
曲轴磨床操作规程.docx

邻家****66


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

曲轴磨床操作规程.docx
曲轴磨床操作规程-1--2-曲轴磨床操作章程1操作者必须熟悉机床操作顺序和性能严禁超性能使用设备。2开机前应检查各手柄及行程挡铁是否完好可靠紧固行程开关螺钉。3开动前应按设备润滑图表加注规定的润滑油。4启动润滑油泵、夜压泵电机检查调整夜压系统压力润滑系统压力并用手转动砂轮轴检查转动是否轻快;点动磨头横向进给检查砂轮与金刚笔、工件的相对位置;将工作台往复运动15-20分钟排出油缸中空气以消除爬行然后调整行程和速度。5经常检查砂轮是否有裂纹严禁改装用做端面磨削。6合理选用磨削量砂轮未离工件时不得

曲轴磨床安全操作规程.docx
曲轴磨床安全操作规程-1--2-曲轴磨床安全操作章程1、目的本规程用于指导操作者正确操作和使用设备。2、适用范围本规程适用于指导本公司曲轴磨床的操作与安全操作。3、管理内容3.1操作章程3.1.1操作者必须熟悉机床操作顺序和性能严禁超性能使用设备。3.1.2开动前应按设备润滑图表加注规定的润滑油。3.1.3启动润滑油泵、夜压泵电机检查调整夜压系统压力润滑系统压力并用手转动砂轮轴检查转动是否轻快;点动磨头横向进给检查砂轮与金刚笔、工件的相对位置;将工作台往复运动15-20分钟排出油缸中空

曲轴磨床安全操作规程.doc
曲轴磨床安全操作规程1、目的本规程用于指导操作者正确操作和使用设备。2、适用范围本规程适用于指导本公司曲轴磨床的操作与安全操作。3、管理内容3.1操作规程3.1.1操作者必须熟悉机床操作顺序和性能,严禁超性能使用设备。3.1.2开动前,应按设备润滑图表加注规定的润滑油。3.1.3启动润滑油泵、夜压泵电机,检查调整夜压系统压力,润滑系统压力,并用手转动砂轮轴,检查转动是否轻快;点动磨头横向进给,检查砂轮与金刚笔、工件的相对位置;将工作台往复运动15-20分钟,排出油缸中空气,以

