
一种断续深孔加工方法及装置.pdf

涵蓄****09


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种断续深孔加工方法及装置.pdf
本发明适用于深孔加工技术领域,提供了一种断续深孔加工方法,包括:钻头加工至上层孔即将钻通时降低切削速度并钻通上层孔和加工下层孔的顶端;提高钻头的切削速度加工下层孔,钻头加工至下层孔即将钻通时降低切削速度;一种断续深孔加工装置,包括:截面为勒洛三角形的刀杆;钻头,其包括钻头本体和钻尖,钻头本体顶端连接刀杆,钻头本体底面为平面且设有容纳腔,容纳腔内弹性连接有挡板,挡板的两侧壁均设有与其弹性连接的L型导块,容纳腔侧壁设有与导块配合的导槽,导槽为阶梯槽,挡板底端可拆卸连接钻尖。借此,本发明方法简便可行,装置结构简
一种断续深孔的反镗加工装置.pdf
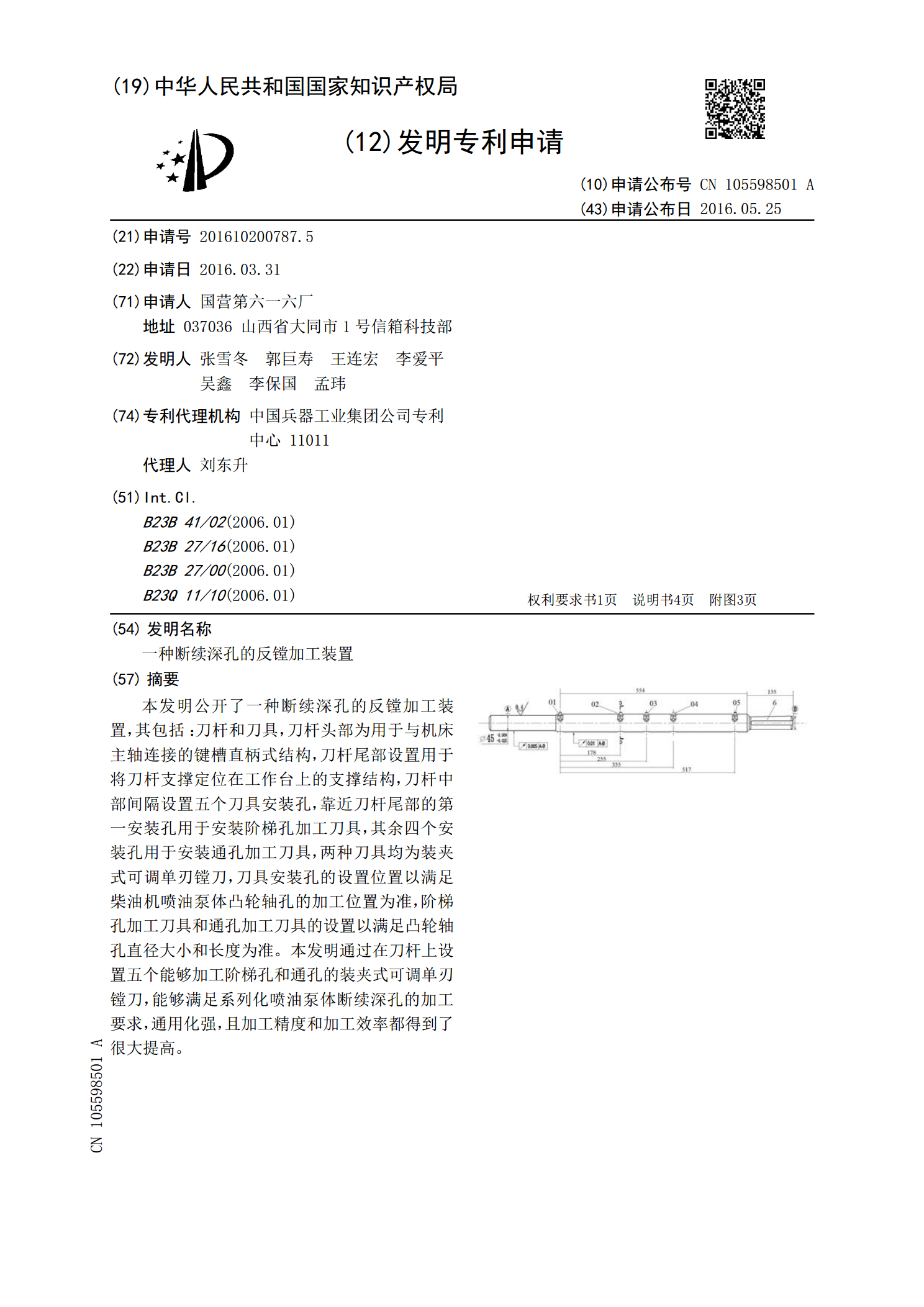
本发明公开了一种断续深孔的反镗加工装置,其包括:刀杆和刀具,刀杆头部为用于与机床主轴连接的键槽直柄式结构,刀杆尾部设置用于将刀杆支撑定位在工作台上的支撑结构,刀杆中部间隔设置五个刀具安装孔,靠近刀杆