
数字轮注塑成型方法及其模具.pdf

努力****骞北


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数字轮注塑成型方法及其模具.pdf
本发明公开了一种数字轮注塑成型方法及其模具。该方法包括字体前模与后模合模注塑、字体前模与后模开模、双色注塑机的旋转盘旋转、后模旋转到第二次成型位置、后模与轮体前模合模注塑、轮体前模与后模开模、制品顶出、后模旋转到第一次成型位置等步骤。所述的数字轮模具,包括前模和后模,所述的前模为字芯体前模,所述的后模为字芯体后模,采用本发明的数字轮模具,数字显示计量仪表上的塑料数字不再是通过旋转印刷工艺印在产品的表面,而是直接通过数字轮模具生产出来的模型产品,不仅减少了生产数字显示计量仪表的生产工艺,节约了
一种齿轮注塑成型模具及其方法.pdf
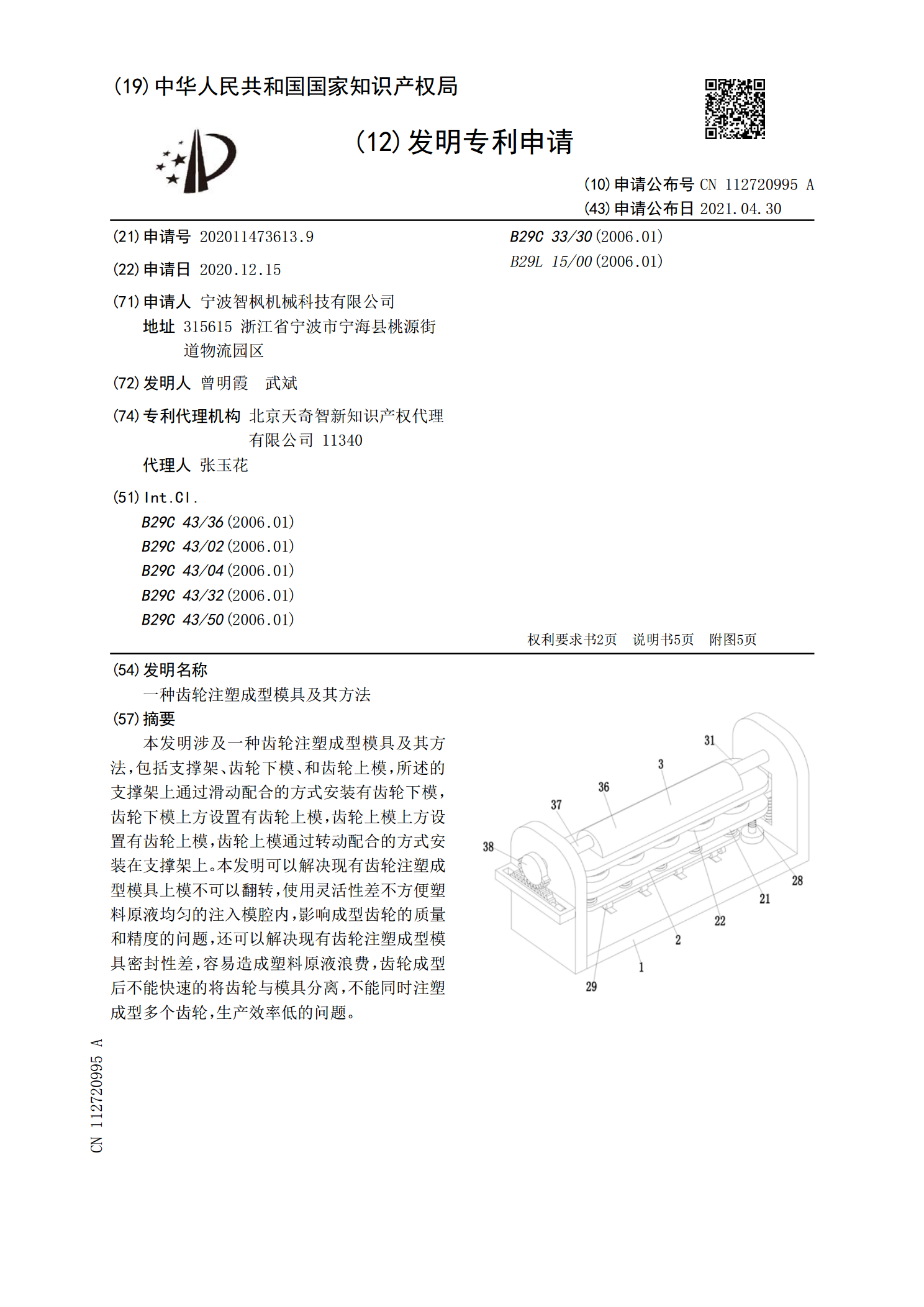
本发明涉及一种齿轮注塑成型模具及其方法,包括支撑架、齿轮下模、和齿轮上模,所述的支撑架上通过滑动配合的方式安装有齿轮下模,齿轮下模上方设置有齿轮上模,齿轮上模上方设置有齿轮上模,齿轮上模通过转动配合的方式安装在支撑架上。本发明可以解决现有齿轮注塑成型模具上模不可以翻转,使用灵活性差不方便塑料原液均匀的注入模腔内,影响成型齿轮的质量和精度的问题,还可以解决现有齿轮注塑成型模具密封性差,容易造成塑料原液浪费,齿轮成型后不能快速的将齿轮与模具分离,不能同时注塑成型多个齿轮,生产效率低的问题。

