
冷却水套、冷却装置及制造冷却水套的方法.pdf

冬易****娘子


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

冷却水套、冷却装置及制造冷却水套的方法.pdf
本发明涉及一种用于冷却装置的冷却水套、冷却装置及制造冷却水套的方法。该冷却水套包括套管件和用于将冷却水套固定在冷却装置的壳体上的固定件,固定件被套接在套管件的端部外周侧上;在固定件的内周侧设有至少一个凹槽,在端部外周侧设有外径收窄的凸台,固定件套接在凸台上并抵靠在凸台的端面上;其中,在凸台的边缘设有止挡部,使得止挡部与端面夹紧固定件;其中,在凸台上与凹槽相对应的位置上具有嵌入到凹槽内的凸起部。本发明的冷却水套减少了加工中的材料浪费,降低了加工成本,且生产周期短,具有较高的灵活性。

冷却水套及其制造方法.pdf
一种冷却水套及其制造方法,制造方法包括:提供筒体,所述筒体呈柱状,所述筒体具有贯穿筒体两端的内腔;提供连接件,所述连接件呈环状;将所述连接件固定套设于所述筒体上,且所述连接件位于所述筒体的一端,形成所述冷却水套。本发明能够降低制造冷却水套的加工成本。
冷却水套的制造方法和用于高温炉窑的冷却水套.pdf
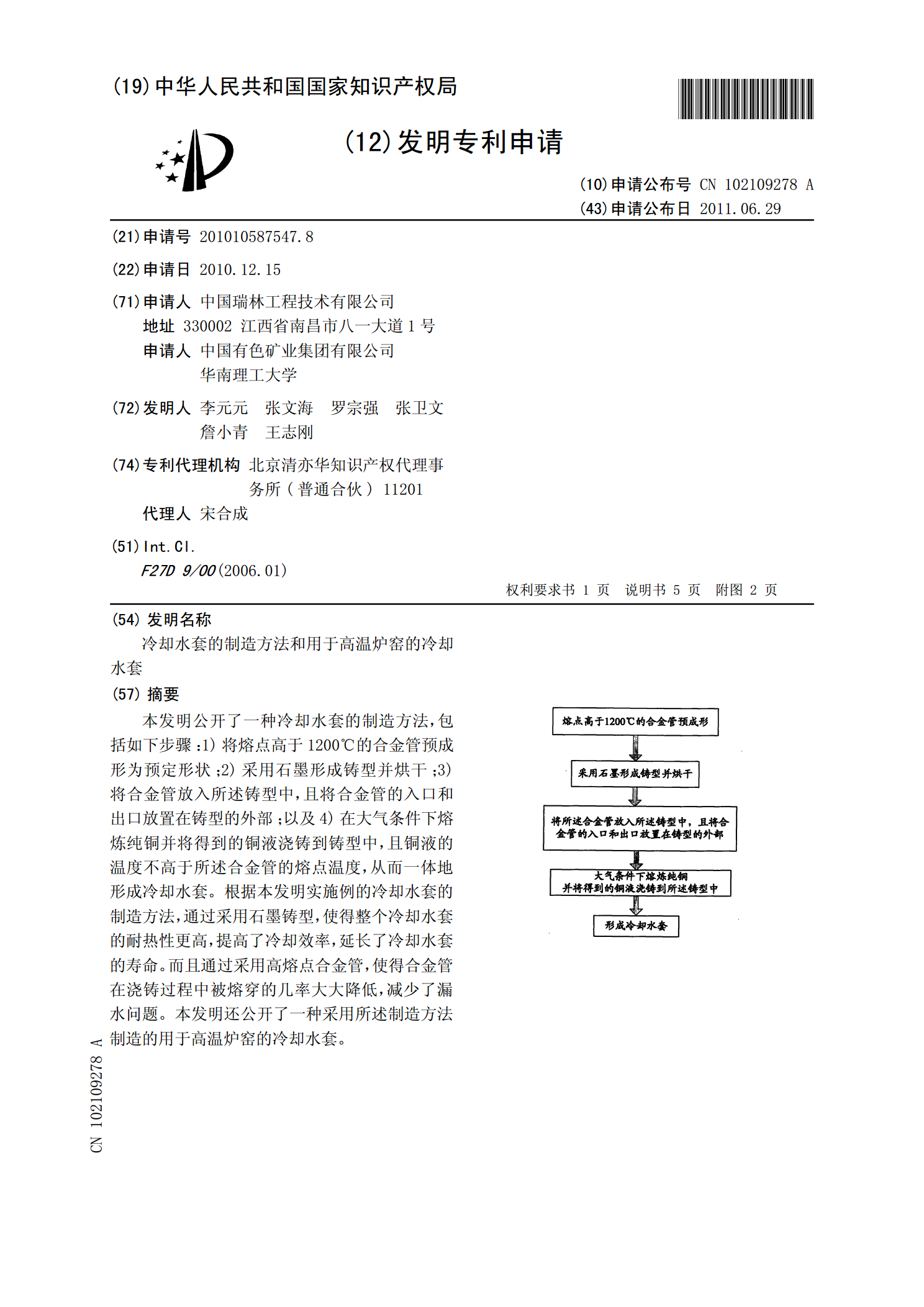
本发明公开了一种冷却水套的制造方法,包括如下步骤:1)将熔点高于1200℃的合金管预成形为预定形状;2)采用石墨形成铸型并烘干;3)将合金管放入所述铸型中,且将合金管的入口和出口放置在铸型的外部;以及4)在大气条件下熔炼纯铜并将得到的铜液浇铸到铸型中,且铜液的温度不高于所述合金管的熔点温度,从而一体地形成冷却水套。根据本发明实施例的冷却水套的制造方法,通过采用石墨铸型,使得整个冷却水套的耐热性更高,提高了冷却效率,延长了冷却水套的寿命。而且通过采用高熔点合金管,使得合金管在浇铸过程中被熔穿的几率大大降低,

用于冷却装置的冷却水套及用于电机的冷却装置.pdf
本发明涉及一种用于冷却装置的冷却水套及用于电机的冷却装置。该冷却水套具有筒形的形状,其能够沿轴向划分为第一端、中间段和第二端,在中间段上形成有用于引导冷却流体的流体通道,冷却水套装配在冷却装置的水套壳体中,水套壳体具有与冷却水套相配合的内部形状,其中,第一端的直径大于中间段的直径,第二端的直径小于中间段的直径,并且当冷却水套装配在水套壳体中时,第一端和第二端分别与水套壳体形成过盈配合。本发明的冷却水套及冷却装置易于安装且能够可靠密封。

冷却水套.pdf
本发明涉及一种冷却水套,尤其涉及炭素行业生产铝用阳极、阴极、电极以及炭素石墨化材料的罐式炉中煅后焦的冷却水套。由下述结构构成:上部连接件、水套本体和下部连接件;上部连接件为上宽下窄结构,连接料罐出口和水套本体;水套本体为柱状结构,水套本体上部与上部连接件相连,水套本体下部与下部连接件连接;下部连接件为上宽下窄结构,连接水套本体和排料机。本发明的优点效果:本发明采用三个部件,各部件采用螺栓连接,方便冷却水套的检修;冷却水套中冷却水流动有方向性和规律性,并且沿着导流板上下迂回流动,大大延长了流动时间;不再存在