和设备、声音补偿系统.pdf
本发明提出了一种声音补偿参数计算方法和设备、声音补偿系统。根据本发明的声音补偿参数计算设备包括:感知响度计算单元,用于计算用户对指定强度下指定测试语音的感知响度;频率点补偿增益计算单元,用于根据用户的感知响度与正常人的感知响度之间的比较,确定补偿参数中的频率点,并计算出在预定强度下、所确定的频率点上的补偿增益;频带补偿增益计算单元,用于对所计算出的频率点上的补偿增益进行扩展,获得针对所述用户的、整个频带上的各个预定强度上的补偿增益,作为声音补偿参数。根据本发明,通过以针对用户定制的补偿参数对输入声音进行补