
一种滚珠轴承承力内槽深沟加工设备.pdf

小忆****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种滚珠轴承承力内槽深沟加工设备.pdf
本发明公开了一种滚珠轴承承力内槽深沟加工设备,包括装置主体和固定槽,所述装置主体的底部设置有支脚,且装置主体的顶部左侧设置有主动力机构,所述主动力机构的右侧设置有转动机构,且转动机构的表面连接有衔接杆,所述衔接杆的顶端设置有转盘,且转盘的右侧设置有固定机构,本发明通过V型条的设置,使装置上存在一处可固定原料的结构,装置在运行时,固定槽中的原料在滑轨和移动块的作用下,与固定机构交接,同时圆环状的原料贯穿于固定机构的表面,在贯穿过程中,原料滑经V型条的表面,促使V型条随子转轴转动,V型条右侧翘起,防止原料从固

SKF深沟滚珠轴承.doc
SKF深沟滚珠轴承后缀代号意义/S0/S1/S2/S3/S4TTHTATBTN-RS-RS1-RS2-2RS-2RS1-2RS2-RZ-2RZ-Z-2Z-ZN-ZNR-ZNBNNRLB/P5/P6/CN/C1/C2/C3/C4/C5/P52/P62/P63QE5QE6/HT/LHT/LTYYAJMMAMBLLA/MT/V××轴承圈经过尺寸稳定处理,工作温度可达+150ºC轴承圈经过尺寸稳定处理,工作温度可达+200ºC轴承圈经过尺寸稳定处理,工作温度可达+250ºC轴承圈经过尺寸稳定处理,工作温度可达+3
一种内轮廓槽铣削加工方法.pdf
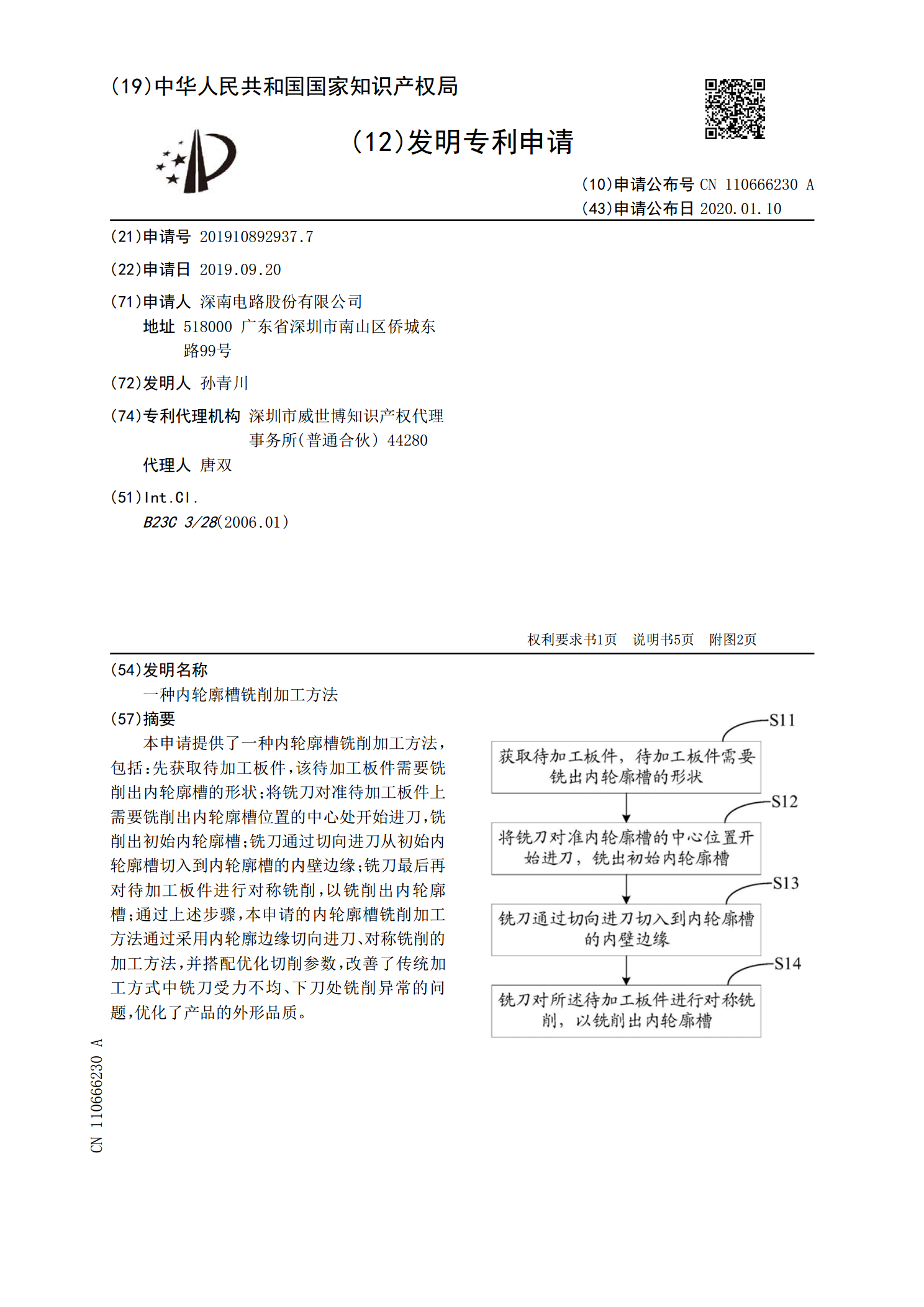
