
一种高速冷轧管机PLC控制系统.pdf

英瑞****写意


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高速冷轧管机PLC控制系统.pdf
一种高速冷轧管机PLC控制系统,主要由主传动控制装料控制系统、液压润滑及气动控制系统、出料控制系统组成。该控制系统可以准确稳定地对主电机启动、自动上料、主离合器啮合和送进离合器啮合并开始轧制、轧制结束并主离合器分开等过程进行自动控制,保证了每一次轧制过程中的轧制速度、轧制时间、送进量等参数的稳定,使成品钢管的质量指标稳定,提高了劳动生产率,降低了生产成本。

一种高速连续上料冷轧管机控制系统.pdf
一种高速连续上料冷轧管机控制系统,采用交流伺服电机代替传统机械回转送进机构,采用电子凸轮实现多轴同步的方法,提高了冷轧管机轧制速度、精度,同时降低了设备故障率。该电气控制系统结构简单,运转稳定,无大故障,成为交流伺服系统在冷轧管机组上的一次成功应用。

一种单线长行程高速冷轧管机.pdf
本发明公开了一种单线长行程高速冷轧管机,包括轨机主运动部、轨机主箱体、回转送进齿轮箱、飞轮箱、主减速器、主动力机构底座、主电机、成品卡头箱、丝杆支承箱、操作台、管坯送进小车、芯棒送进小车、鼓形齿式联轴器、半联轴器、调整盘、气囊离合器、连接套、支撑盘、电气控制柜、第一润滑电机、第二润滑电机、液压电机、动力分支轴系、上料架、箱体齿轮润滑电机、快速电机和电动机,所述轨机主运动部的一侧通过鼓形齿式联轴器与飞轮箱一侧连接,所述飞轮箱另一侧通过半联轴器与主减速器一端连接,本发明,轧制速度快,机架往复运动的惯性力和惯性
