
高硅铝合金活塞的活塞座毛坯的加工方法.pdf

An****99

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高硅铝合金活塞的活塞座毛坯的加工方法.pdf
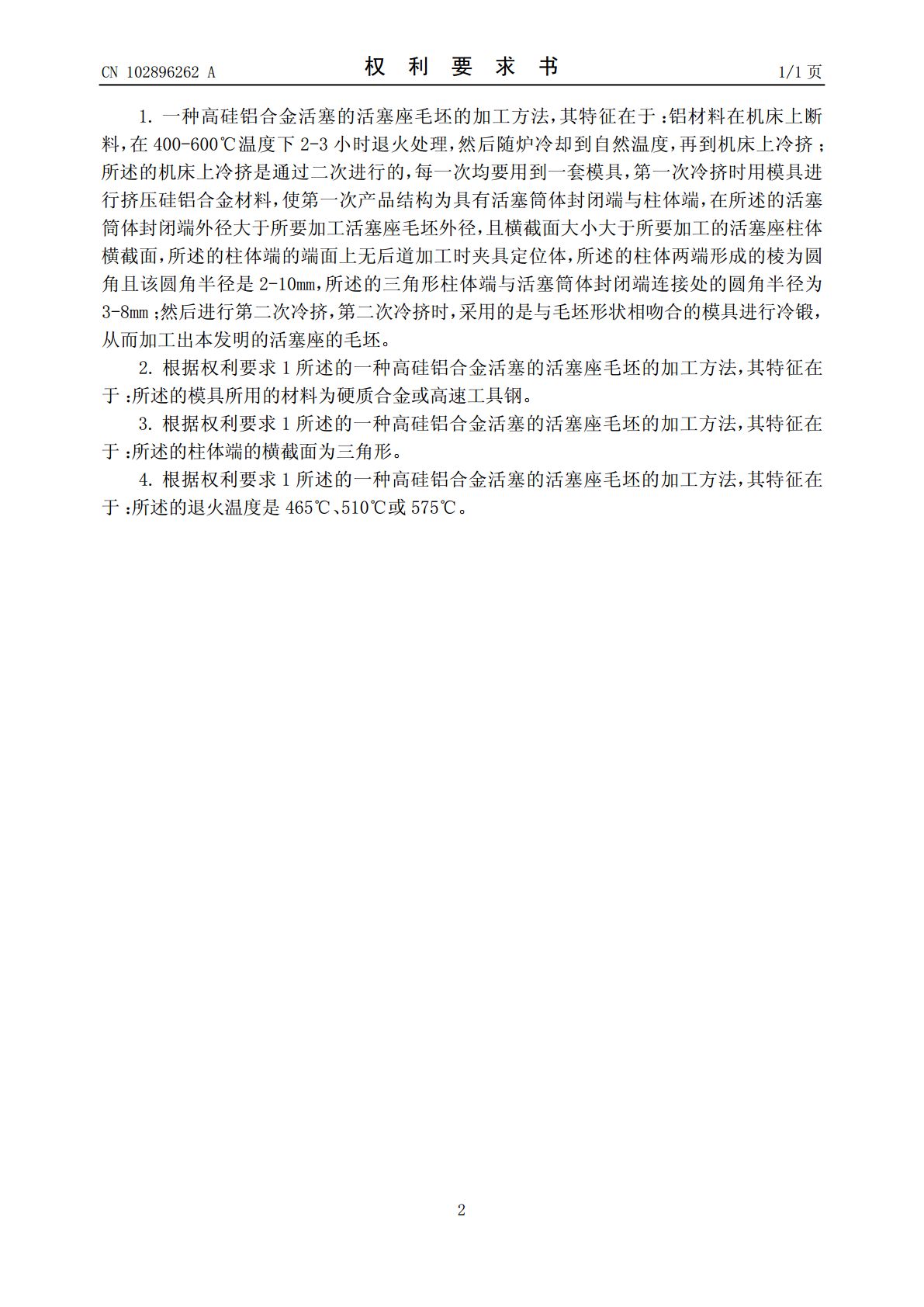
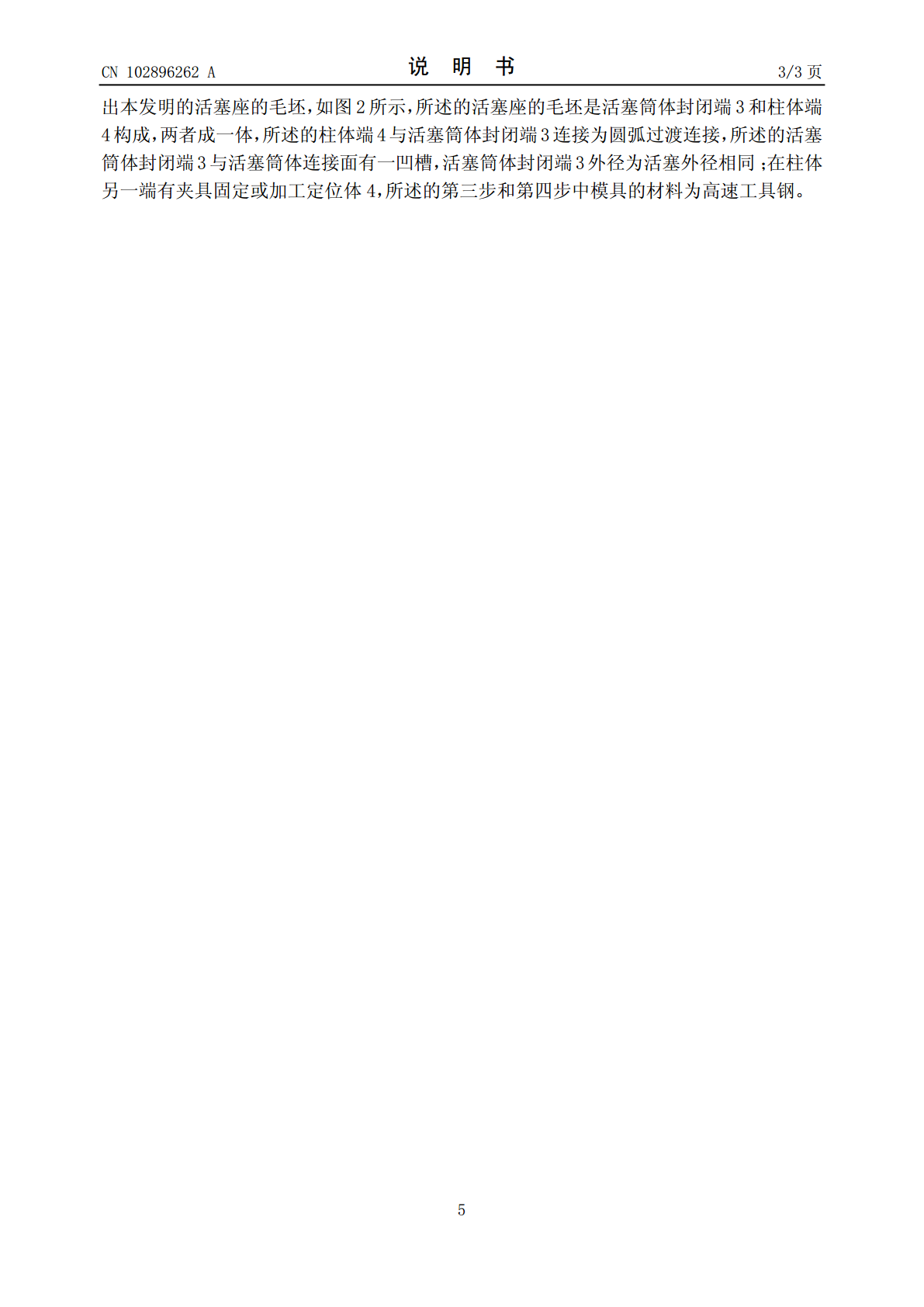
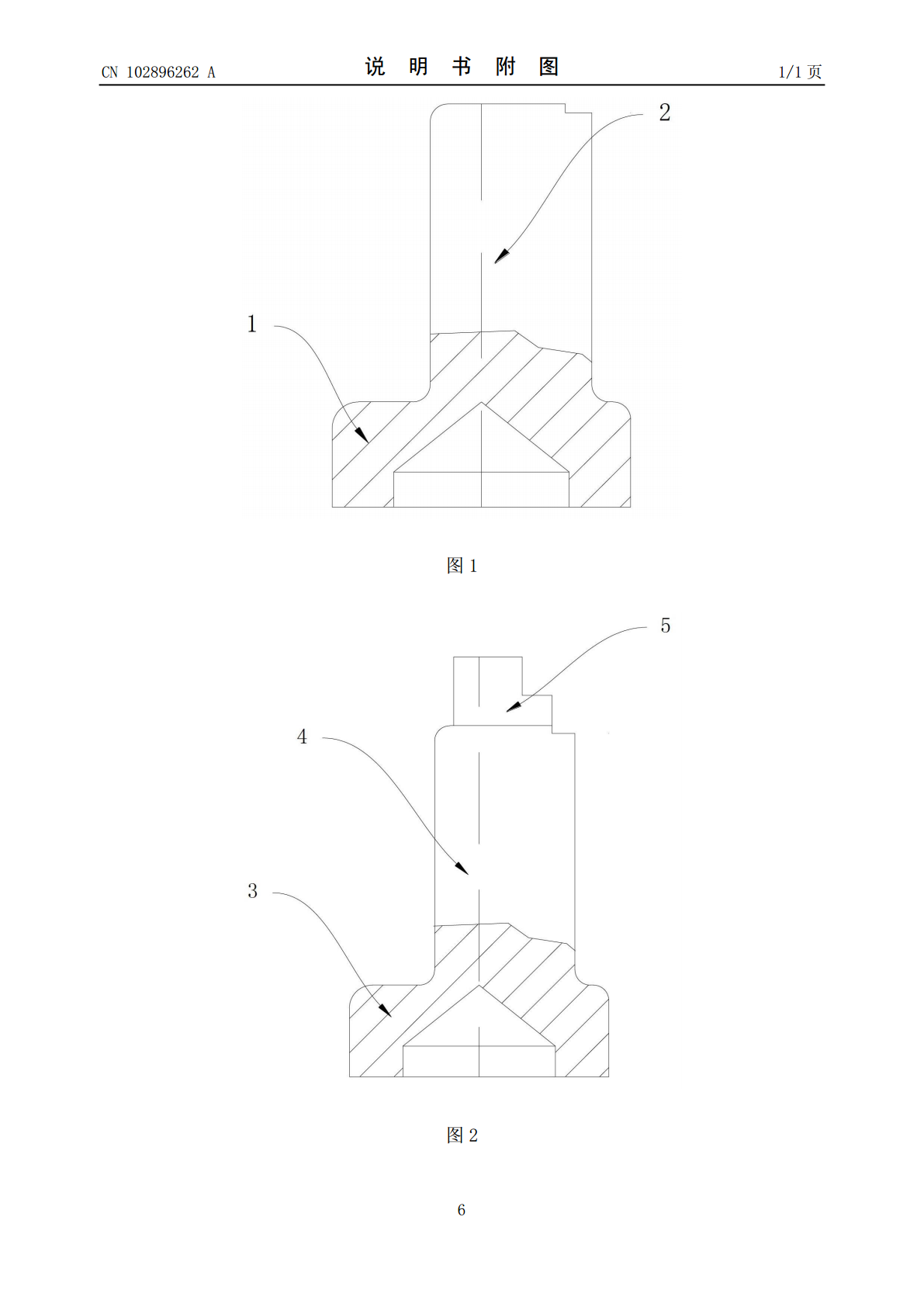
本发明公开了一种活塞座毛坯的加工方法,尤其是汽车空调压缩机空芯活塞的活塞座毛坯的加工方法;本发明的目的在于克服现有技术的不足,提供一种能耗低、无环境污染的高硅铝合金活塞的活塞座毛坯的加工方法;铝材料在机床上断料,在400-600℃温度下2-3小时退火处理,然后随炉冷却到自然温度,再到机床上冷挤;所述的机床冷挤是通过二次进行的;具有操作方便、工艺简单、产品使用寿命提高等特点。
高硅铝合金空芯活塞的活塞筒体毛坯的加工方法.pdf
本发明公开了一种活塞座毛坯的加工方法,尤其是压缩机空芯活塞的活塞筒体毛坯的加工方法;本发明的目的在于克服现有技术的不足,提供一种能耗低、无环境污染的高硅铝合金空芯活塞的活塞座毛坯的加工方法;铝材料在机床上断料,在400-600℃温度下2-3小时退火处理,然后随炉冷却到自然温度,再到机床上冷挤;具有操作方便、工艺简单、产品使用寿命提高等特点。

