
一种多工位注塑成型产品生产方法及其注塑模具.pdf

建英****66


1/8
2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多工位注塑成型产品生产方法及其注塑模具.pdf
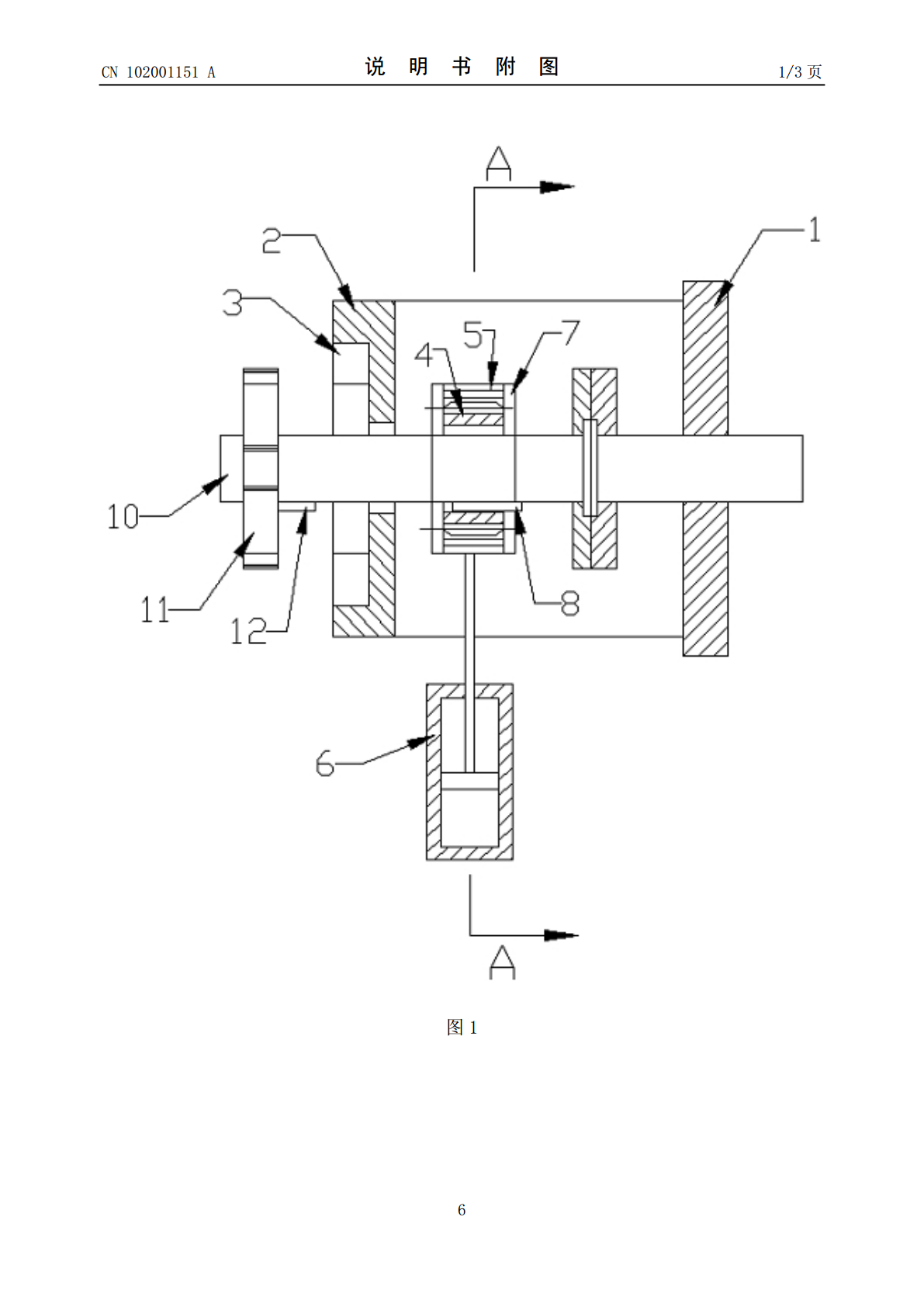
本发明为一种多工位注塑成型产品生产方法及其注塑模具,包括模架、位于模架上的动模板和穿设于动模板的可升降模仁,其特征在于:所述可升降模仁的周部设置有多工位旋转注塑成型型芯,所述动模板设置有型腔,所述可升降模仁中部空套有齿轮,所述齿轮与横向设置在齿轮下方的齿条板配合运作,所述齿条板由往复运动的液压缸驱动,所述齿条板的上侧设置有限位块,所述可升降模仁上部设置有传动键,所述齿轮内周部对应设置有与传动键配合工作的槽道。该技术只需传统注塑机与简易的模具结构就可完成模内旋转,克服现有技术对机台的高要求,降低成本,增加生
