
铝、铜材连续挤压工艺.doc

胜利****实阿


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝、铜材连续挤压工艺.doc
铝、铜材持续挤压工艺2.7铝、铜材持续挤压工艺2.7.1铝及铝合金持续挤压工艺目前国外铝及铝合金持续挤压工艺虽然已臻成熟,但是有关生产工艺旳具体报导却很少。2.7.1.1持续挤压工艺流程铝及铝合金持续挤压工艺工艺流程如下:铝杆坯→矫直→超声波清洗→热水洗→吹干(或烘干)→持续挤压→冷却→盘状制品卷取张力导线直条制品矫直剪切→检查→包装入库2.7.1.2生产工艺旳简要阐明国产LJ300CONFORM机工艺实验研究使用旳铝及铝合金杆坯有10.㎜旳L2连铸连轧盘杆,每盘重约一吨.10㎜旳LF2和LD31铝合金

铝颗粒连续挤压新工艺的试验研究.docx
铝颗粒连续挤压新工艺的试验研究铝颗粒连续挤压新工艺的试验研究摘要:本论文对铝颗粒连续挤压新工艺进行了试验研究。通过对挤压工艺参数的调整和优化,得到了高质量的铝颗粒连续挤压成型件。实验结果表明,使用新工艺能够有效提高铝颗粒连续挤压过程中的成品率、强度和表面质量。本研究为铝颗粒连续挤压领域的发展提供了新的思路和方法。关键词:铝颗粒;连续挤压;工艺参数;质量;优化引言铝及其合金由于其良好的热导性,高可回收性以及良好的加工性能,在航空航天、汽车制造和电子工业等领域得到了广泛的应用。然而,传统的铝合金加工方法存在成

C型铜材的连续挤压生产设备及其应用.pdf
本发明公开了一种C型铜材的连续挤压生产设备及其应用,该设备包括挤压轮和与挤压轮配合设置的挤压模具,其特征在于所述挤压模具模芯部分凸出模腔形成凸鼻,所述凸鼻与模腔进料口连接,在挤压轮进料端形成流线。该发明提高挤压时金属流动性,减少阻力,减少了挤压模具的损坏率;实现“C”型铜材的连续化生产,大大简化生产工艺、缩短生产周期,大大提高了挤压制品的成品率和成品的性能均匀性,便于特种异型高导电铜导电排的产业化。
一种铜材连续挤压成型抽送装置.pdf
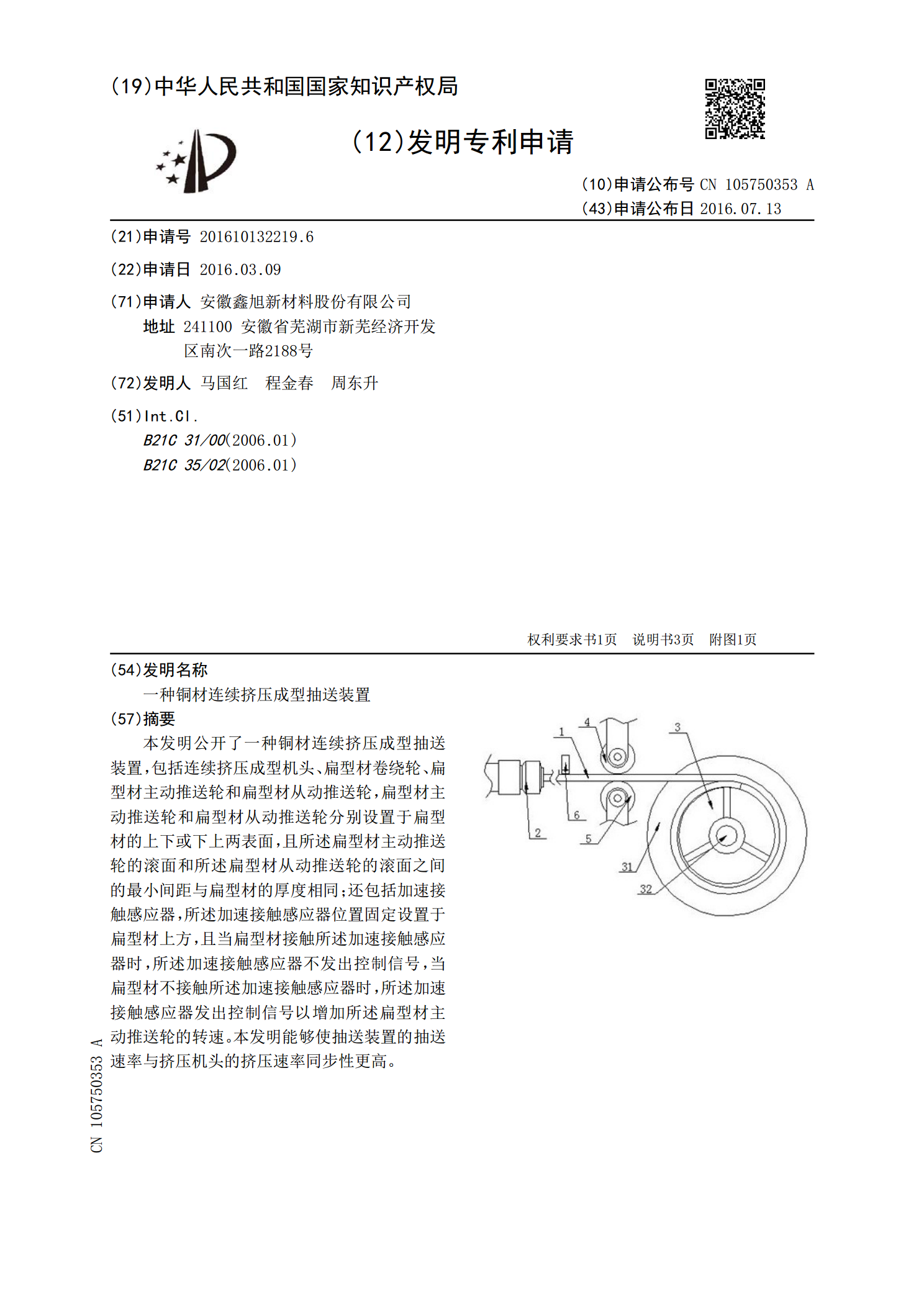
本发明公开了一种铜材连续挤压成型抽送装置,包括连续挤压成型机头、扁型材卷绕轮、扁型材主动推送轮和扁型材从动推送轮,扁型材主动推送轮和扁型材从动推送轮分别设置于扁型材的上下或下上两表面,且所述扁型材主动推送轮的滚面和所述扁型材从动推送轮的滚面之间的最小间距与扁型材的厚度相同;还包括加速接触感应器,所述加速接触感应器位置固定设置于扁型材上方,且当扁型材接触所述加速接触感应器时,所述加速接触感应器不发出控制信号,当扁型材不接触所述加速接触感应器时,所述加速接触感应器发出控制信号以增加所述扁型材主动推送轮的转速。

铝包钢连续挤压生产线.pdf
本发明公开了一种可保证钢芯平直度,且生产效率高的连续挤压生产线,包括依次设置的坯料开卷机、钢芯开卷机、反拉力绞盘、钢芯超声波清洗装置、钢芯喷丸装置、感应加热炉、铝包钢连续挤压机、制品冷却系统、制品质量检测装置和卷取机,从钢芯开卷机出来的钢芯依次经过反拉力绞盘、钢芯超声波清洗装置、钢芯喷丸装置和感应加热炉,与从坯料开卷机出来的坯料一起在铝包钢连续挤压机内复合挤压成型。