立式曲轴磨床.pdf
本发明公开了一种立式曲轴磨床,包括床身、砂轮架、静压电主轴和砂轮,砂轮架由第一伺服电机带动沿水平导轨来回移动,一转盘设在床身的右部上,一四棱柱体的下端垂直连接在转盘的上面,四棱柱体的一侧面与砂轮的径向垂直;在四棱柱体该侧面的下部设有头架,在该头架的下部设有驱动电机,在该头架的上部设有与驱动电机轴配合连接的夹持套,在该夹持套内设有偏心夹具,在四棱柱体该侧面的上部设有第二竖直导轨、尾架、第二伺服电机,一转动轴垂直穿过四棱柱体的中心,该转动轴的下端与转盘固定连接,该转动轴的上端与一大齿轮配合连接,大齿轮与一小齿
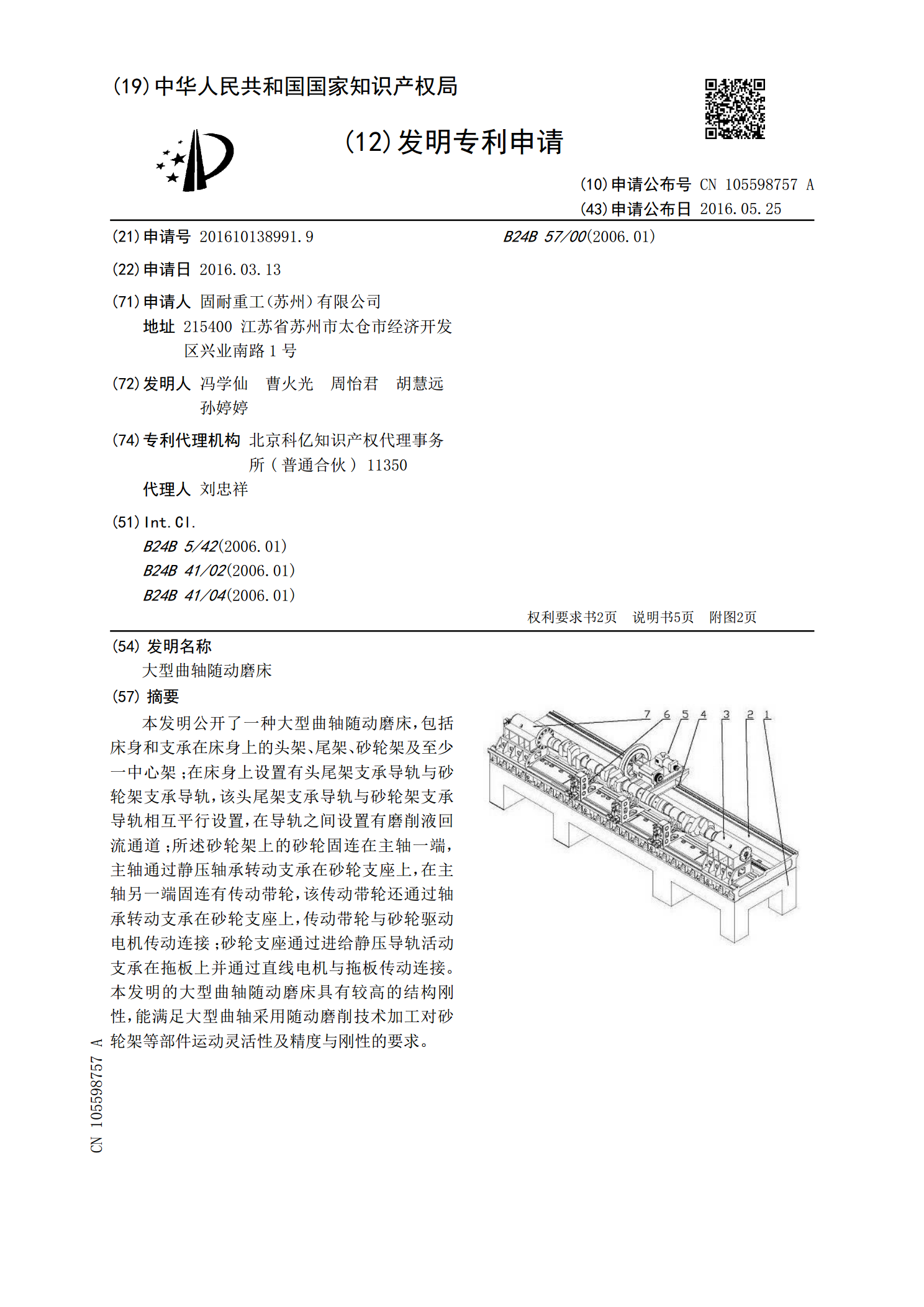
大型曲轴随动磨床.pdf
本发明公开了一种大型曲轴随动磨床,包括床身和支承在床身上的头架、尾架、砂轮架及至少一中心架;在床身上设置有头尾架支承导轨与砂轮架支承导轨,该头尾架支承导轨与砂轮架支承导轨相互平行设置,在导轨之间设置有磨削液回流通道;所述砂轮架上的砂轮固连在主轴一端,主轴通过静压轴承转动支承在砂轮支座上,在主轴另一端固连有传动带轮,该传动带轮还通过轴承转动支承在砂轮支座上,传动带轮与砂轮驱动电机传动连接;砂轮支座通过进给静压导轨活动支承在拖板上并通过直线电机与拖板传动连接。本发明的大型曲轴随动磨床具有较高的结构刚性,能满足