一种注塑模具及其注塑方法.pdf
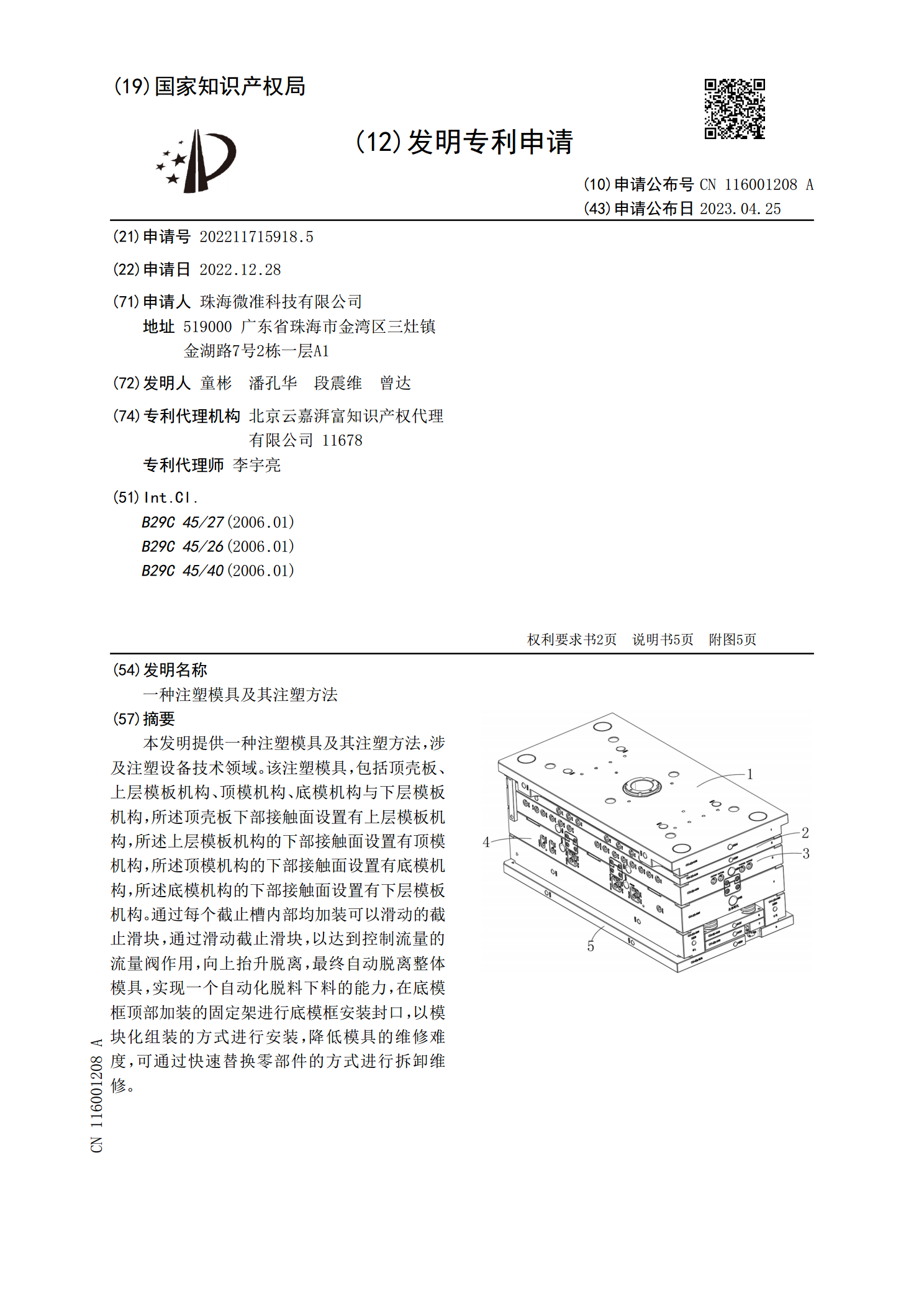
本发明提供一种注塑模具及其注塑方法,涉及注塑设备技术领域。该注塑模具,包括顶壳板、上层模板机构、顶模机构、底模机构与下层模板机构,所述顶壳板下部接触面设置有上层模板机构,所述上层模板机构的下部接触面设置有顶模机构,所述顶模机构的下部接触面设置有底模机构,所述底模机构的下部接触面设置有下层模板机构。通过每个截止槽内部均加装可以滑动的截止滑块,通过滑动截止滑块,以达到控制流量的流量阀作用,向上抬升脱离,最终自动脱离整体模具,实现一个自动化脱料下料的能力,在底模框顶部加装的固定架进行底模框安装封口,以模块化组装

一种注塑成型的发热组件、注塑模具和注塑方法.pdf
