
冷却水套及其制造方法.pdf

白凡****12


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冷却水套及其制造方法.pdf
一种冷却水套及其制造方法,制造方法包括:提供筒体,所述筒体呈柱状,所述筒体具有贯穿筒体两端的内腔;提供连接件,所述连接件呈环状;将所述连接件固定套设于所述筒体上,且所述连接件位于所述筒体的一端,形成所述冷却水套。本发明能够降低制造冷却水套的加工成本。

冷却水套、冷却装置及制造冷却水套的方法.pdf
本发明涉及一种用于冷却装置的冷却水套、冷却装置及制造冷却水套的方法。该冷却水套包括套管件和用于将冷却水套固定在冷却装置的壳体上的固定件,固定件被套接在套管件的端部外周侧上;在固定件的内周侧设有至少一个凹槽,在端部外周侧设有外径收窄的凸台,固定件套接在凸台上并抵靠在凸台的端面上;其中,在凸台的边缘设有止挡部,使得止挡部与端面夹紧固定件;其中,在凸台上与凹槽相对应的位置上具有嵌入到凹槽内的凸起部。本发明的冷却水套减少了加工中的材料浪费,降低了加工成本,且生产周期短,具有较高的灵活性。
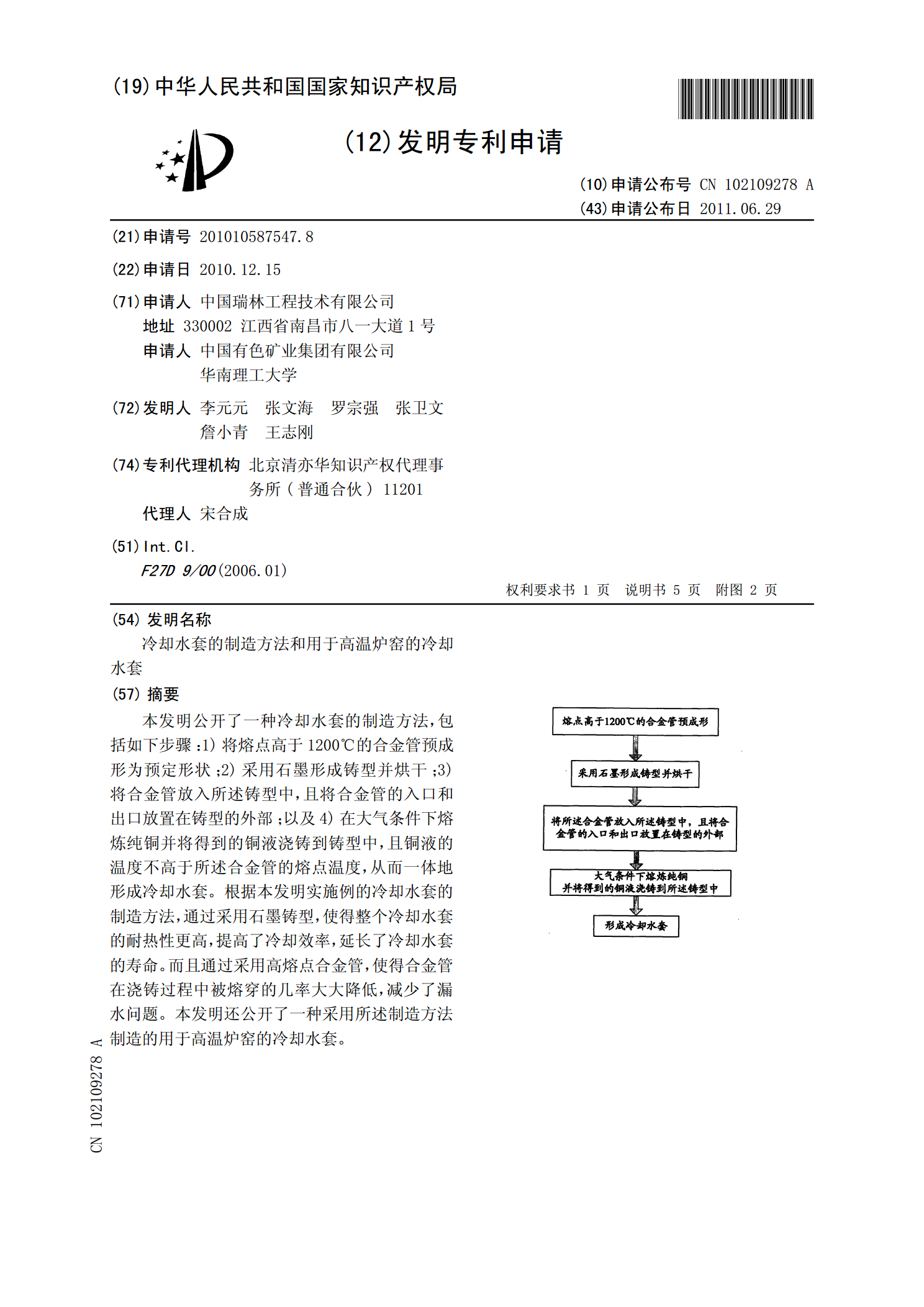
冷却水套的制造方法和用于高温炉窑的冷却水套.pdf
本发明公开了一种冷却水套的制造方法,包括如下步骤:1)将熔点高于1200℃的合金管预成形为预定形状;2)采用石墨形成铸型并烘干;3)将合金管放入所述铸型中,且将合金管的入口和出口放置在铸型的外部;以及4)在大气条件下熔炼纯铜并将得到的铜液浇铸到铸型中,且铜液的温度不高于所述合金管的熔点温度,从而一体地形成冷却水套。根据本发明实施例的冷却水套的制造方法,通过采用石墨铸型,使得整个冷却水套的耐热性更高,提高了冷却效率,延长了冷却水套的寿命。而且通过采用高熔点合金管,使得合金管在浇铸过程中被熔穿的几率大大降低,

