
发明授权-2018107769287-供给装置及具备供给装置的搬运装置.pdf

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

发明授权-2018107769287-供给装置及具备供给装置的搬运装置.pdf
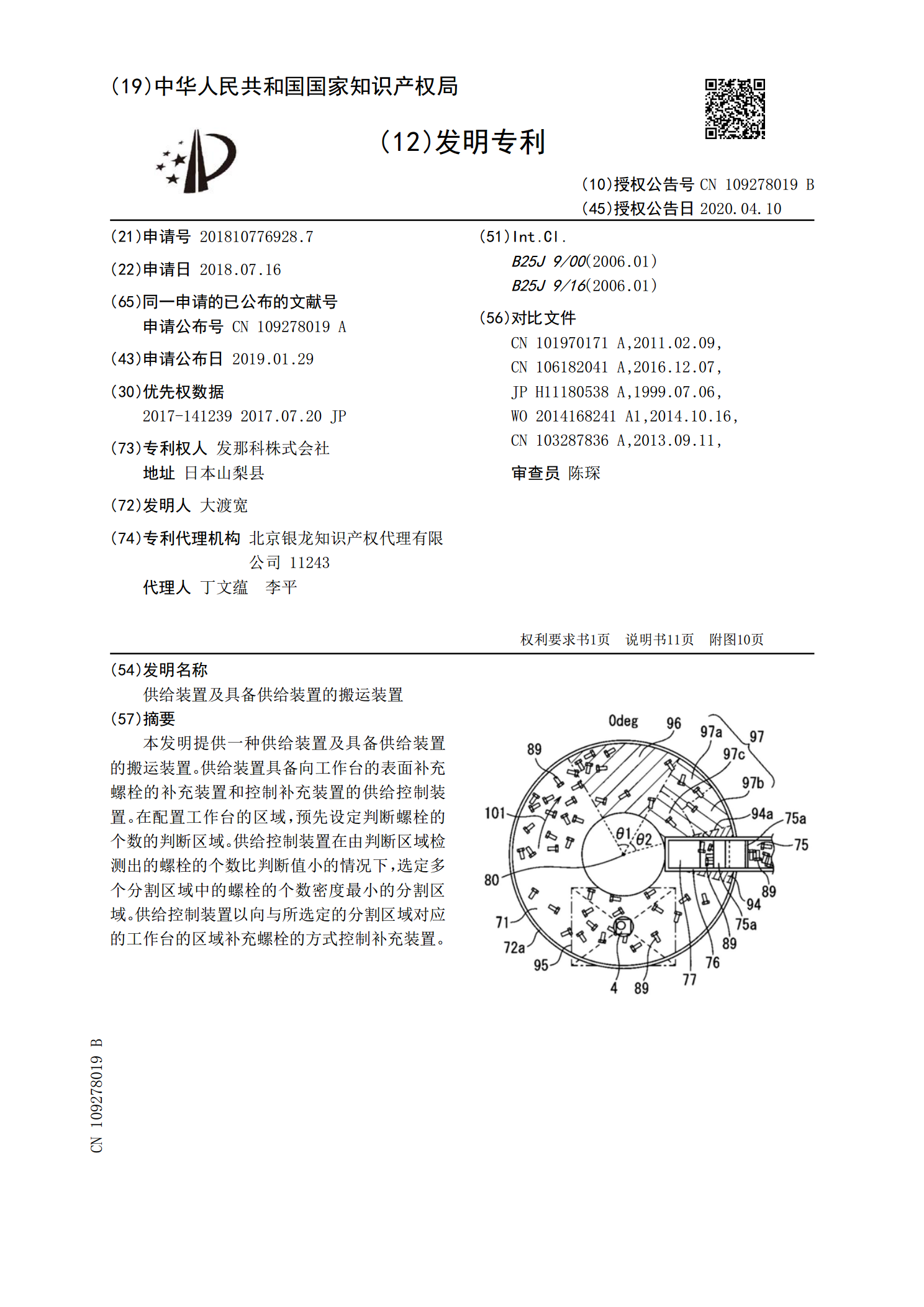
(19)中华人民共和国国家知识产权局(12)发明专利(10)授权公告号CN109278019B(45)授权公告日2020.04.10(21)申请号201810776928.7(51)Int.Cl.(22)申请日2018.07.16B25J9/00(2006.01)B25J9/16(2006.01)(65)同一申请的已公布的文献号申请公布号CN109278019A(56)对比文件CN101970171A,2011.02.09,(43)申请公布日2019.01.29CN106182041A,2016.12.0
发明授权-201810776928.7-供给装置及具备供给装置的搬运装置.pdf
(19)中华人民共和国国家知识产权局(12)发明专利(10)授权公告号CN109278019B(45)授权公告日2020.04.10(21)申请号201810776928.7(51)Int.Cl.(22)申请日2018.07.16B25J9/00(2006.01)B25J9/16(2006.01)(65)同一申请的已公布的文献号申请公布号CN109278019A(56)对比文件CN101970171A,2011.02.09,(43)申请公布日2019.01.29CN106182041A,2016.12.0
发明授权-038011263-加热装置、辅助电力供给装置、辅助电力供给系统、定影装置及图像形成装置.pdf