本发明属于新型烟具加热元件技术领域,特别涉及一种注塑成型的发热组件、用于发热组件的注塑模具和注塑方法。所述发热组件包括:发热体(1)、底座(2);其中:所述发热体(1)包含发热线路和包覆在所述发热线路周围的发热体外壳,所述发热线路(11)和所述发热体外壳两者接触处没有间隙;所述发热体(1)下部被所述底座(2)环绕式固持,所述发热体(1)和底座(2)两者接触处没有间隙。本发明还公开了用于发热组件的注塑模具和注塑方法。本发明首次设计了底座与发热体注塑成型,且发热线路和发热体外壳注塑成型的发热元件,可实现发热体

数字轮注塑成型方法及其模具.pdf
本发明公开了一种数字轮注塑成型方法及其模具。该方法包括字体前模与后模合模注塑、字体前模与后模开模、双色注塑机的旋转盘旋转、后模旋转到第二次成型位置、后模与轮体前模合模注塑、轮体前模与后模开模、制品顶出、后模旋转到第一次成型位置等步骤。所述的数字轮模具,包括前模和后模,所述的前模为字芯体前模,所述的后模为字芯体后模,采用本发明的数字轮模具,数字显示计量仪表上的塑料数字不再是通过旋转印刷工艺印在产品的表面,而是直接通过数字轮模具生产出来的模型产品,不仅减少了生产数字显示计量仪表的生产工艺,节约了
一种可精准定位的用于多工位注塑成型模具.pdf
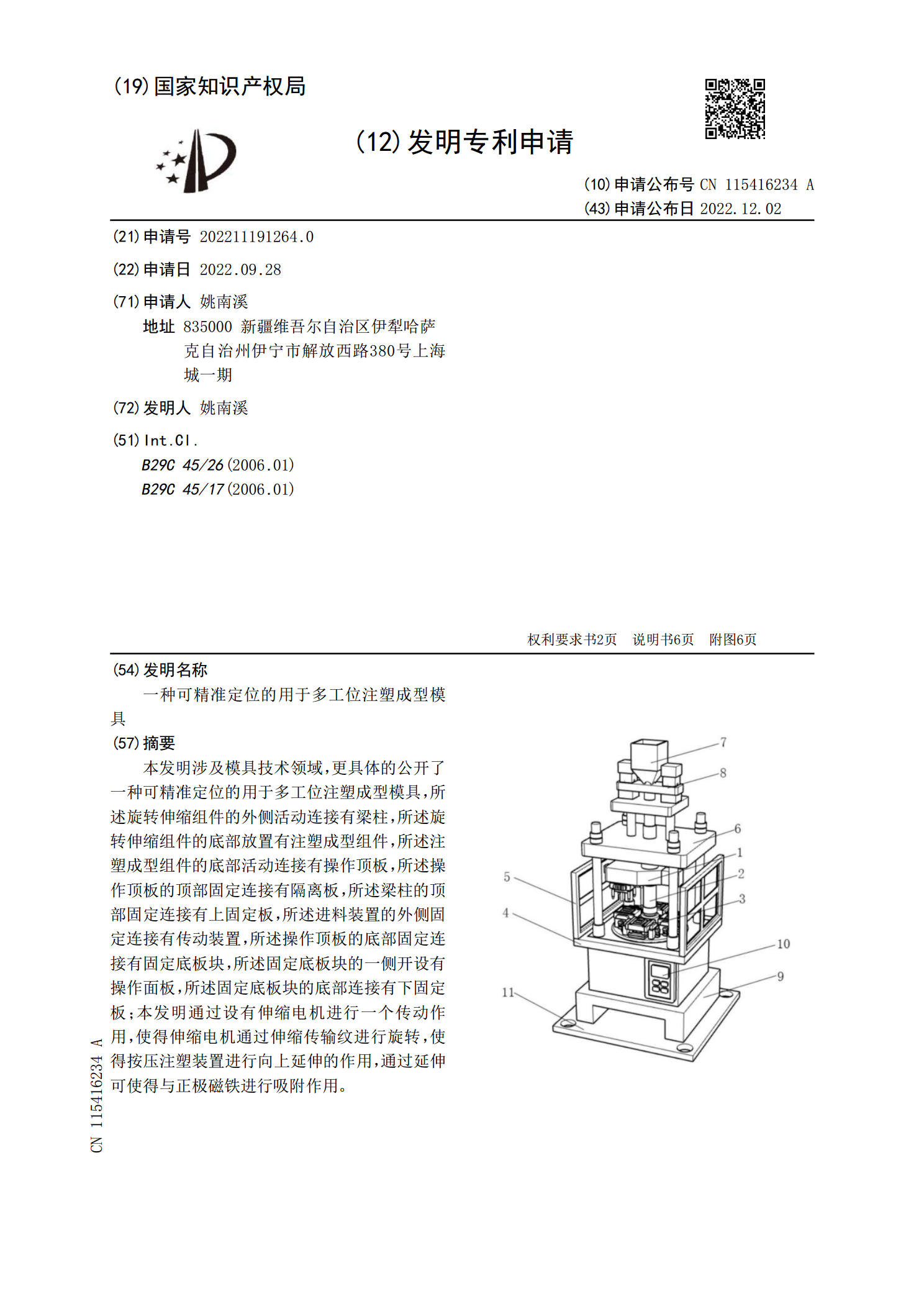
本发明涉及模具技术领域,更具体的公开了一种可精准定位的用于多工位注塑成型模具,所述旋转伸缩组件的外侧活动连接有梁柱,所述旋转伸缩组件的底部放置有注塑成型组件,所述注塑成型组件的底部活动连接有操作顶板,所述操作顶板的顶部固定连接有隔离板,所述梁柱的顶部固定连接有上固定板,所述进料装置的外侧固定连接有传动装置,所述操作顶板的底部固定连接有固定底板块,所述固定底板块的一侧开设有操作面板,所述固定底板块的底部连接有下固定板;本发明通过设有伸缩电机进行一个传动作用,使得伸缩电机通过伸缩传输纹进行旋转,使得按压注塑装