
定位凸组件、定位凸组件的加工方法和液力变矩器.pdf

羽沫****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

定位凸组件、定位凸组件的加工方法和液力变矩器.pdf
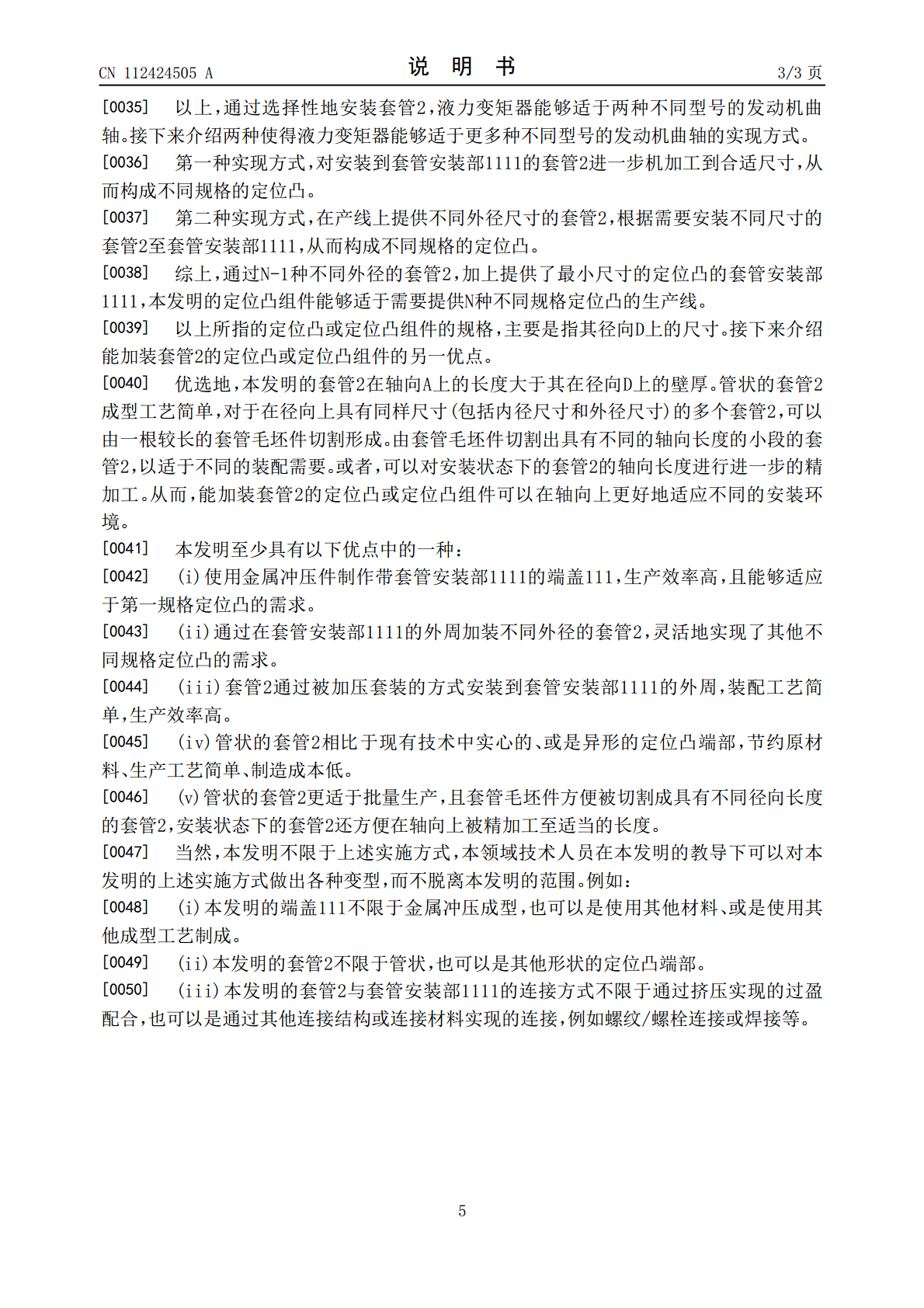
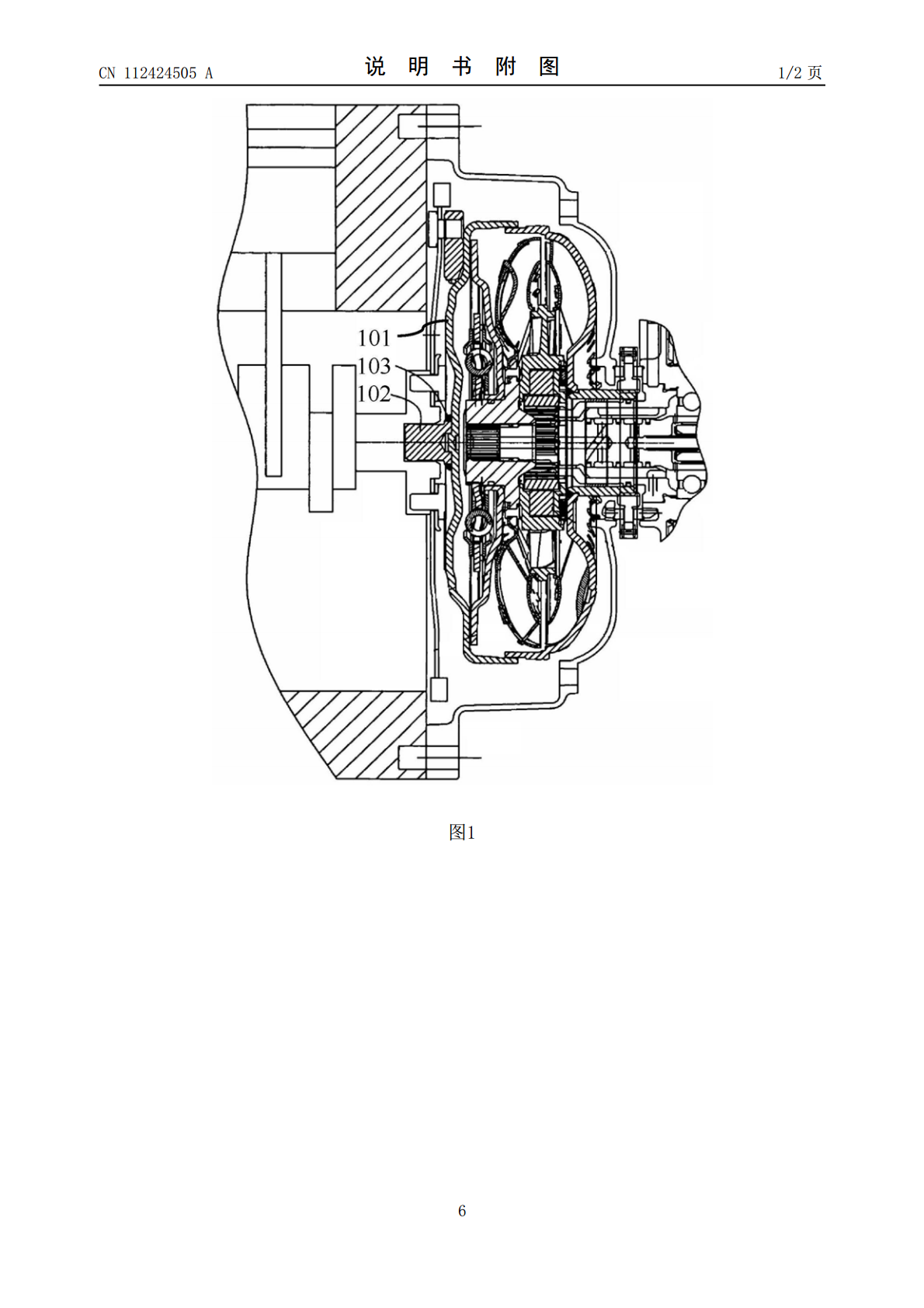
一种定位凸组件、定位凸组件的加工方法和液力变矩器。定位凸组件用于液力变矩器,所述定位凸组件包括端盖(111)和套管(2),所述端盖具有套管安装部(1111),所述套管能够安装到所述套管安装部的外周。所述套管安装部包括第一规格的定位凸;在所述套管安装到所述套管安装部的安装状态下,所述套管构成第二规格的定位凸。该定位凸组件制造成本低、适用于多种型号的液力变矩器、且能够模块化生产。

