
轻质铝合金轮辋的锻旋制造方法.pdf

光誉****君哥


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轻质铝合金轮辋的锻旋制造方法.pdf
一种轻质铝合金轮辋的锻旋制造方法,加工步骤:1)下料;2)加热;3)环锻;4)制作旋压毛坯;5)热旋压;6)调头热旋压;7)热处理;8)精加工制成轮辋产品,其各项性能指标均达到国家标准。此方法只需一副旋压上、下模就可加工,并模具结构简单、易制作,制作成本低;采用高温、高速旋压热加工,使轮辋的金相组织均匀、晶粒细化,重量轻、厚度薄,提高了轮毂的机械性能,精度高、质量好,与冷旋压加工轮毂相比不会碎裂和产生针孔,使用寿命长;此方法加工用的毛坯为环形,材料利用率高,浪费少又减少了加工量。同时为汽车配件
汽车铝合金轮毂锻旋方法.pdf
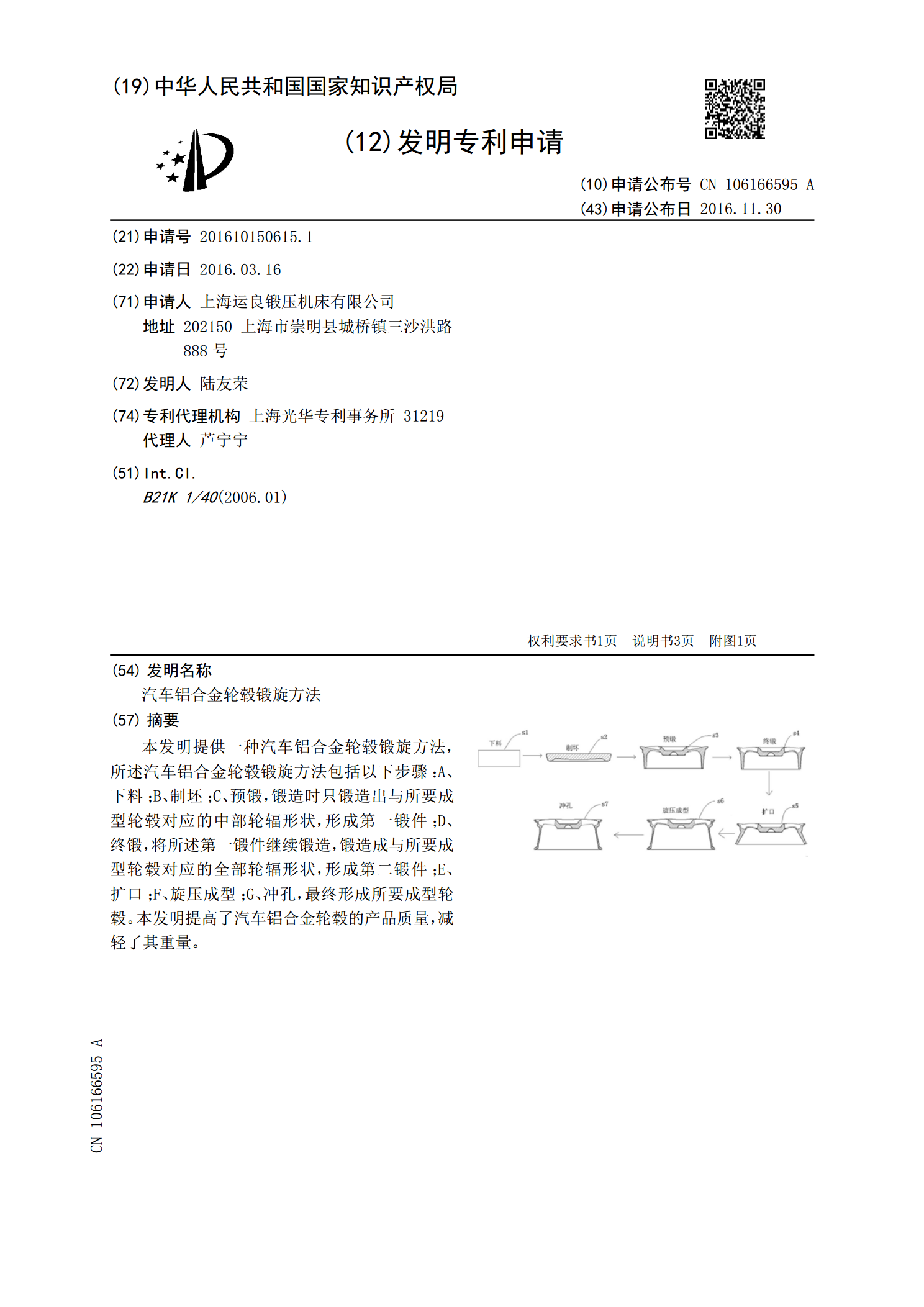
本发明提供一种汽车铝合金轮毂锻旋方法,所述汽车铝合金轮毂锻旋方法包括以下步骤:A、下料;B、制坯;C、预锻,锻造时只锻造出与所要成型轮毂对应的中部轮辐形状,形