一种柴油机冷却水套及其制造工艺.pdf
本发明公开了一种柴油机冷却水套及其制造工艺,包括冷却水套本体,所述冷却水套本体中端留设有套接筒,所述套接筒外侧对应冷却水套里侧留设有冷却腔,所述冷却腔里侧内壁等距离安设有导流板,所述冷却腔的左右两侧分别留设有第一水道与第二水道,所述第一水道与第二水道上端均与连管对接相连,本发明的有益效果是:本发明一种柴油机冷却水套及其制造工艺,通过里侧的导流板设计,使得相应的冷却水进入到冷却腔中的时候发生相应的旋转,加快相应的冷却速度,同时相应的水泵、连管与相应的水道设计,实现相应的循环保证相应的冷却效果,大大提升了该一
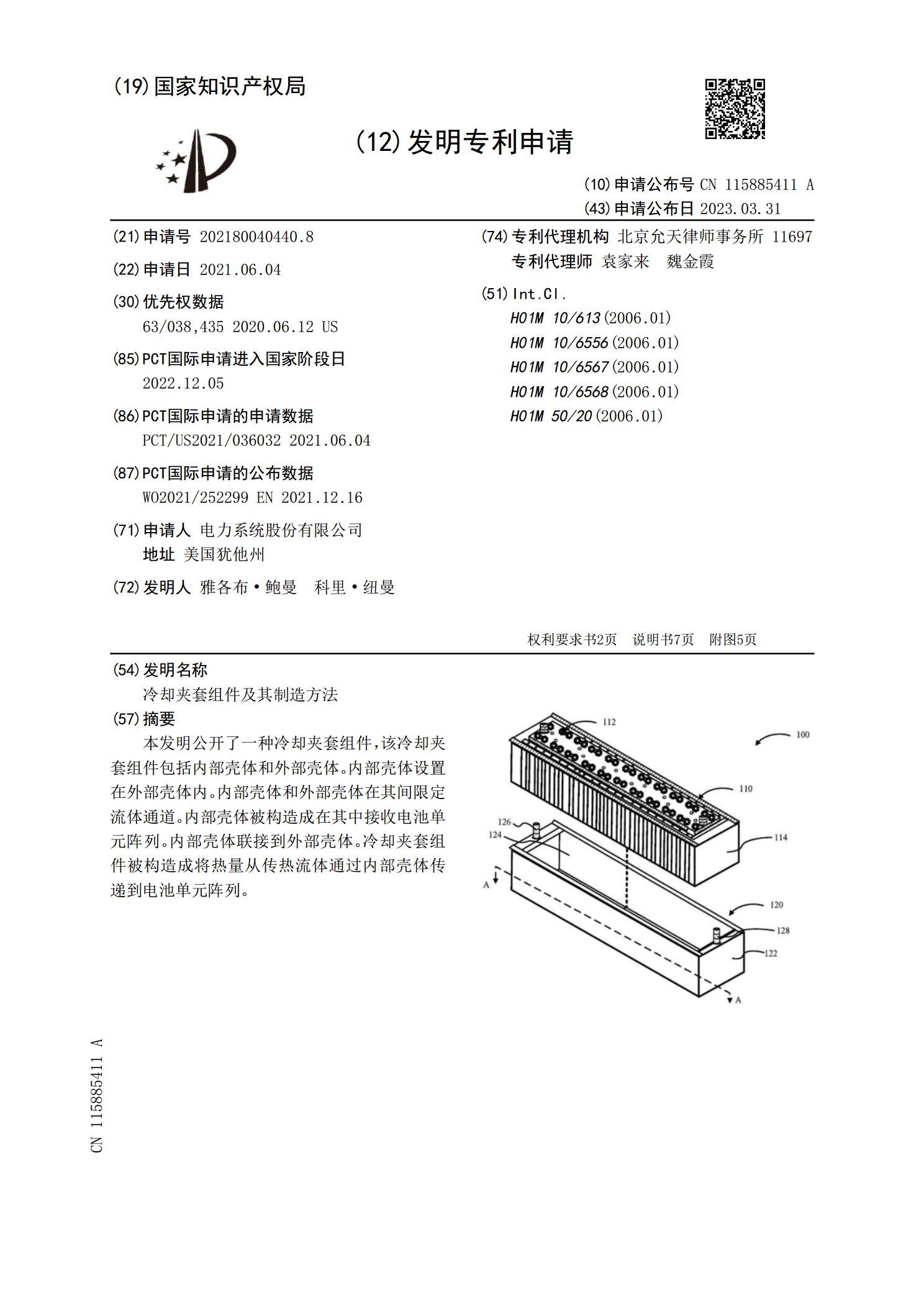
冷却夹套组件及其制造方法.pdf
本发明公开了一种冷却夹套组件,该冷却夹套组件包括内部壳体和外部壳体。内部壳体设置在外部壳体内。内部壳体和外部壳体在其间限定流体通道。内部壳体被构造成在其中接收电池单元阵列。内部壳体联接到外部壳体。冷却夹套组件被构造成将热量从传热流体通过内部壳体传递到电池单元阵列。