一种液力变矩器上涡轮组件定位工装.pdf
一种液力变矩器上涡轮组件定位工装,涉及涡轮工装设备,设置与车削床上,包括圆柱形底盘,其特征在于:所述的圆柱形底盘上安装有三个卡爪,圆柱形底盘中间安装一底座,所述底座上安装一转轴;所述圆柱形底盘一侧面上设有一螺孔,通过螺孔可对工装进行拆卸、涨紧、维修等。本发明的有益效果是:结构简单,操作方便,在车削涡轮组件时,能够保证涡轮座和涡轮的同轴度、垂直度要求,车削质量稳定,能够保证变矩器性能的一致性。
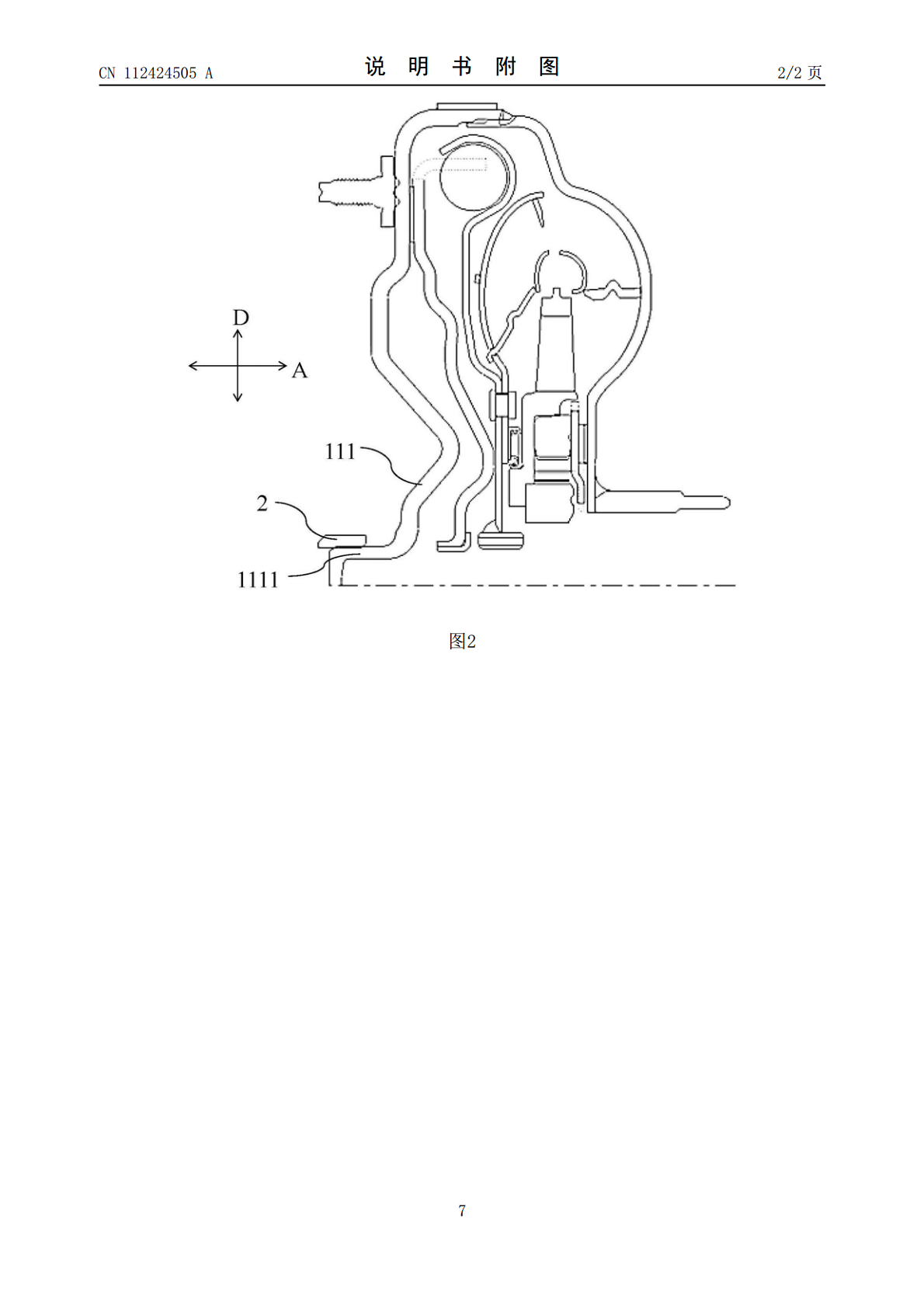
预定位凸台定位装置.pdf
本发明提供了一种预定位凸台定位装置,其能解决现有对带阻尼凸台汽轮机叶片的预定位时以叶顶中心孔定位后再进行检测校正,无法有效控制叶根相对于叶身型面的位置,影响叶根的加工精度的问题。