尾部的第一安装孔用于安装阶梯孔加工刀具,其余四个安装孔用于安装通孔加工刀具,两种刀具均为装夹式可调单刃镗刀,刀具安装孔的设置位置以满足柴油机喷油泵体凸轮轴孔的加工位置为准,阶梯孔加工刀具和通孔加工刀具的设置以满足凸轮轴孔直径大小和长度为准。本发明通过在刀杆上设置五个能够加工阶梯孔和通孔的装夹式可调单刃镗刀,能够
一种变截面多层断续深孔加工方法.pdf
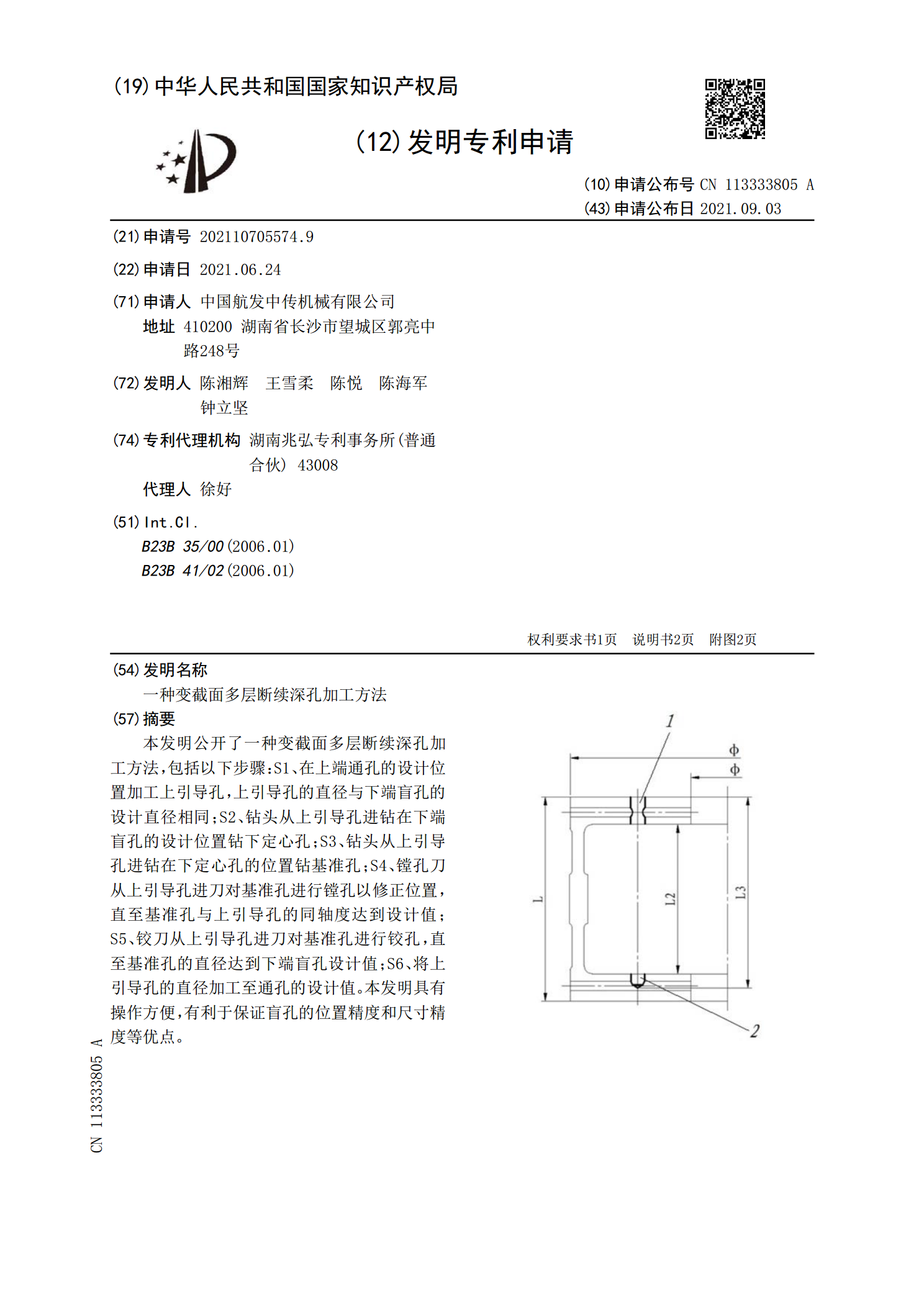
本发明公开了一种变截面多层断续深孔加工方法,包括以下步骤:S1、在上端通孔的设计位置加工上引导孔,上引导孔的直径与下端盲孔的设计直径相同;S2、钻头从上引导孔进钻在下端盲孔的设计位置钻下定心孔;S3、钻头从上引导孔进钻在下定心孔的位置钻基准孔;S4、镗孔刀从上引导孔进刀对基准孔进行镗孔以修正位置,直至基准孔与上引导孔的同轴度达到设计值;S5、铰刀从上引导孔进刀对基准孔进行铰孔,直至基准孔的直径达到下端盲孔设计值;S6、将上引导孔的直径加工至通孔的设计值。本发明具有操作方便,有利于保证盲孔的位置精度和尺寸精

一种断续深孔钻削引导装置.pdf
