
一种引锭杆和铸坯的液压平移装置.pdf

沛芹****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种引锭杆和铸坯的液压平移装置.pdf
一种引锭杆和铸坯的液压平移装置,包括平移液压缸,平移液压缸采用中间摆动式,平移液压缸的中间摆动耳轴与中间支座采用关节轴承或自润滑轴承铰接,平移液压缸缸体尾部采用关节轴承铰接和倾动液压缸的液压杆连接,倾动液压缸的缸体尾部和倾动支座采用关节轴承铰接,在倾动液压缸的驱动下,平移液压缸能够绕中间支座摆动,平移液压缸的液压杆头部设有推头,推头上设有与引锭杆尾部钩齿啮合的凹槽,当立式铸机的翻转装置将引锭杆和铸坯翻转到水平位后,液压平移装置将引锭杆及铸坯推移一定距离,引锭杆与铸坯脱开后再将引锭杆拉回到原位,提高了生产效

铜管坯锭的结晶器及引铸装置.pdf
本发明涉及一种铜管坯锭的结晶器及引铸装置,其特征在于:它包括结晶器(1)和引铸装置(2),所述结晶器(1)设置于熔铸炉的末端,所述结晶器(1)的中心设有石墨套(1),所述石墨套(1)的外侧套有铜套(1.2),所述铜套(1.2)的外侧设有外壳(1.3)。这种铜管坯锭的结晶器及引铸装置通过对结晶器和引铸装置的改造,减少了铜管坯锭的生产工序,节约人工、能耗和生产时间。

小方坯连铸刚性引锭杆自动控制技术.docx
小方坯连铸刚性引锭杆自动控制技术小方坯连铸是目前铸轧工艺中常用的一种连铸技术,在小方坯连铸过程中,刚性引锭杆的自动控制技术起着关键的作用。本文将从刚性引锭杆的作用、刚性引锭杆的自动控制技术以及其在小方坯连铸中的应用方面进行论述。一、刚性引锭杆的作用刚性引锭杆是一种用于引导小方坯连铸过程的装置,其主要作用有两个方面:1.稳定引拔速度:刚性引锭杆可以确保引拔过程中的稳定速度。在小方坯连铸的过程中,通过控制刚性引锭杆的引拔速度,可以使连铸机能够适应不同规格、不同材质的小方坯连铸生产需求。2.支撑小方坯:刚性引锭