其包括底板、侧面定位座和工作面定位板;侧面定位座上设有侧面定位块、调节支撑和带角度压紧座,侧面定位块的定位面与阻尼凸台的背弧凸台侧面贴合;调节支撑竖直设置且其支撑端顶紧在阻尼凸台的内弧凸台工作面与叶身型面之间的过渡凹槽内;带角度压紧座上安装有压紧螺钉,压紧螺钉的头部顶紧在阻尼凸台的内弧凸台底部与叶身型面的过渡区;工作面定位板水平贴
电缆加工机加工组件的定位装置.pdf
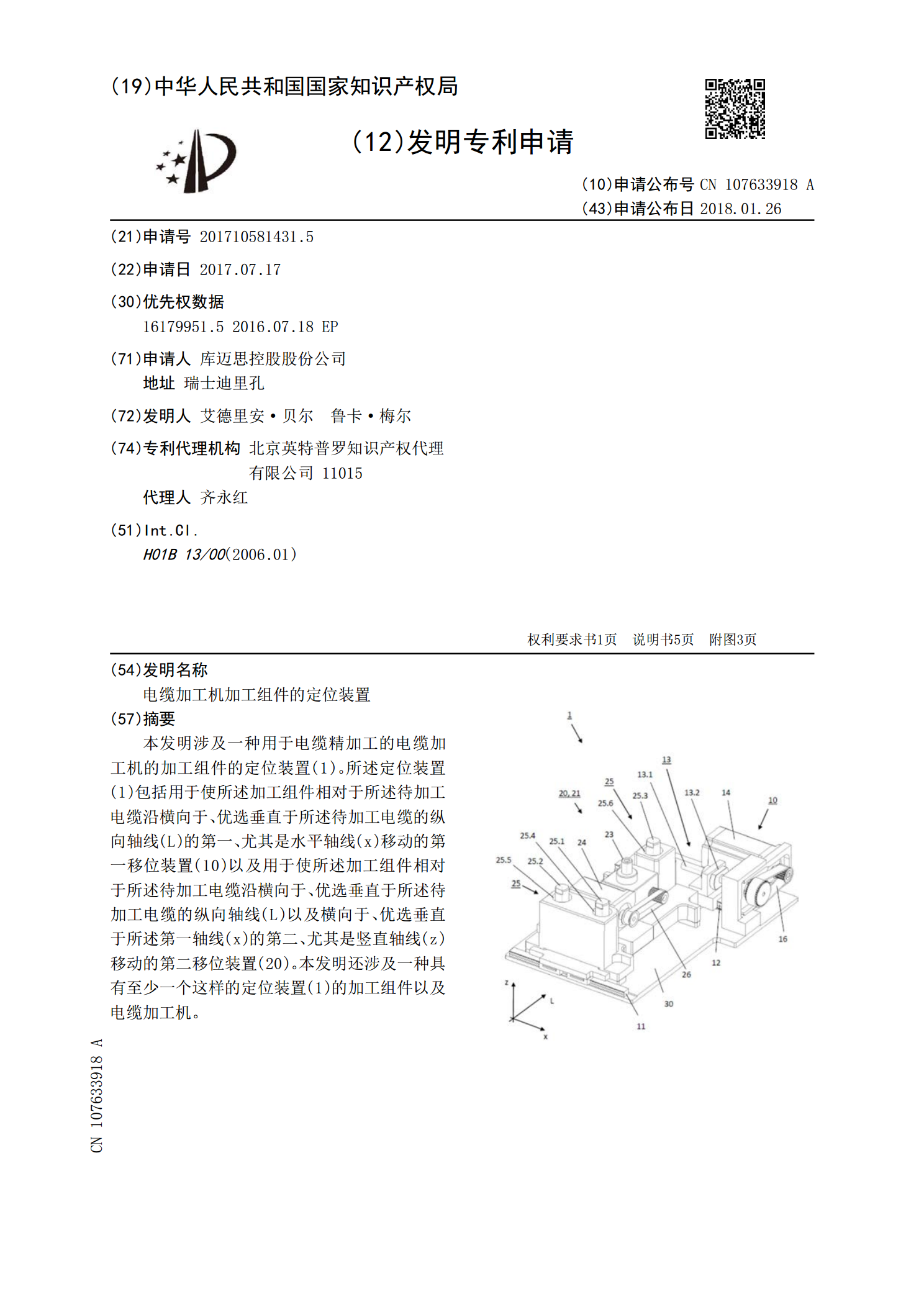
本发明涉及一种用于电缆精加工的电缆加工机的加工组件的定位装置(1)。所述定位装置(1)包括用于使所述加工组件相对于所述待加工电缆沿横向于、优选垂直于所述待加工电缆的纵向轴线(L)的第一、尤其是水平轴线(x)移动的第一移位装置(10)以及用于使所述加工组件相对于所述待加工电缆沿横向于、优选垂直于所述待加工电缆的纵向轴线(L)以及横向于、优选垂直于所述第一轴线(x)的第二、尤其是竖直轴线(z)移动的第二移位装置(20)。本发明还涉及一种具有至少一个这样的定位装置(1)的加工组件以及电缆加工机。

液力的联接组件、特别是变矩器.pdf
本发明涉及一种液力的联接组件、特别是变矩器,其包括填充或能填充流体的壳体组件(12)、泵轮(20)、涡轮(28)、锁止离合器(54)、带有输入区域(52)和输出区域(82)的旋转减振组件(42),其中,在所述输入区域(52)和所述输出区域(82)之间设置第一扭矩传递路径(46)且与所述第一扭矩传递路径(46)并联设置第二扭矩传递路径(48)以及用于使通过所述扭矩传递路径(46,48)引导的扭矩叠加的联接组件(50),其中,所述旋转减振组件(42)至少在所述第一扭矩传递路径(46)中还包括移相组件(56)以