
四辊双机架可逆轧机的电气控制.doc

my****25


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

四辊双机架可逆轧机的电气控制.doc
四辊双机架可逆轧机的电气控制上海北整工程技术成套有限公司:王家骐张富生一、轧机机列简图及主要测量仪表:图1.二机架可逆机组简图1,2四辊轧机二台3,4卷取(开卷机)二台5,6测厚仪二台7,8,9测张仪三台10,11测压仪二台12,13压下采用液压AGC系统(每台轧机内外侧各一套)共四套使用电液伺服阀、油缸,用位移传感器测量油缸位移。14,15托辊,用增量型编码器测线速及位移。二、主要电控控制思想:1.为了保证传动精度,使用全数字直流传动模块,使用Ansaldo意大利模块,有较高的性价比。2.为了提高可靠性
四辊可逆轧机机架辊故障分析及改造.docx
四辊可逆轧机机架辊故障分析及改造针对3000mm中板四辊可逆轧机机架辊生产过程当中易出现的各类设备故障:轴承寿命短、传动易失效等具体问题结合现场生产条件经过多次摸索、试制对机架辊结构进行了改造优化收到了实际成效实现了三钢中板轧机机架辊的使用期限由4~6个月延长至10~12个月。轧机机架辊简介三钢中板四辊轧机机架辊位于轧辊两侧是将板坯顺利送入轧机辊缝并接受轧出的轧件的设备通过斜垫、导板、楔块卡紧在牌坊予设的凸台及卡槽内。每个辊子的传动端辊颈内嵌入鼓形齿内齿套与带鼓形齿的传动轴、电机相接而传动。机架辊故障分析
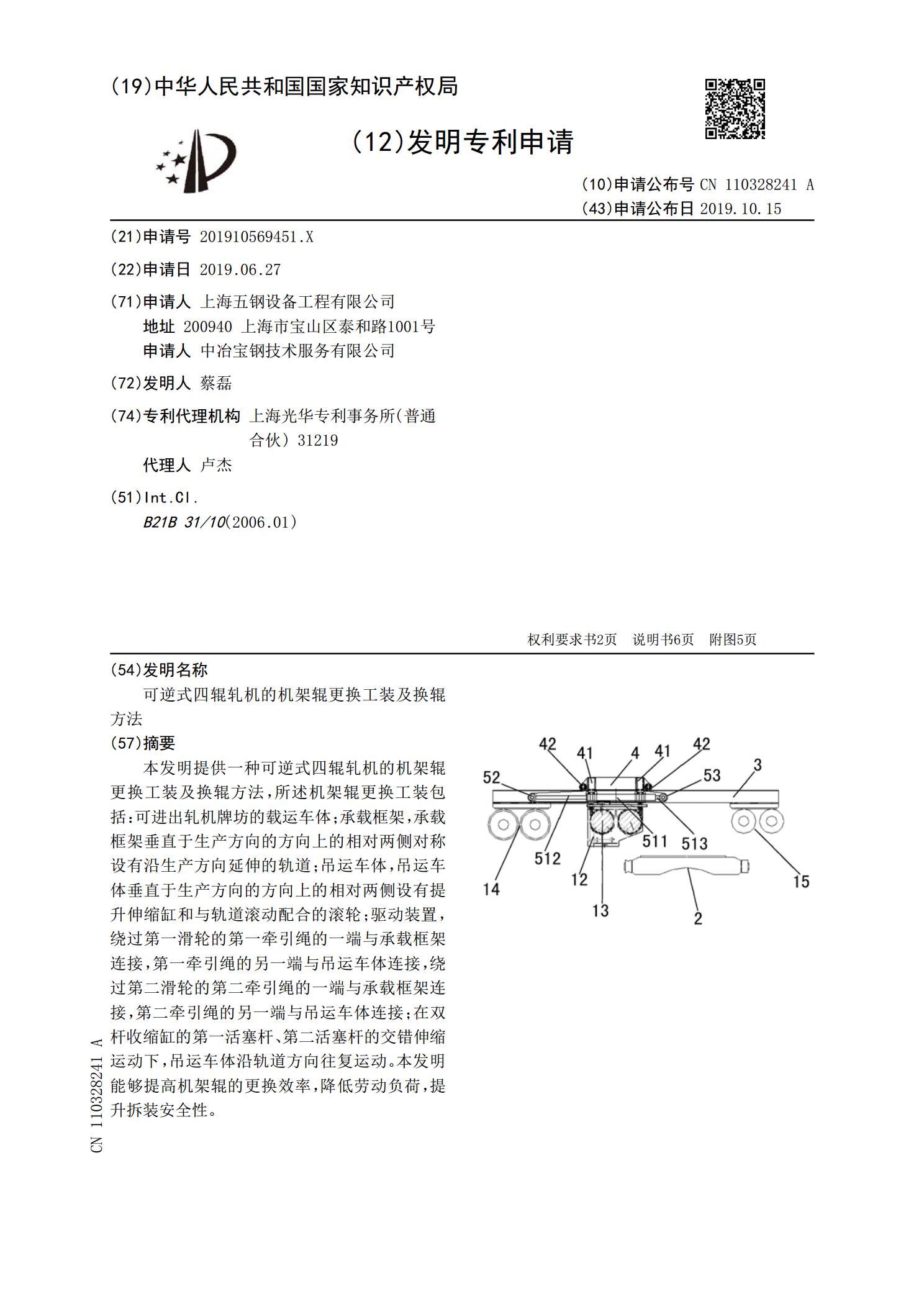
