
一种啮合线圈中心轴支架加工工艺.pdf

静芙****可爱


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种啮合线圈中心轴支架加工工艺.pdf
本发明涉及一种啮合线圈中心轴支架加工工艺,它属于汽车配件生产制造领域。本发明依次采用下料和整形、成型、切边和冲小孔、冲中心孔。本发明工艺成熟,产品尺寸稳定,经济效益高,能够满足产品尺寸要求和产品尺寸公差,具有通用性,通过对模具,程序的调整可以加工一系列不同规格的啮合线圈中心轴支架。

偏心轴加工工艺.ppt
偏心轴的加工工艺2、利用四爪单动卡盘装夹找正步骤是:①、把划好线的工件装在四爪卡盘上。在装夹时,先调节卡盘的两爪,使其呈不对称位置,另两爪成对称位置,工件偏心圆线在卡盘中央②、在床面上放好小平板和划针盘,针尖对准偏心圆线,校正偏心圆。然后把针尖对准外圆水平线,如下图左所示,自左至右检查水平线是否水平。把工件转动90°,用同样的方法检查另一条水平线,然后紧固卡脚和复查工件装夹情况。③、工件校准后,把四爪再拧紧一遍,即可进行切削。在初切削时,进给量要小,切削深度要浅,等工件车圆后切削用量可以适当增加,否则就会

球面心轴的加工工艺.docx
球面心轴的加工工艺球面心轴是一种关键性零件,广泛应用于机械领域,特别是在车辆、航空和船舶行业中。它的加工工艺对于确保轴的圆度和表面粗糙度至关重要。本文将重点探讨球面心轴的加工工艺并分析存在的问题和解决方案。首先,球面心轴的加工过程可以分为以下几个步骤:材料准备、粗车削、精车削和表面处理。在材料准备阶段,需要选择适合的材料,如优质的钢材或铝合金,以确保轴的强度和耐磨性。接下来是粗车削阶段,此阶段的目的是将材料的表面粗糙度降低到可接受范围,通常使用车床进行加工。然后是精车削阶段,主要是通过磨削工艺来进一步提高
一种空心轴的外表面加工工艺.pdf
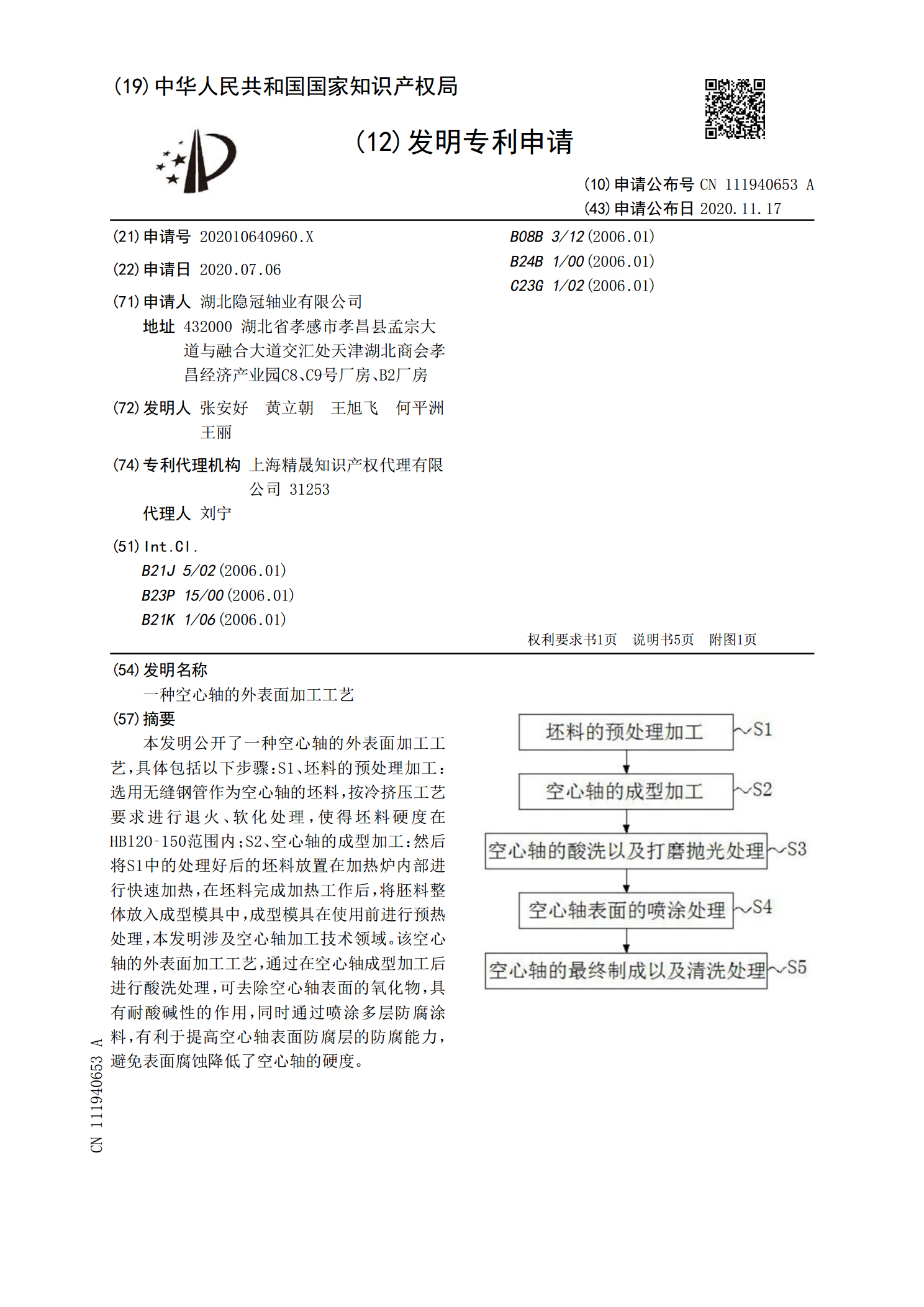
本发明公开了一种空心轴的外表面加工工艺,具体包括以下步骤:S1、坯料的预处理加工:选用无缝钢管作为空心轴的坯料,按冷挤压工艺要求进行退火、软化处理,使得坯料硬度在HBl2O‑150范围内;S2、空心轴的成型加工:然后将S1中的处理好后的坯料放置在加热炉内部进行快速加热,在坯料完成加热工作后,将胚料整体放入成型模具中,成型模具在使用前进行预热处理,本发明涉及空心轴加工技术领域。该空心轴的外表面加工工艺,通过在空心轴成型加工后进行酸洗处理,可去除空心轴表面的氧化物,具有耐酸碱性的作用,同时通过喷涂多层防腐涂料

一种安装支架的加工工艺.pdf
本发明公开了一种安装支架的加工工艺,所述安装支架依次通过落料冲孔‑定位折边翻折‑折边成型‑冲孔‑凸台翻孔‑安装孔翻孔制备而成本发明通过冲压工艺,实现支架的制造,减少了板材的应用,增加了支架的抗震效果,通过在支架上设置折边压筋提高支架的机械强度,通过对安装孔进行翻孔,使安装孔边缘形成竖立边,提高支架安装时的抗震效果和牢固性。