
螺旋锥齿轮切齿机床与切齿方法.pdf

绮兰****文章

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共74页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

螺旋锥齿轮切齿机床与切齿方法.pdf
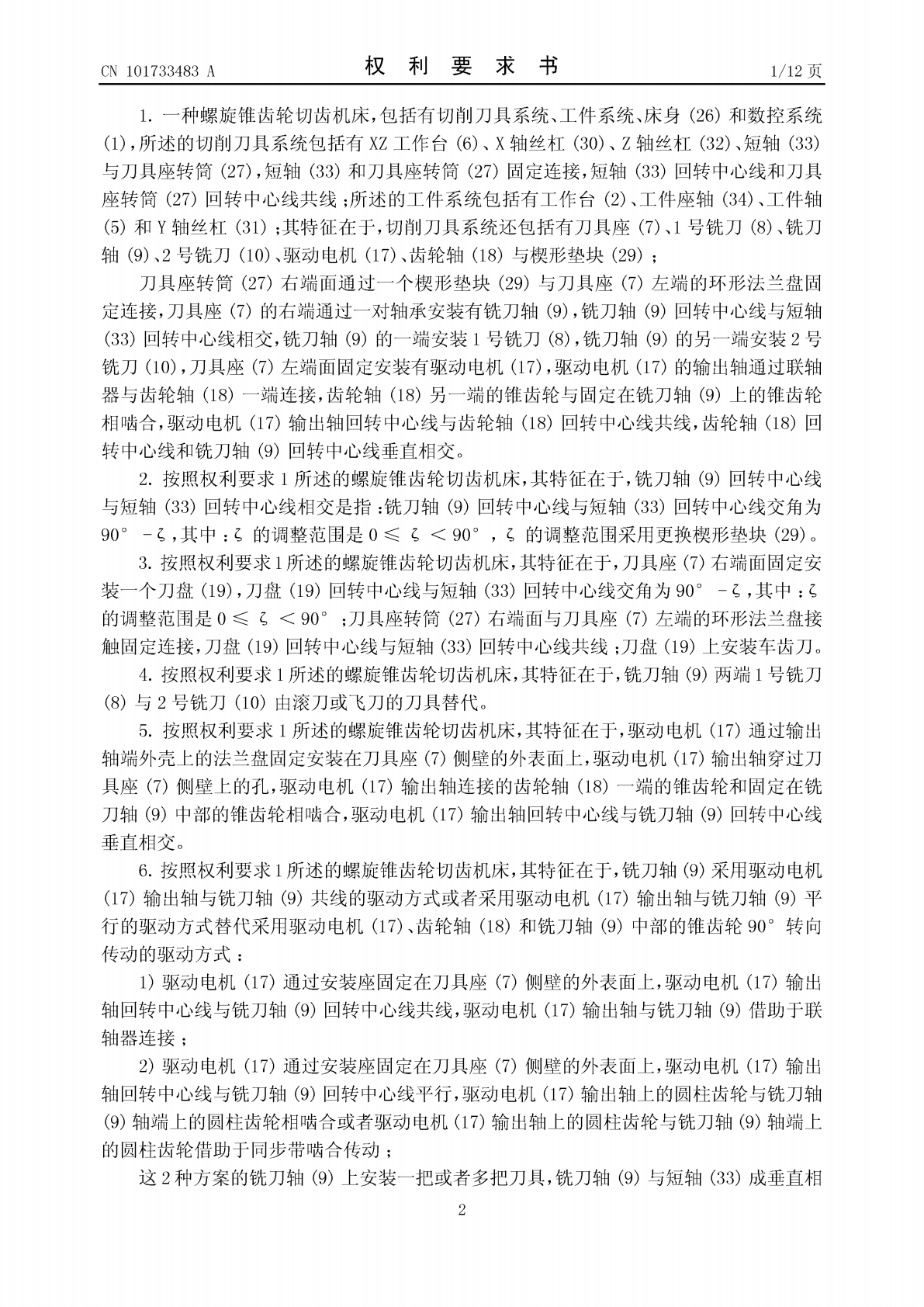
本发明公开了一种螺旋锥齿轮切齿机床与切齿方法。切齿机床包括切削刀具系统、工件系统、床身和数控系统。切削刀具系统包括XZ工作台、X轴丝杠、Z轴丝杠、短轴、刀具座转筒、刀具座、1号铣刀、铣刀轴、2号铣刀、齿轮轴与楔形垫块。刀具座转筒回转中心线与短轴回转中心线共线,刀具座转筒右端面通过楔形垫块与刀具座左端的环形法兰盘固定连接,刀具座右端安装有铣刀轴,铣刀轴回转中心线与短轴回转中心线相交,铣刀轴的两端安装1号铣刀、2号铣刀或砂轮片。刀具座左端面安装有驱动电机,驱动电机通过齿轮轴与铣刀轴上的锥齿轮相啮合,驱动电机输