成第一锻件;D、终锻,将所述第一锻件继续锻造,锻造成与所要成型轮毂对应的全部轮辐形状,形成第二锻件;E、扩口;F、旋压成型;G、冲孔,最终形成所要成型轮毂。本发明提高了汽车铝合金轮毂的产品质量,减轻了其重量。
一种基于智能制造的锻旋铝合金轮毂制造系统及工艺.pdf
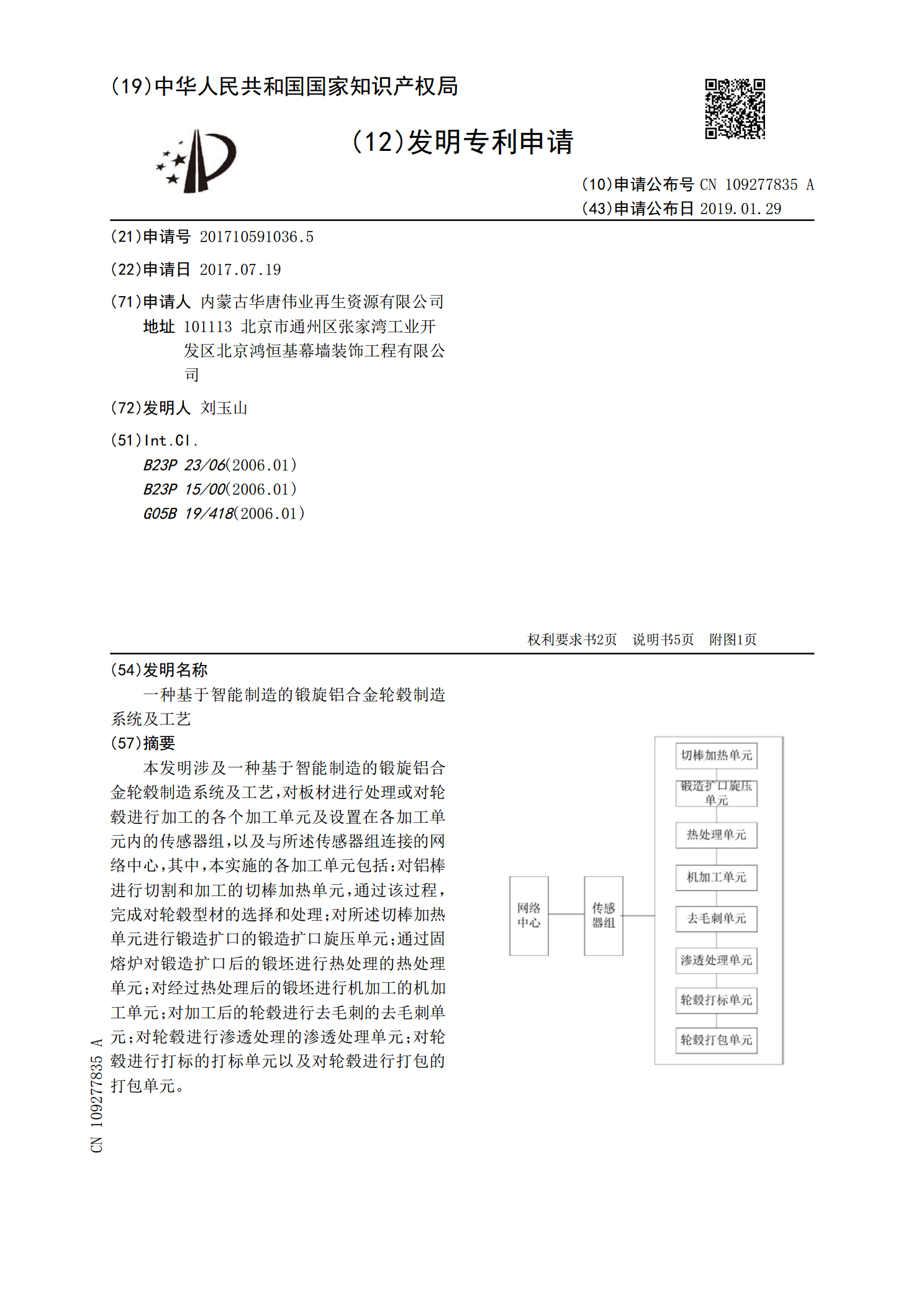
本发明涉及一种基于智能制造的锻旋铝合金轮毂制造系统及工艺,对板材进行处理或对轮毂进行加工的各个加工单元及设置在各加工单元内的传感器组,以及与所述传感器组连接的网络中心,其中,本实施的各加工单元包括:对铝棒进行切割和加工的切棒加热单元,通过该过程,完成对轮毂型材的选择和处理;对所述切棒加热单元进行锻造扩口的锻造扩口旋压单元;通过固熔炉对锻造扩口后的锻坯进行热处理的热处理单元;对经过热处理后的锻坯进行机加工的机加工单元;对加工后的轮毂进行去毛刺的去毛刺单元;对轮毂进行渗透处理的渗透处理单元;对轮毂进行打标的打
锻旋轮毂专用锻造铝合金的制备方法.pdf
