
一种降低异质钎焊接头残余应力的方法.pdf

戊午****jj


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种降低异质钎焊接头残余应力的方法.pdf
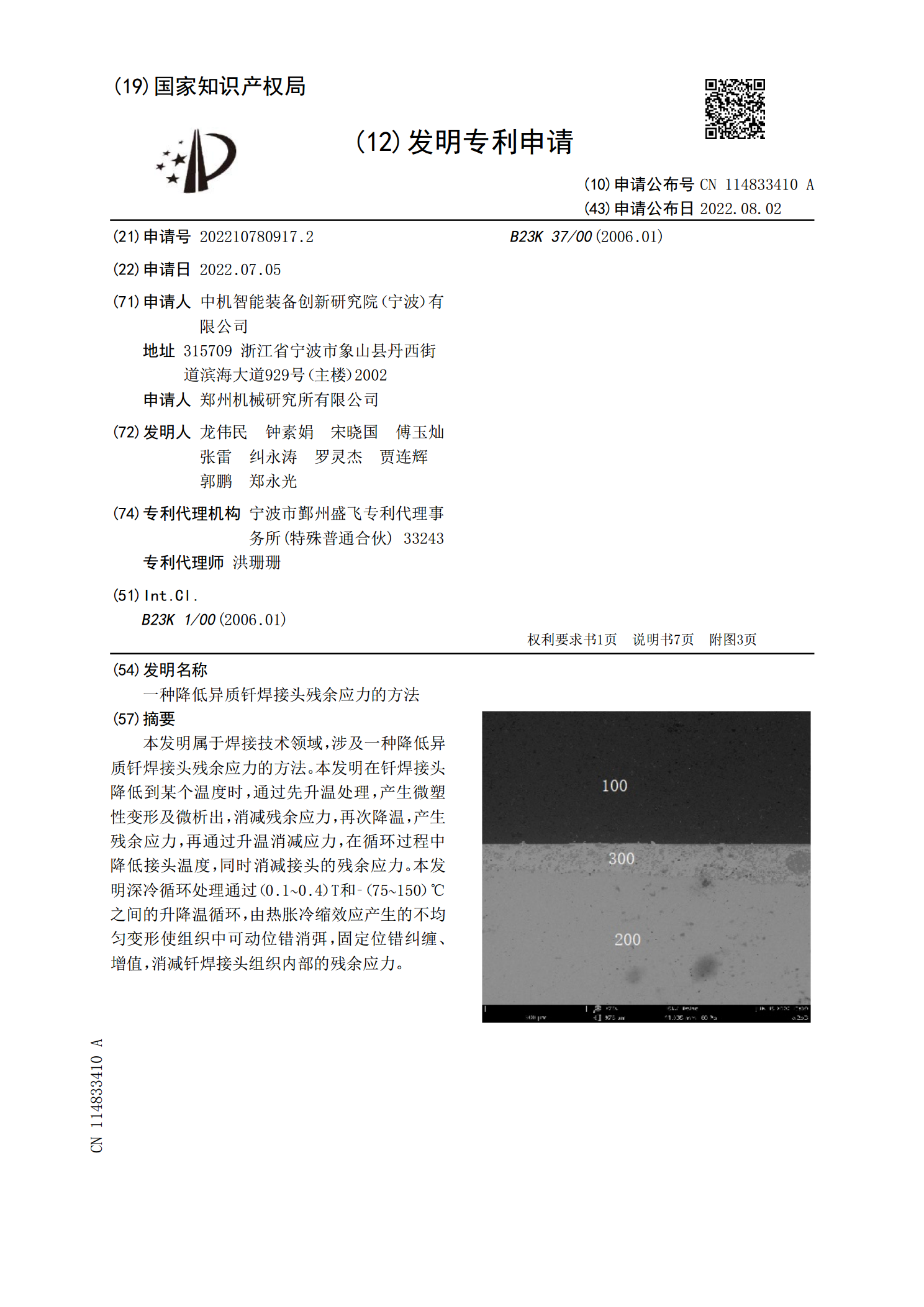
本发明属于焊接技术领域,涉及一种降低异质钎焊接头残余应力的方法。本发明在钎焊接头降低到某个温度时,通过先升温处理,产生微塑性变形及微析出,消减残余应力,再次降温,产生残余应力,再通过升温消减应力,在循环过程中降低接头温度,同时消减接头的残余应力。本发明深冷循环处理通过(0.1~0.4)T和‑(75~150)℃之间的升降温循环,由热胀冷缩效应产生的不均匀变形使组织中可动位错消弭,固定位错纠缠、增值,消减钎焊接头组织内部的残余应力。
降低陶瓷与金属接头残余应力的钎焊方法.pdf
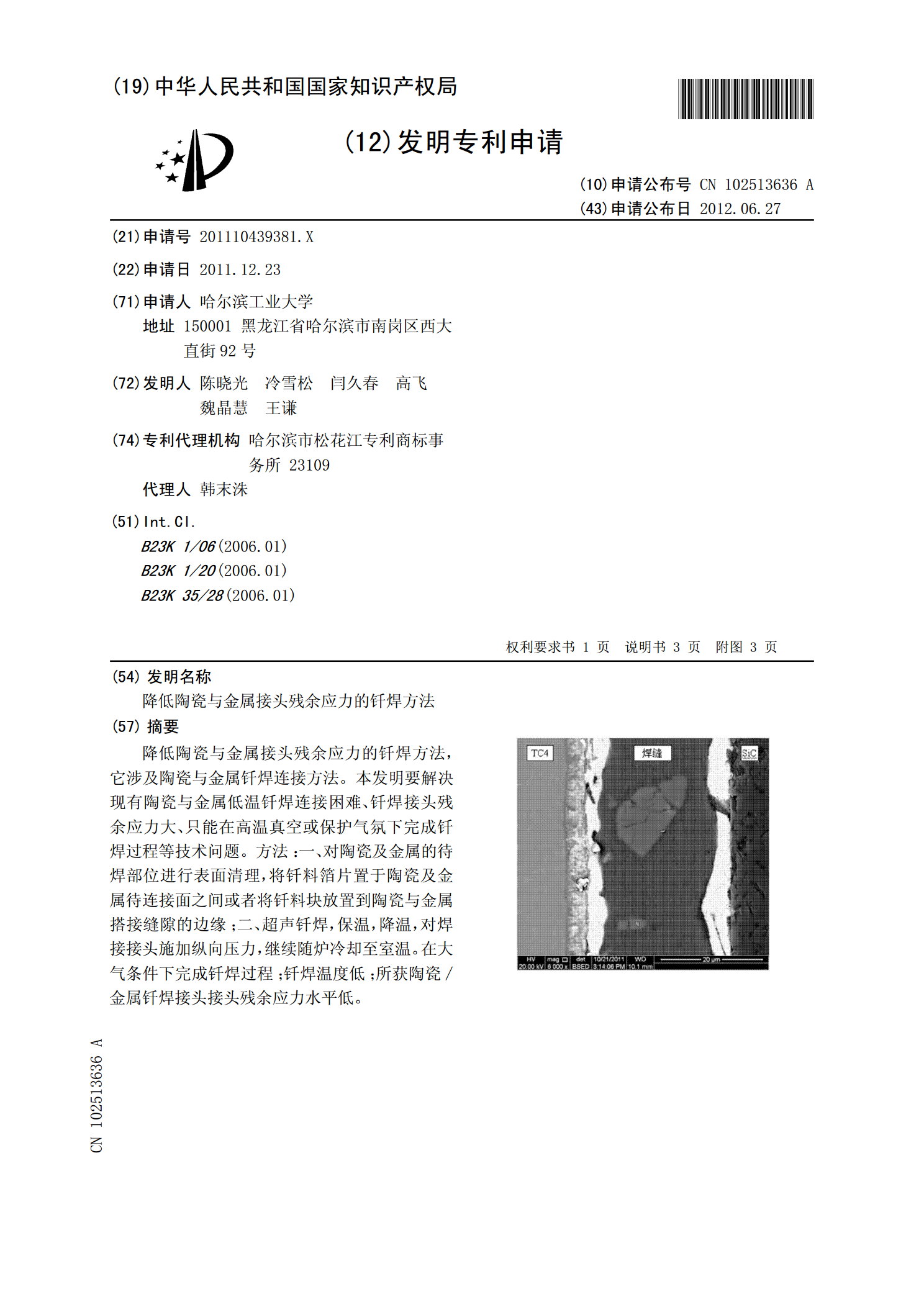
降低陶瓷与金属接头残余应力的钎焊方法,它涉及陶瓷与金属钎焊连接方法。本发明要解决现有陶瓷与金属低温钎焊连接困难、钎焊接头残余应力大、只能在高温真空或保护气氛下完成钎焊过程等技术问题。方法:一、对陶瓷及金属的待焊部位进行表面清理,将钎料箔片置于陶瓷及金属待连接面之间或者将钎料块放置到陶瓷与金属搭接缝隙的边缘;二、超声钎焊,保温,降温,对焊接接头施加纵向压力,继续随炉冷却至室温。在大气条件下完成钎焊过程;钎焊温度低;所获陶瓷/金属钎焊接头接头残余应力水平低。