本申请提供了一种内轮廓槽铣削加工方法,包括:先获取待加工板件,该待加工板件需要铣削出内轮廓槽的形状;将铣刀对准待加工板件上需要铣削出内轮廓槽位置的中心处开始进刀,铣削出初始内轮廓槽;铣刀通过切向进刀从初始内轮廓槽切入到内轮廓槽的内壁边缘;铣刀最后再对待加工板件进行对称铣削,以铣削出内轮廓槽;通过上述步骤,本申请的内轮廓槽铣削加工方法通过采用内轮廓边缘切向进刀、对称铣削的加工方法,并搭配优化切削参数,改善了传统加工方式中铣刀受力不均、下刀处铣削异常的问题,优化了产品的外形品质。
铣工 内槽加工.ppt
项目3内轮廓加工技能目标一、内槽的种类与工艺要求特点二、内槽车刀三、内槽加工注意事项该零件外圆已经加工,本任务主要加工内孔并进行内切槽。根据加工尺寸要求:内孔可先钻φ22孔,然后进行粗、精加工完成φ24与φ28阶梯孔,最后利用内孔切槽刀加工内孔槽。内孔加工选用93°通孔车刀,切槽选用宽为4mm内槽切刀。由于内孔深度不大,为了保证同轴度,采用一次装夹完成全部加工。切槽加工时为了保证槽的尺寸精度,最后切槽刀应沿槽的轮廓精加工。(1)主程序%3003程序起始符N10T0101;选用1号刀位(内孔车刀)1号刀补N

内沟槽及端面槽的加工.docx
第7章内沟槽及端面槽的加工130机械制造业是国民经济的支柱产业,切削加工是机械制造中必不可少的加工方法,深入研究这项工艺,对振兴民族工业,促使国民经济的健康发展,使我们伟大祖国跻身于世界民族之林起着重要的作用。车床在金属切削机床中所占比重最大,车工也是目前社会中最基本、最广泛和最具挑战的工作之一,在机械行业中占有非常重要的地位和作用。本章将进行内孔加工,图纸和参数如图7-1所示:图7-1技术要求:1﹑材料45号钢2﹑转下序车锥面训练内容:1﹑加工端面槽和内沟槽切削用量的选择和确定2﹑端面槽和内沟槽的车削方