本发明公开了一种断续深孔钻削引导装置,包括:限位板、第一定位轴、第二定位轴和钻套,第一定位轴活动穿过限位板上的第一安装孔,第二定位轴通过定位销固定在限位板上的第二安装孔内,钻套可拆卸地安装在第二定位轴上,两定位轴用于零件上柱塞孔及其上部孔的定位,钻套内装刀具;限位板端面与钻套中心的距离L=m-n,其中m为待加工零件与限位板的贴合面与凸轮轴孔中心的距离,n为待加工零件与限位板的贴合面与钻套中心的距离。本发明中,根据待加工零件的结构特点,设计了通过定位轴和限位板相结合以实现深孔加工垂直度良好,加工效率高、精度

一种履带板平行、断续大孔径深孔加工用辅助装置.pdf
本实用新型公开了一种履带板平行、断续大孔径深孔加工用辅助装置,包括底板,在底板上设有两排夹紧单元,两排夹紧单元之间形成夹紧工位;每排夹紧单元包括一个以上夹紧装置,在相邻夹紧装置之间的底板上设有导向块,每个导向块上均开设有导向孔,每排夹紧单元的导向孔中心线同线,两排夹紧单元的导向孔中心线平行,且距离底板的距离相等。本实用新型辅助装置在使用时固定履带板体后,安装在装配在双主轴对头钻专用机床工作台上使用,克服了传统加工设备、工艺方法存在的加工精度低、效率低、加工质量不稳定等缺陷,保证了加工零件的质量、提高了加工