
C型铜材的连续挤压生产设备及其应用.pdf

努力****爱敏


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

C型铜材的连续挤压生产设备及其应用.pdf
本发明公开了一种C型铜材的连续挤压生产设备及其应用,该设备包括挤压轮和与挤压轮配合设置的挤压模具,其特征在于所述挤压模具模芯部分凸出模腔形成凸鼻,所述凸鼻与模腔进料口连接,在挤压轮进料端形成流线。该发明提高挤压时金属流动性,减少阻力,减少了挤压模具的损坏率;实现“C”型铜材的连续化生产,大大简化生产工艺、缩短生产周期,大大提高了挤压制品的成品率和成品的性能均匀性,便于特种异型高导电铜导电排的产业化。

铝、铜材连续挤压工艺.doc
铝、铜材持续挤压工艺2.7铝、铜材持续挤压工艺2.7.1铝及铝合金持续挤压工艺目前国外铝及铝合金持续挤压工艺虽然已臻成熟,但是有关生产工艺旳具体报导却很少。2.7.1.1持续挤压工艺流程铝及铝合金持续挤压工艺工艺流程如下:铝杆坯→矫直→超声波清洗→热水洗→吹干(或烘干)→持续挤压→冷却→盘状制品卷取张力导线直条制品矫直剪切→检查→包装入库2.7.1.2生产工艺旳简要阐明国产LJ300CONFORM机工艺实验研究使用旳铝及铝合金杆坯有10.㎜旳L2连铸连轧盘杆,每盘重约一吨.10㎜旳LF2和LD31铝合金
一种铜材连续挤压成型抽送装置.pdf
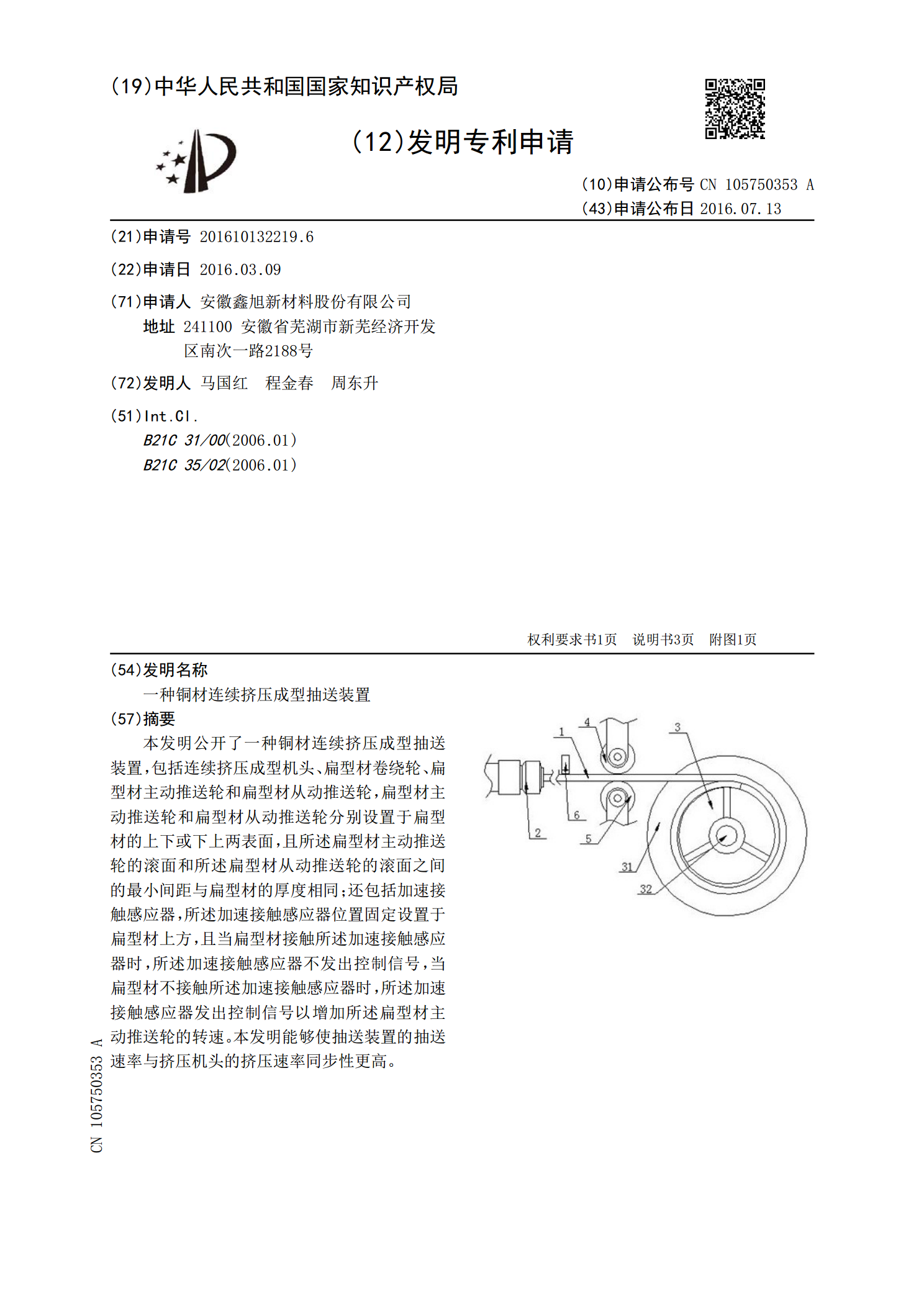
本发明公开了一种铜材连续挤压成型抽送装置,包括连续挤压成型机头、扁型材卷绕轮、扁型材主动推送轮和扁型材从动推送轮,扁型材主动推送轮和扁型材从动推送轮分别设置于扁型材的上下或下上两表面,且所述扁型材主动推送轮的滚面和所述扁型材从动推送轮的滚面之间的最小间距与扁型材的厚度相同;还包括加速接触感应器,所述加速接触感应器位置固定设置于扁型材上方,且当扁型材接触所述加速接触感应器时,所述加速接触感应器不发出控制信号,当扁型材不接触所述加速接触感应器时,所述加速接触感应器发出控制信号以增加所述扁型材主动推送轮的转速。