可逆式四辊轧机的机架辊更换工装及换辊方法.pdf
本发明提供一种可逆式四辊轧机的机架辊更换工装及换辊方法,所述机架辊更换工装包括:可进出轧机牌坊的载运车体;承载框架,承载框架垂直于生产方向的方向上的相对两侧对称设有沿生产方向延伸的轨道;吊运车体,吊运车体垂直于生产方向的方向上的相对两侧设有提升伸缩缸和与轨道滚动配合的滚轮;驱动装置,绕过第一滑轮的第一牵引绳的一端与承载框架连接,第一牵引绳的另一端与吊运车体连接,绕过第二滑轮的第二牵引绳的一端与承载框架连接,第二牵引绳的另一端与吊运车体连接;在双杆收缩缸的第一活塞杆、第二活塞杆的交错伸缩运动下,吊运车体沿轨
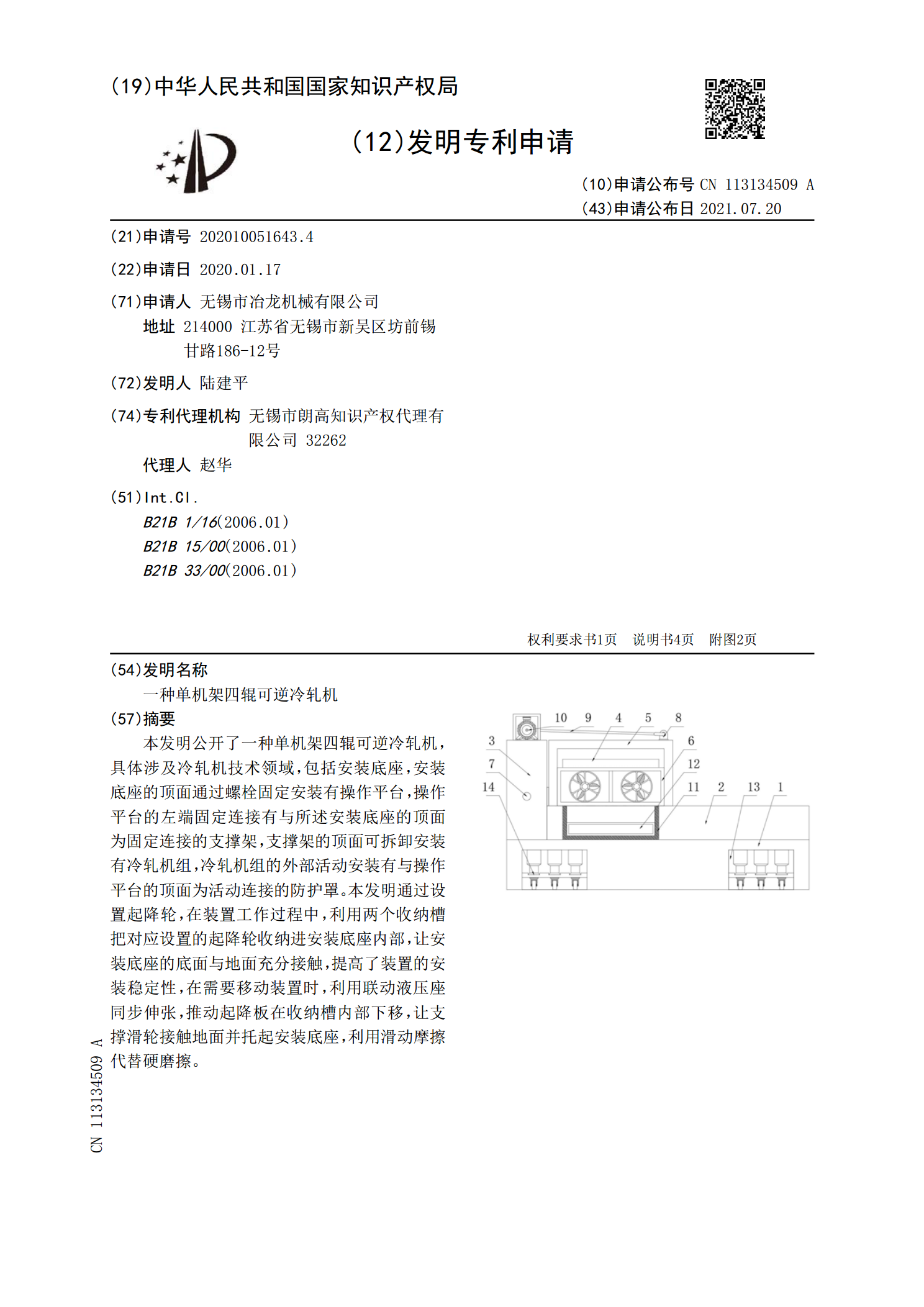
一种单机架四辊可逆冷轧机.pdf
本发明公开了一种单机架四辊可逆冷轧机,具体涉及冷轧机技术领域,包括安装底座,安装底座的顶面通过螺栓固定安装有操作平台,操作平台的左端固定连接有与所述安装底座的顶面为固定连接的支撑架,支撑架的顶面可拆卸安装有冷轧机组,冷轧机组的外部活动安装有与操作平台的顶面为活动连接的防护罩。本发明通过设置起降轮,在装置工作过程中,利用两个收纳槽把对应设置的起降轮收纳进安装底座内部,让安装底座的底面与地面充分接触,提高了装置的安装稳定性,在需要移动装置时,利用联动液压座同步伸张,推动起降板在收纳槽内部下移,让支撑滑轮接触地

单机架可逆十二辊冷轧机组.ppt
高精度单机架可逆十二辊冷轧机组设备主要参数十二辊主机结构图高强度机架与辊箱快速更换工作辊十二辊液压系统配套其它冶金、钢铁液压系统案例(部分)谢谢观看