活塞毛坯、钢活塞及免去毛刺的钢活塞销座加工方法.pdf
本发明涉及汽车配件领域,具体涉及一种活塞毛坯、钢活塞及免去毛刺的钢活塞销座加工方法,旨在解决现有技术中的活塞在加工销座底面时需要去毛刺的问题。本发明提供的活塞毛坯包括销座底面,以沿销座底面的长度方向设置于销座底面两侧的侧面为左侧面和右侧面;左侧面和/或右侧面在指向销座底面的方向上设置有连续的第一斜面和第二斜面,第一斜面和第二斜面形成多段面;第二斜面与销座底面之间的夹角小于45°,本方案在切削销座底面时,在加工面与非加工面交界处不易产生毛刺,无需去毛刺工序。

活塞硅铝合金抗疲劳加工研究的任务书.docx
活塞硅铝合金抗疲劳加工研究的任务书任务书一、论题:活塞硅铝合金抗疲劳加工研究二、研究背景:随着汽车行业的快速发展,活塞作为内燃机的关键部件,对于发动机的性能、燃油消耗和排放水平都有着重要影响。因此,活塞的制造技术也越来越受到关注。硅铝合金是一种非常适用于活塞制造的材料,具有良好的耐磨性和耐高温性能。然而,在发动机运转过程中,活塞往复运动会产生频繁的疲劳应力,导致活塞本身产生疲劳裂纹,严重影响活塞的性能和寿命。因此,如何提高硅铝合金活塞的抗疲劳性能,成为了一个重要的研究方向。三、研究目的和任务研究目的本课题

新型高钛活塞铝合金的研究.docx
新型高钛活塞铝合金的研究新型高钛活塞铝合金的研究摘要:活塞是内燃机的关键部件之一,其性能和材料的选择直接影响发动机的效率和寿命。为了提高活塞的耐磨性、耐热性和机械性能,研究人员一直在寻找更加优化的活塞材料。本文围绕新型高钛活塞铝合金的研究进行探讨,包括合金的组成、制备工艺、力学性能和应用前景等方面。一、引言活塞材料在发动机的工作过程中需要承受高温、高压和高速等极端条件,因此需要具备较高的热稳定性、耐磨性和机械性能。传统的活塞材料如铸铁和铝硅合金已经无法满足日益增长的需求。而高钛活塞铝合金作为一种新型材料,