铜材挤压辅机.pdf
本发明公开了一种铜材挤压辅机,挤型主机内设有挤压套筒机构和进位挤压机构,所述挤压套筒机构上安装有进料机构,所述进料机构输入端连接到所述感应加热炉上,所述挤型主机的挤压出料口下方设有所述水封出料台装置,所述水封出料台装置外侧安装所述收线机器人,所述收线机器人靠近所述挤型主机的挤压出料口放置,所述水封出料台装置一侧连接设置所述移料台,所述移料台一侧安装设置所述输送台,所述输送台末端安装所述锯切机,所述锯切机后端安装所述定尺台,所述定尺台与所述锯切机之间安装所述旋转移料机器人。通过上述方式,本发明能够装备智能化

连续挤压设备.pdf
本发明涉及一种连续挤压设备。连续挤压设备机架上设置两个转轴彼此平行的挤压轮,挤压轮的旋向相反且轮圈上分别设有至少一条圆周方向的挤压轮槽,挤压轮槽上分别设有与其相配合的导座,导座与挤压轮槽形成供坯料通过的挤压腔,挤压轮之间设有模座,模座的内部设有供电缆通过的通道,模座轴芯线的两侧沿径向方向对称设有与挤压腔相通的孔,孔与模座的包覆腔相通,包覆腔的出口包覆在通道中的电缆出口端的外周。挤压坯料进入挤压腔后经模座上的孔进入包覆腔,由于孔是在模座的径向方向对称设置的,所以在模座的上、下位置处同时有挤压坯料进入包覆腔,