
一种铝合金靶材及其制备方法.pdf

丹烟****魔王


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金靶材及其制备方法.pdf
本发明提供了一种铝合金靶材及其制备方法,属于靶材制备领域。本发明提出将铝铜铸锭旋转锻打、轧制整形、热处理得到靶材胚料。将靶材胚料和铝合金背板进行V型齿槽加工,卡合后进行冷等静压处理和V型齿结合边缘凹面电子束焊接得到铝合金靶材。本发明运用冷等静压处理与电子束焊接相结合的方式保证结合率高于98%。V型齿啮合技术,增大结合面面积,大大提高结合率,同时降低人工成本,减少传统绑定能耗,提高了人员舒适性。冷等静压处理二次循环压制工艺,极大的保证了靶材结合强度以及一定程度上减少了杂质的渗入,保证了靶材完整性。本发明铝合

一种矾铝合金靶材及其制备方法.pdf
本发明提供了一种矾铝合金靶材及其制备方法,该靶材由钒粉、铝粉及粘结剂制作组成,其中钒粉与铝粉的质量配比为19:1~3:2,所述钒粉与铝粉的纯度大于99.5%。该制备方法包括以下步骤:按比例称取钒粉与铝粉,并将两者充分混匀;将混匀的钒粉和铝粉加入粘结剂进一步混匀,并处理得到干燥的矾铝粉与粘结剂的复合粉末材料;将步骤(2)的复合粉末材料进行等离子喷涂操作;取下喷涂所得的构件,并对所述构件进行处理得到成品。本发明的矾铝合金靶材均匀性好,稳定性高。本发明的制备方法采用等离子喷涂方式简单易行,无需模具设计和昂贵的压
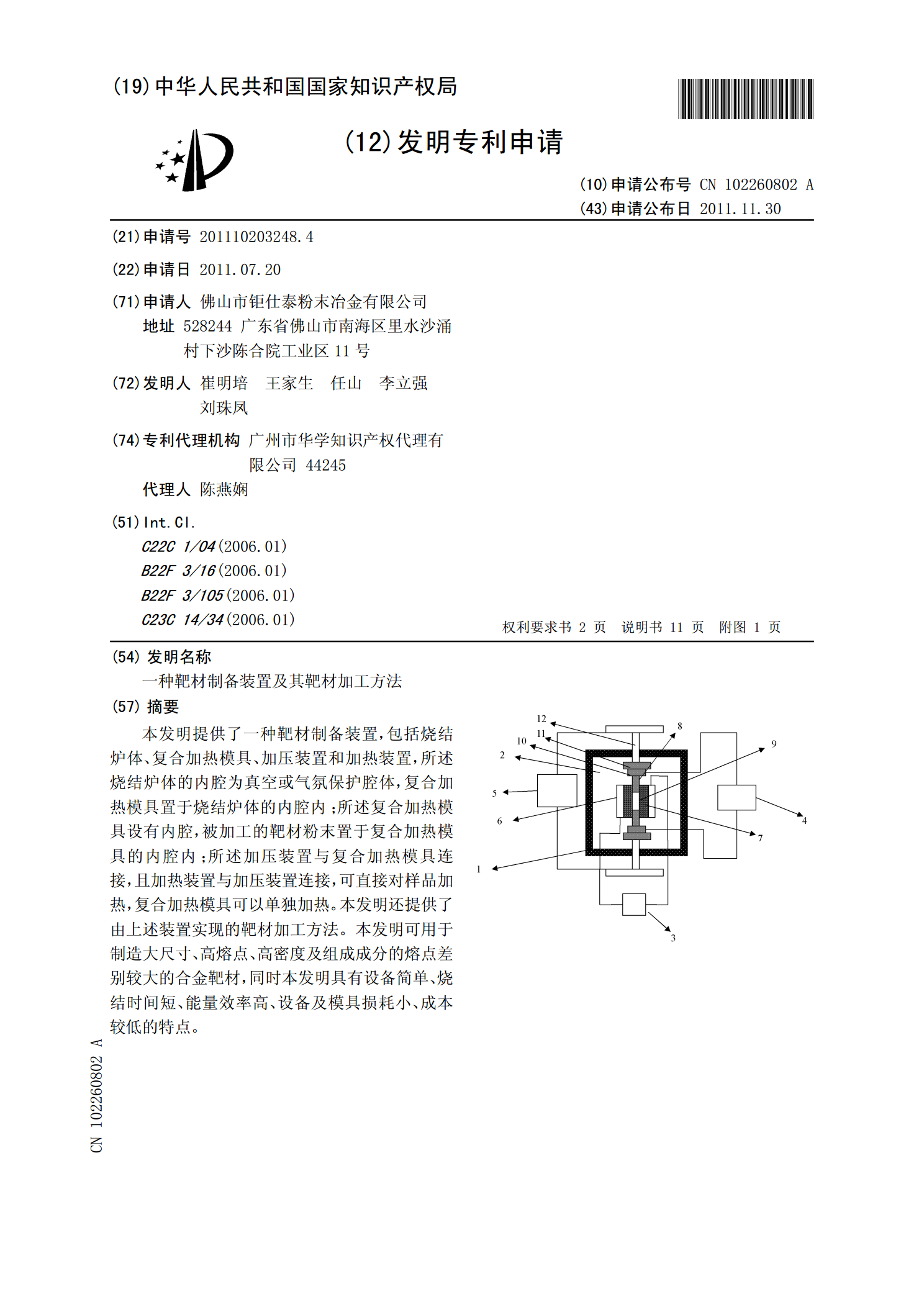
一种靶材制备装置及其靶材加工方法.pdf
本发明提供了一种靶材制备装置,包括烧结炉体、复合加热模具、加压装置和加热装置,所述烧结炉体的内腔为真空或气氛保护腔体,复合加热模具置于烧结炉体的内腔内;所述复合加热模具设有内腔,被加工的靶材粉末置于复合加热模具的内腔内;所述加压装置与复合加热模具连接,且加热装置与加压装置连接,可直接对样品加热,复合加热模具可以单独加热。本发明还提供了由上述装置实现的靶材加工方法。本发明可用于制造大尺寸、高熔点、高密度及组成成分的熔点差别较大的合金靶材,同时本发明具有设备简单、烧结时间短、能量效率高、设备及模具损耗小、成本

