
活塞毛坯、钢活塞及免去毛刺的钢活塞销座加工方法.pdf

书生****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

活塞毛坯、钢活塞及免去毛刺的钢活塞销座加工方法.pdf
本发明涉及汽车配件领域,具体涉及一种活塞毛坯、钢活塞及免去毛刺的钢活塞销座加工方法,旨在解决现有技术中的活塞在加工销座底面时需要去毛刺的问题。本发明提供的活塞毛坯包括销座底面,以沿销座底面的长度方向设置于销座底面两侧的侧面为左侧面和右侧面;左侧面和/或右侧面在指向销座底面的方向上设置有连续的第一斜面和第二斜面,第一斜面和第二斜面形成多段面;第二斜面与销座底面之间的夹角小于45°,本方案在切削销座底面时,在加工面与非加工面交界处不易产生毛刺,无需去毛刺工序。
高硅铝合金活塞的活塞座毛坯的加工方法.pdf
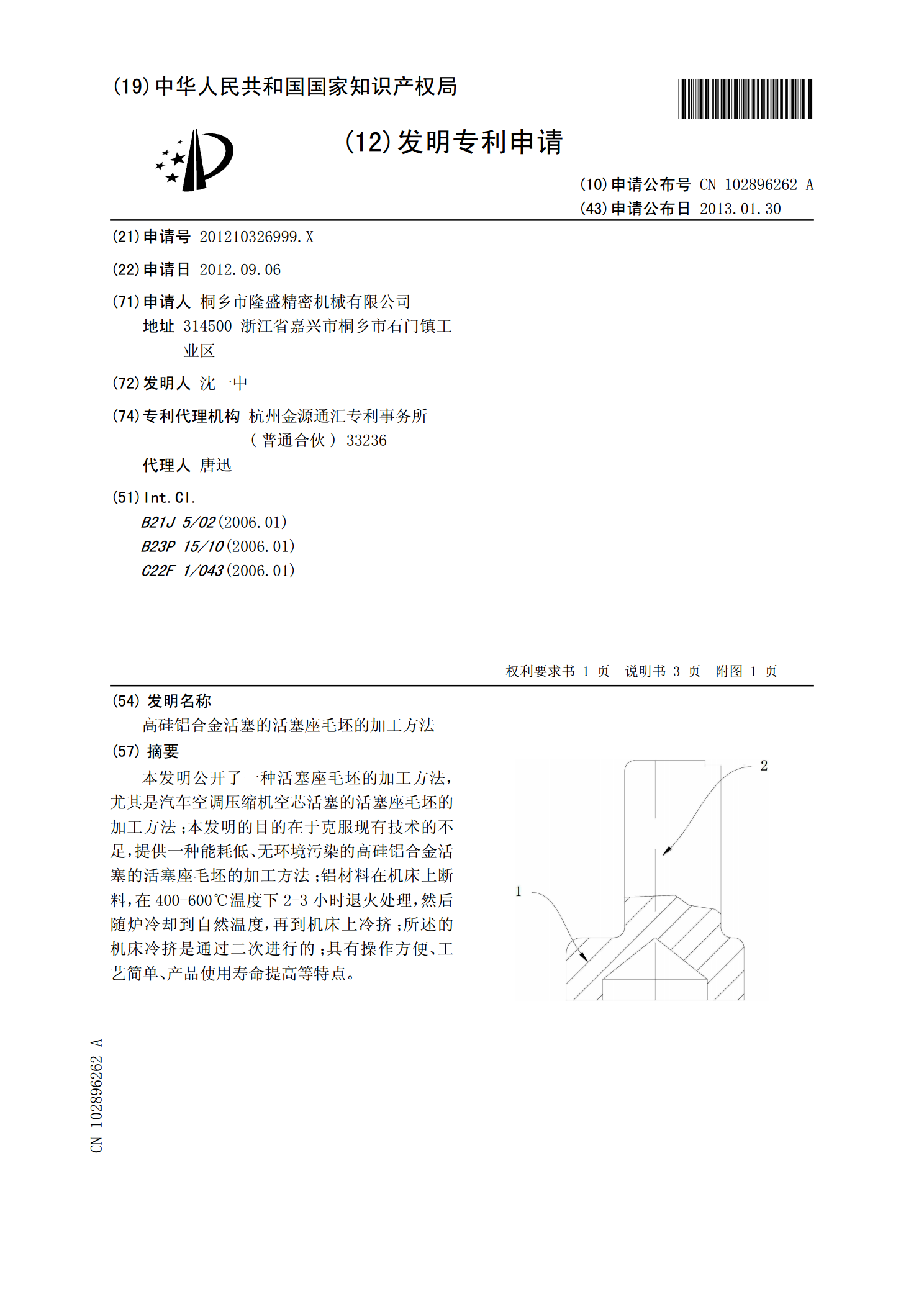
本发明公开了一种活塞座毛坯的加工方法,尤其是汽车空调压缩机空芯活塞的活塞座毛坯的加工方法;本发明的目的在于克服现有技术的不足,提供一种能耗低、无环境污染的高硅铝合金活塞的活塞座毛坯的加工方法;铝材料在机床上断料,在400-600℃温度下2-3小时退火处理,然后随炉冷却到自然温度,再到机床上冷挤;所述的机床冷挤是通过二次进行的;具有操作方便、工艺简单、产品使用寿命提高等特点。