一种锻旋轮毂专用锻造铝合金的制备方法,其组合物及其重量百分比为:Si0.705~0.795%,Mg0.905~1.005%,Fe0.2163%,Mn0.0705%,剩余为Al。制备方法:先将Al、Si、Mg、Fe、Mn称重后置入熔炼炉内熔炼,当温度达到750℃±5℃时,使用冶金除渣装置除渣,制成铝合金液;再将铝合金液导入静置炉内,加入2号熔剂粉再进行精炼,然后将铝合金液在静置炉内静置30min,静置炉温度为735℃~745℃之间;将上述铝合金液通过热顶式铸造机进行成型铸造,合金液温度保持在740±

锻旋轮毂专用锻造铝合金的制备方法.pdf
一种锻旋轮毂专用锻造铝合金的制备方法,其组合物及其重量百分比为:Si?0.705~0.795%,Mg?0.905~1.005%,Fe?0.2163%,Mn?0.0705%,剩余为Al。制备方法:先将Al、Si、Mg、Fe、Mn称重后置入熔炼炉内熔炼,当温度达到750℃±5℃时,使用冶金除渣装置除渣,制成铝合金液;再将铝合金液导入静置炉内,加入2号熔剂粉再进行精炼,然后将铝合金液在静置炉内静置30min,静置炉温度为735℃~745℃之间;将上述铝合金液通过热顶式铸造机进行成型铸造,合金液温度保持在740±