一种多工位注塑成型产品生产方法及其注塑模具.pdf
本发明为一种多工位注塑成型产品生产方法及其注塑模具,包括模架、位于模架上的动模板和穿设于动模板的可升降模仁,其特征在于:所述可升降模仁的周部设置有多工位旋转注塑成型型芯,所述动模板设置有型腔,所述可升降模仁中部空套有齿轮,所述齿轮与横向设置在齿轮下方的齿条板配合运作,所述齿条板由往复运动的液压缸驱动,所述齿条板的上侧设置有限位块,所述可升降模仁上部设置有传动键,所述齿轮内周部对应设置有与传动键配合工作的槽道。该技术只需传统注塑机与简易的模具结构就可完成模内旋转,克服现有技术对机台的高要求,降低成本,增加生

注塑模具成型缺陷及解决方法.docx
注塑模具成型缺陷及解决方法注塑模具成型缺陷及解决方法第一节缺料一,含义:熔料进入模腔后没有充填完全,导致塑料件缺料.二,产生原因及排除方法:①,设备选型不当:在选设备时,机台的熔胶量必须大于制品的熔胶量,注塑制件重量只能占机台总熔胶量的85%.②,供料不足:加料口是否有"架桥"现象,可适当增加螺杆注射行程,增加供料量.③,原料流动性差:改善模具浇注系统的滞流缺陷,合理设置浇胶位置,扩大浇口,流道和注料口尺寸以及采用较大的喷嘴,适当提高原料温度.④,浇注系统设计不合理:设计浇注系统时,要注意浇口平衡,各型腔

注塑模具成型缺陷及解决方法.docx
注塑模具成型缺陷及解决方法注塑模具成型缺陷及解决方法第一节缺料一,含义:熔料进入模腔后没有充填完全,导致塑料件缺料.二,产生原因及排除方法:①,设备选型不当:在选设备时,机台的熔胶量必须大于制品的熔胶量,注塑制件重量只能占机台总熔胶量的85%.②,供料不足:加料口是否有"架桥"现象,可适当增加螺杆注射行程,增加供料量.③,原料流动性差:改善模具浇注系统的滞流缺陷,合理设置浇胶位置,扩大浇口,流道和注料口尺寸以及采用较大的喷嘴,适当提高原料温度.④,浇注系统设计不合理:设计浇注系统时,要注意浇口平衡,各型腔