一种钛铝合金靶材的制备方法.pdf
本发明公开了一种钛铝合金靶材的制备方法,其技术方案是:包括主料粉末、配料粉末和微量粉末,还包括以下步骤:S1:将主料粉末、配料粉末和微量粉末混合均匀,并过滤大颗粒杂质,保留大小均等的粉末状颗粒,得到混合粉末;S2:将S1中过滤后保留下来的混合粉末倒入医用酒精内浸泡清洗;一种钛铝合金靶材的制备方法有益效果是:通过添加由硅粉和镁粉组成的配料粉末以及由铬粉组成的微量粉末,而后通过粉末冶金的方法制得钛铝合金靶材,合金自身强度得到提升,铸造性能、抗蚀性能和焊接性能均得到提升改善,最终所制得的钛铝合金靶材性能优异,各
钛铝合金靶材的制备方法.pdf
本申请涉及钛铝合金靶材的制备方法,包括以下步骤:提供钛铝合金靶材原料粉末;将钛铝合金靶材原料粉末按比例混合均匀,得到坯粉;在保护性气体氛围中,对坯粉进行粉碎处理,得到粉料;将粉料和粘结包覆剂混合后造粒,压制成型,得到型坯;将型坯在还原性气氛中脱胶,热压烧结,得到钛铝合金靶材。上述方法无需用到热等静压烧结炉这种昂贵设备,也可有效提高钛铝合金靶材的致密度和纯度,制备方法简单,生产成本低,有利于工业推广。