一种缓解钎焊接头残余应力的方法.pdf
一种缓解钎焊接头残余应力的方法,它涉及一种缓解钎焊接头残余应力的方法。本发明是要解决现有钎焊接头残余应力的调节方法复杂以及会给焊接接头性能带来不利影响的问题,具体方法为:一、制备多孔金属中间层坯体;二、制备具有不同孔隙率的块体多孔金属材料薄片;三、装配构件;四、将装配后的构件放置于真空钎焊炉中,进行钎焊,即完成缓解钎焊接头残余应力。本发明应用于钎焊领域。
降低厚板焊接残余应力的方法.pdf
本发明公开了一种降低厚板焊接残余应力的方法,涉及焊接技术领域,它包括以下步骤:去除待焊厚板的表面氧化物;对待焊厚板的对接端加工坡口,坡口为Y型坡口,坡口角度为55°~65°,坡口的根部间隙为1毫米~3毫米,对厚板进行多层多道焊接;焊接好的厚板自然冷却后,用液氮喷射焊缝,液氮压强为0.8~1.2MPa,喷嘴至焊缝的距离为5~10cm;在厚板上施加超声波,超声波的频率为60~100KHz。本发明相比较于现有技术,能有效降低厚板焊接的残余应力,并使焊缝的成分均匀化,提高了焊缝的强度。
一种降低模锻件淬火残余应力的方法.pdf
本申请涉及一种降低模锻件淬火残余应力的方法,涉及材料加工领域,其包括如下步骤:S1:模锻件深冷处理:将模锻件放入深冷柜内进行深冷处理;S2:阶段式升温:将深冷后的模锻件置于升温箱,使用喷淋水对模锻件进行喷淋升温,多次重复喷淋;S3:回炉:将升温后的模锻件放入加热炉内回炉。本申请具有改善锻件快速热胀冷缩后表面发生脆化崩裂的缺陷的效果。