用于相应的用于浇铸型材坯的连铸机的开浇件、引锭杆头和引锭杆.pdf
本发明涉及一种用于对用于浇铸型材坯的连铸机的结晶器(3)中的引锭杆头(2)进行密封的开浇件(1)、一种引锭杆头(2)和一种引锭杆。本发明的任务是,说明一种开浇件(1)、一种引锭杆头(2)和一种引锭杆,用所述开浇件、引锭杆头和引锭杆一方面降低用于将所述开浇件与所述引锭杆头(2)连接起来的准备时间并且另一方面能够自动地将热连铸坯从引锭杆上分开。该任务通过一种开头提到的类型的开浇件(1)得到解决,对于该开浇件来说与盖板(6)在引锭杆侧构成一个封闭的几何的轮廓的连接件(7)在至少两个位置上从所述密封件(4)和所述
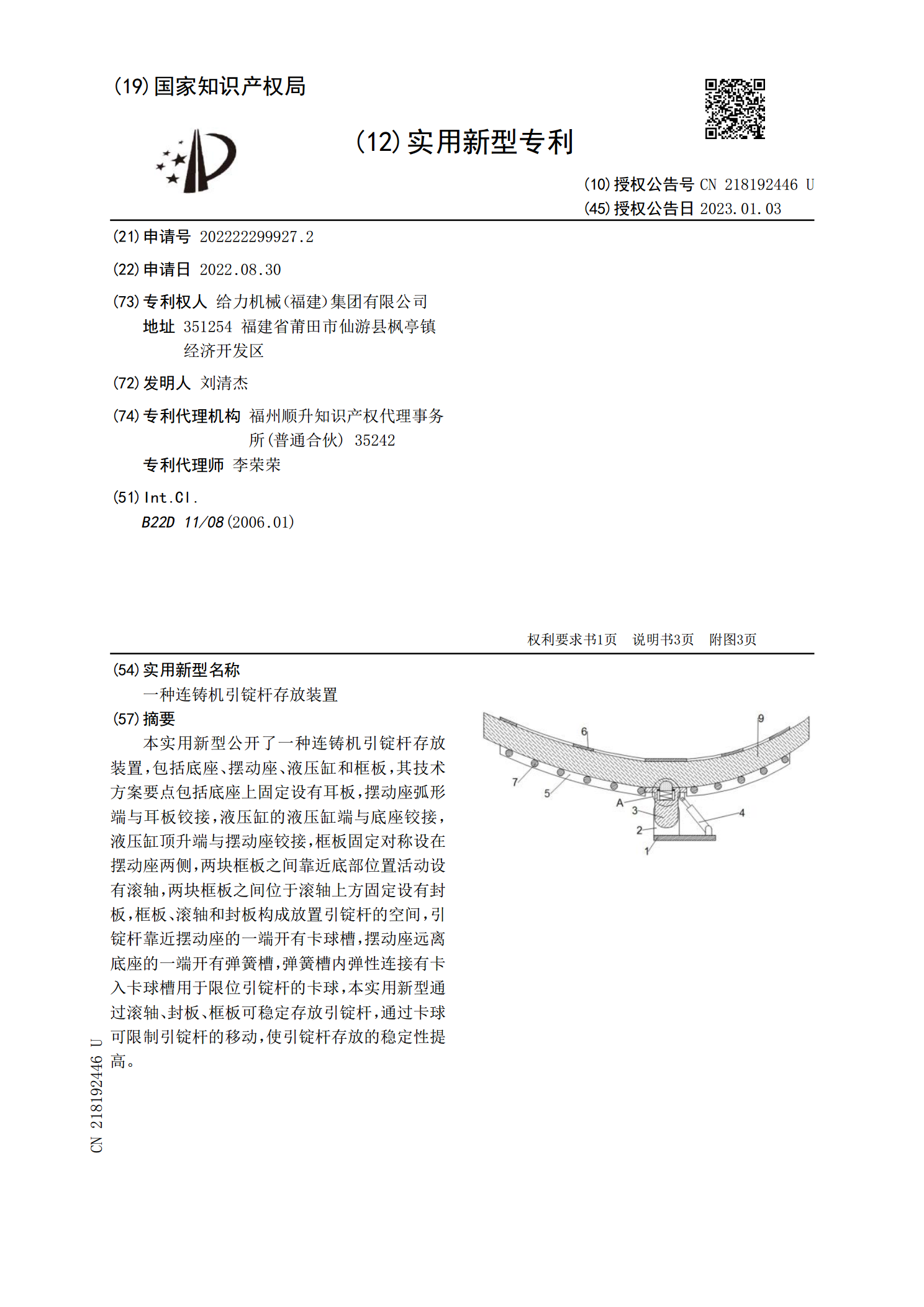
一种连铸机引锭杆存放装置.pdf
本实用新型公开了一种连铸机引锭杆存放装置,包括底座、摆动座、液压缸和框板,其技术方案要点包括底座上固定设有耳板,摆动座弧形端与耳板铰接,液压缸的液压缸端与底座铰接,液压缸顶升端与摆动座铰接,框板固定对称设在摆动座两侧,两块框板之间靠近底部位置活动设有滚轴,两块框板之间位于滚轴上方固定设有封板,框板、滚轴和封板构成放置引锭杆的空间,引锭杆靠近摆动座的一端开有卡球槽,摆动座远离底座的一端开有弹簧槽,弹簧槽内弹性连接有卡入卡球槽用于限位引锭杆的卡球,本实用新型通过滚轴、封板、框板可稳定存放引锭杆,通过卡球可限制