全钢活塞异形销孔加工工艺优化.docx
全钢活塞异形销孔加工工艺优化随着工业化和科技进步的发展,自动化加工和智能制造已成为现代工业生产的主要趋势。在全钢活塞的生产制造过程中,异形销孔的加工是一个非常重要的工艺环节,而其加工质量的好坏也直接影响到活塞整体的质量和性能。为此,本文将针对全钢活塞异形销孔加工工艺进行优化,以提高活塞的加工精度和质量。1.异形销孔的加工原理异形销是指表面轮廓呈现非圆形设计的销轴,由于其具有复杂的表面形状和几何尺寸不均匀性,加工难度较大。全钢活塞异形销孔的加工一般采用电火花EDM加工,其加工原理如下:(1)电极:在加工异形

加工泥浆泵活塞钢芯毛坯的新工艺.docx
加工泥浆泵活塞钢芯毛坯的新工艺标题:加工泥浆泵活塞钢芯毛坯的新工艺摘要:随着工艺技术的不断发展,泥浆泵作为一种重要的机械设备,在石油钻井、煤矿开采等领域发挥着重要作用。活塞钢芯毛坯作为泥浆泵的核心部件之一,其加工工艺的优化对于提高泥浆泵性能和使用寿命具有重要意义。本文针对传统的活塞钢芯毛坯加工工艺存在的一些问题,提出了一种新的工艺方案,并详细介绍了其工艺流程和关键工艺参数的优化。1.引言泥浆泵广泛应用于石油钻井、煤矿开采和其它工业领域,在工作过程中承受着高温、高压和强腐蚀等苛刻环境,因此其性能和使用寿命对

一种活塞销孔加工方法、装置及活塞.pdf
本发明公开了一种活塞销孔加工方法、装置及活塞,其中活塞销孔加工方法包括:定位活塞;镗削活塞的直销孔,保留直销孔的镗削加工余量;采用电解销孔的方式加工直销孔为成型销孔;清洗活塞。由原来的镗销孔外台阶、铣销孔内倒角、镗异形销孔三道工序变成电解销孔一道工序,同时加工后没有毛刺,省去了去毛刺工序;工艺流程更短,加工效率更快。电解加工加工工具磨损很小,一致性好,可显著节省长期成本;加工活塞材料无热影响,没有镗削硬化层,电解处理后的表面亲油能力更佳,提升了活塞销孔储油能力;活塞销孔电解加工加工阴极不受力,活塞夹持力小