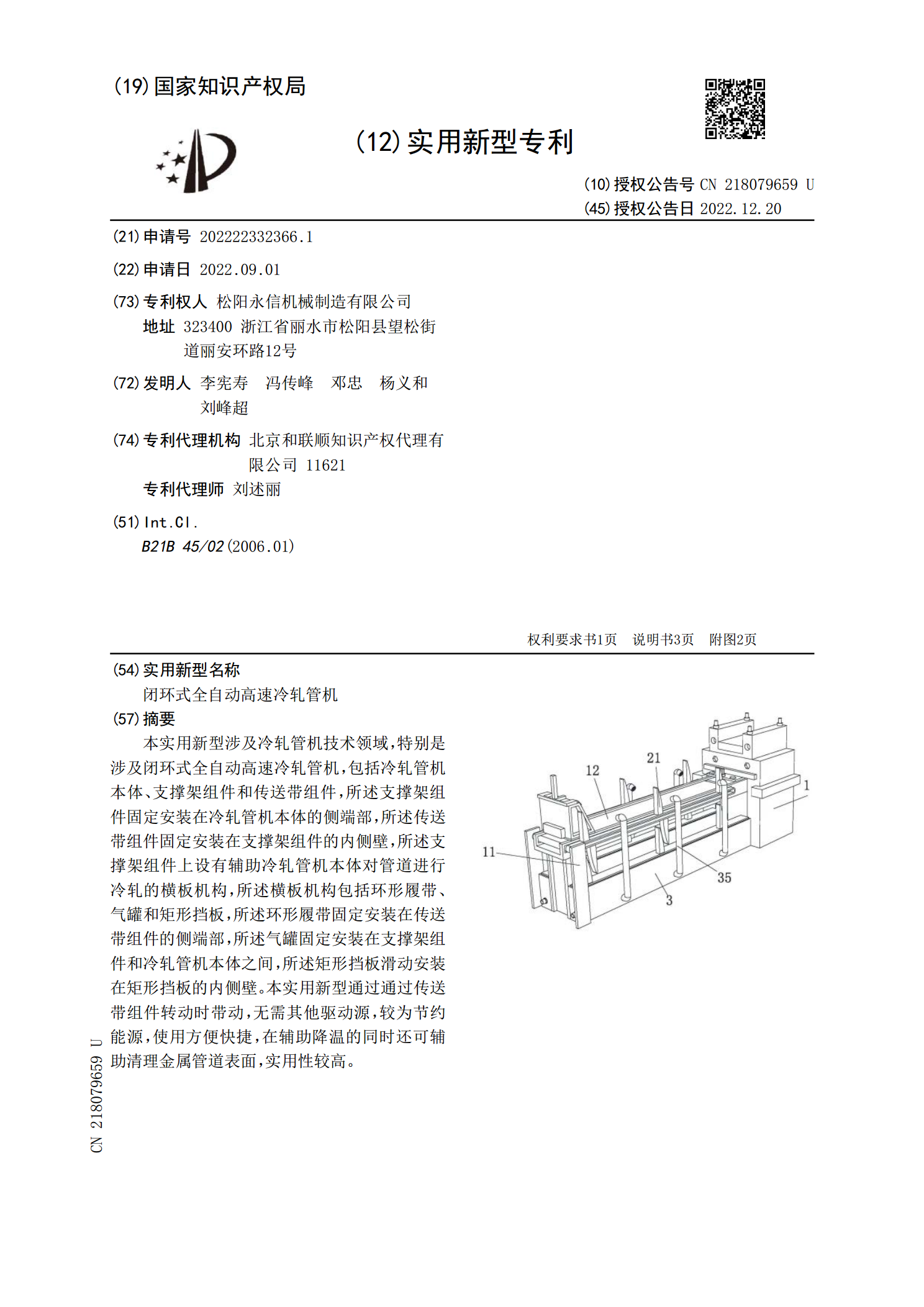
闭环式全自动高速冷轧管机.pdf
本实用新型涉及冷轧管机技术领域,特别是涉及闭环式全自动高速冷轧管机,包括冷轧管机本体、支撑架组件和传送带组件,所述支撑架组件固定安装在冷轧管机本体的侧端部,所述传送带组件固定安装在支撑架组件的内侧壁,所述支撑架组件上设有辅助冷轧管机本体对管道进行冷轧的横板机构,所述横板机构包括环形履带、气罐和矩形挡板,所述环形履带固定安装在传送带组件的侧端部,所述气罐固定安装在支撑架组件和冷轧管机本体之间,所述矩形挡板滑动安装在矩形挡板的内侧壁。本实用新型通过通过传送带组件转动时带动,无需其他驱动源,较为节约能源,使用方
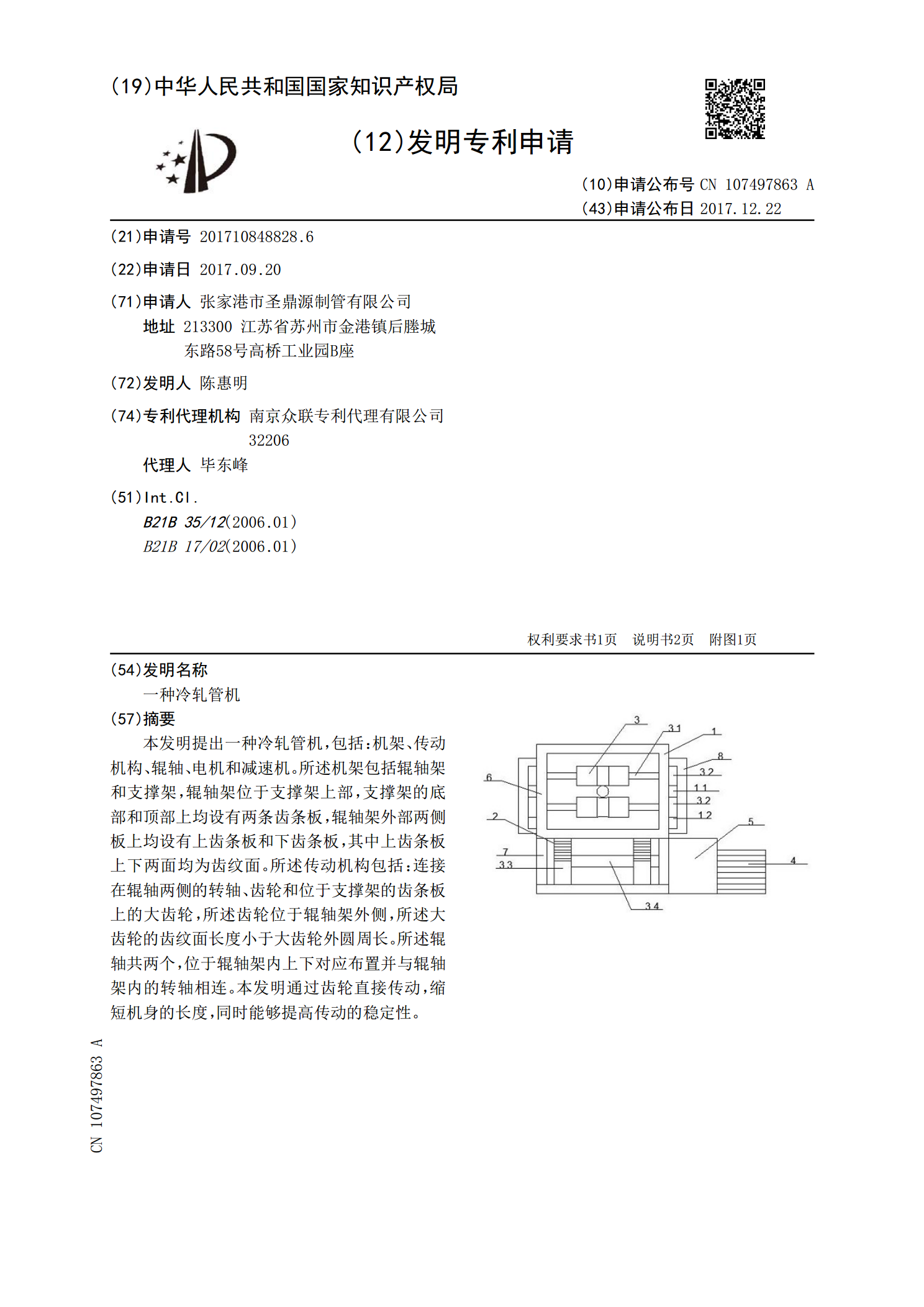
一种冷轧管机.pdf
本发明提出一种冷轧管机,包括:机架、传动机构、辊轴、电机和减速机。所述机架包括辊轴架和支撑架,辊轴架位于支撑架上部,支撑架的底部和顶部上均设有两条齿条板,辊轴架外部两侧板上均设有上齿条板和下齿条板,其中上齿条板上下两面均为齿纹面。所述传动机构包括:连接在辊轴两侧的转轴、齿轮和位于支撑架的齿条板上的大齿轮,所述齿轮位于辊轴架外侧,所述大齿轮的齿纹面长度小于大齿轮外圆周长。所述辊轴共两个,位于辊轴架内上下对应布置并与辊轴架内的转轴相连。本发明通过齿轮直接传动,缩短机身的长度,同时能够提高传动的稳定性。