发明授权-2005100770727-流体供给装置及利用该装置的充气装置.pdf
燃料供给装置、具备该燃料供给装置的船舶用锅炉、以及燃料供给装置的控制方法.pdf
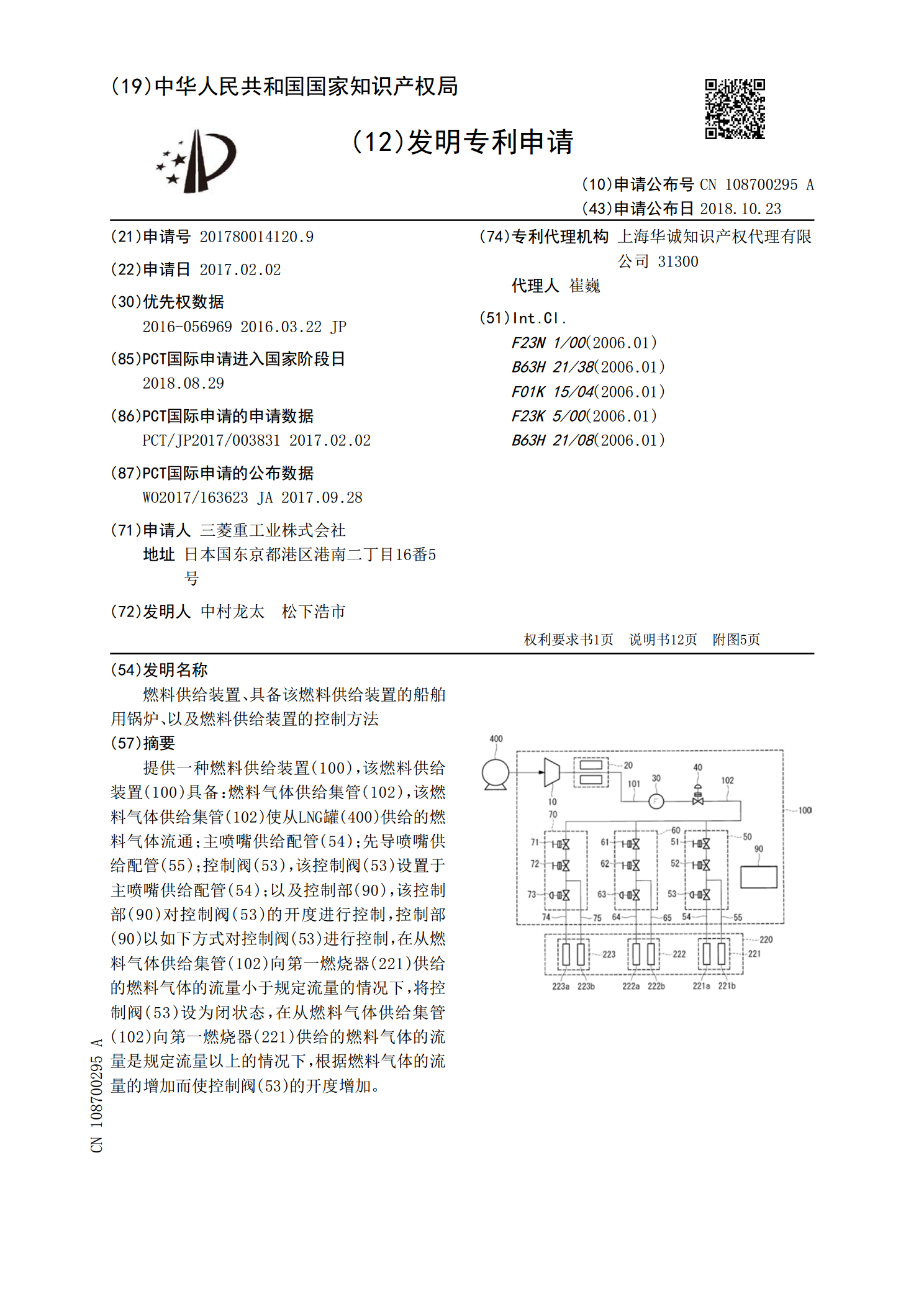
提供一种燃料供给装置(100),该燃料供给装置(100)具备:燃料气体供给集管(102),该燃料气体供给集管(102)使从LNG罐(400)供给的燃料气体流通;主喷嘴供给配管(54);先导喷嘴供给配管(55);控制阀(53),该控制阀(53)设置于主喷嘴供给配管(54);以及控制部(90),该控制部(90)对控制阀(53)的开度进行控制,控制部(90)以如下方式对控制阀(53)进行控制,在从燃料气体供给集管(102)向第一燃烧器(221)供给的燃料气体的流量小于规定流量的情况下,将控制阀(53)设为闭状态