螺旋锥齿轮干切齿工艺.pdf
本发明涉及一种螺旋锥齿轮干切齿工艺,采用外径尺寸为60-180mm圆钢模锻成型、选用K类超细硬质合金刀具,将工件加热至920-950℃,保温时间2~4小时,通过风冷降至540-680℃,保温时间2-4小时,自然冷却至室温,将正火处理后的工件进行车削加工至齿轮所需的外形尺寸,切齿,切削加工,检测入库。本发明采用完全干切齿,不需要切削油、热处理前表面无需清洗,减少了工业污染。加工效率高、制造成本低、产品切齿加工精度高、工艺流程短。
锥齿轮精切齿定位夹具.pdf
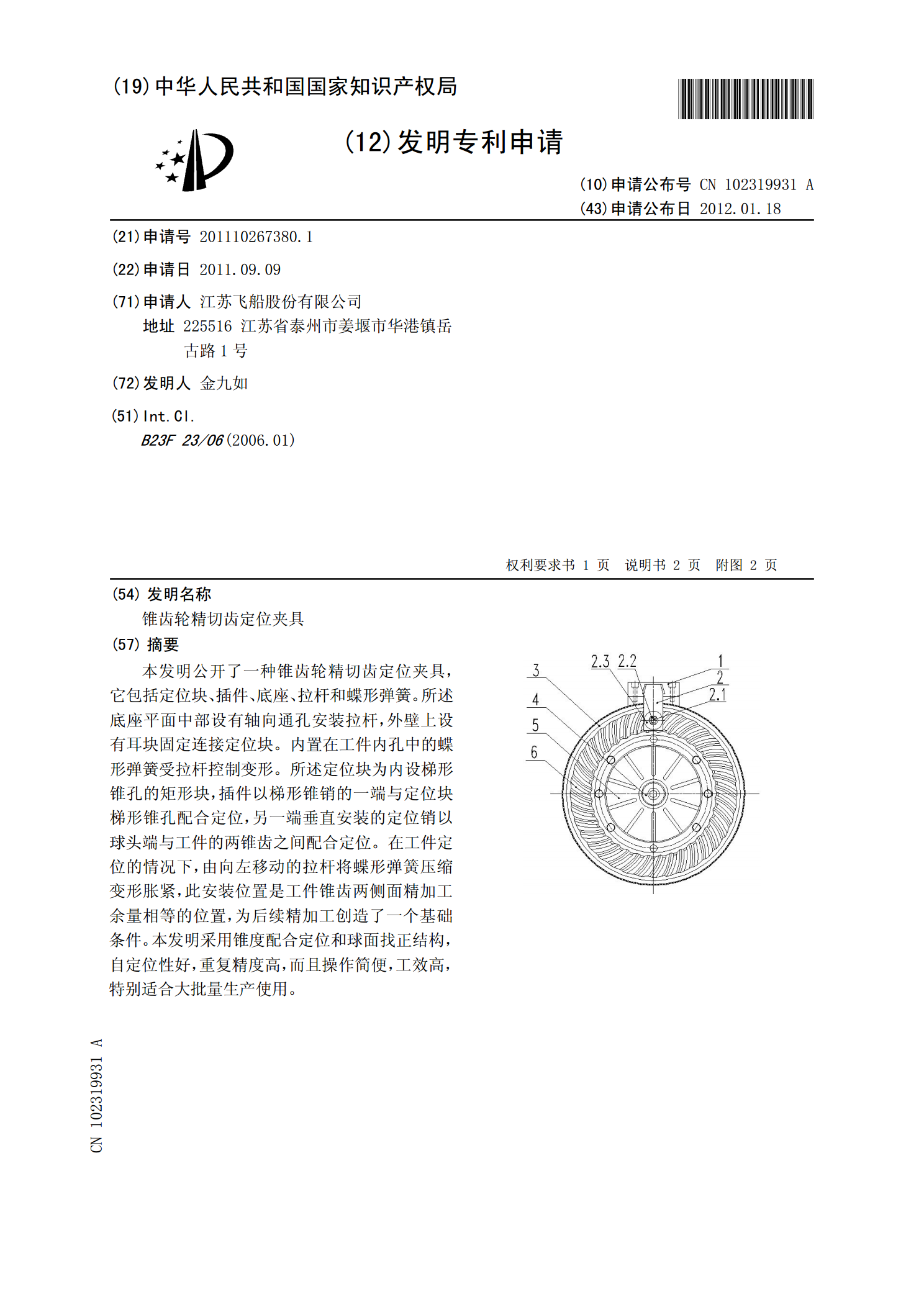
本发明公开了一种锥齿轮精切齿定位夹具,它包括定位块、插件、底座、拉杆和蝶形弹簧。所述底座平面中部设有轴向通孔安装拉杆,外壁上设有耳块固定连接定位块。内置在工件内孔中的蝶形弹簧受拉杆控制变形。所述定位块为内设梯形锥孔的矩形块,插件以梯形锥销的一端与定位块梯形锥孔配合定位,另一端垂直安装的定位销以球头端与工件的两锥齿之间配合定位。在工件定位的情况下,由向左移动的拉杆将蝶形弹簧压缩变形胀紧,此安装位置是工件锥齿两侧面精加工余量相等的位置,为后续精加工创造了一个基础条件。本发明采用锥度配合定位和球面找正结构,自定

对齿式锥齿轮轴切齿夹具.pdf
本发明公开了一种对齿式锥齿轮轴切齿夹具,它包括床头、主轴、夹具体、球头销和夹头。所述夹具体一端插装在铣床床头的主轴内锥孔中,夹具体腰部台肩与主轴的端面结合处用螺栓连接成一体。夹具体的悬臂端部设有止口与夹头配合并作同轴连接。所述夹头为内置通孔的外锥套,夹头的锥度同工件锥齿轮的锥度方向相同,小直径端小于工件大端的齿根圆直径,大直径端外壁设有环凹槽,环凹槽中设有一只径向孔用于定位安装球头销,球头销和环凹槽构成外置对齿规的定位结构。本发明中定位结构设在夹头上,确保铣床工作台长度L大于夹具体加工长度Lg,所以不降低
球面渐开线齿形弧齿锥齿轮刨齿法及其切齿刀具与机床.pdf
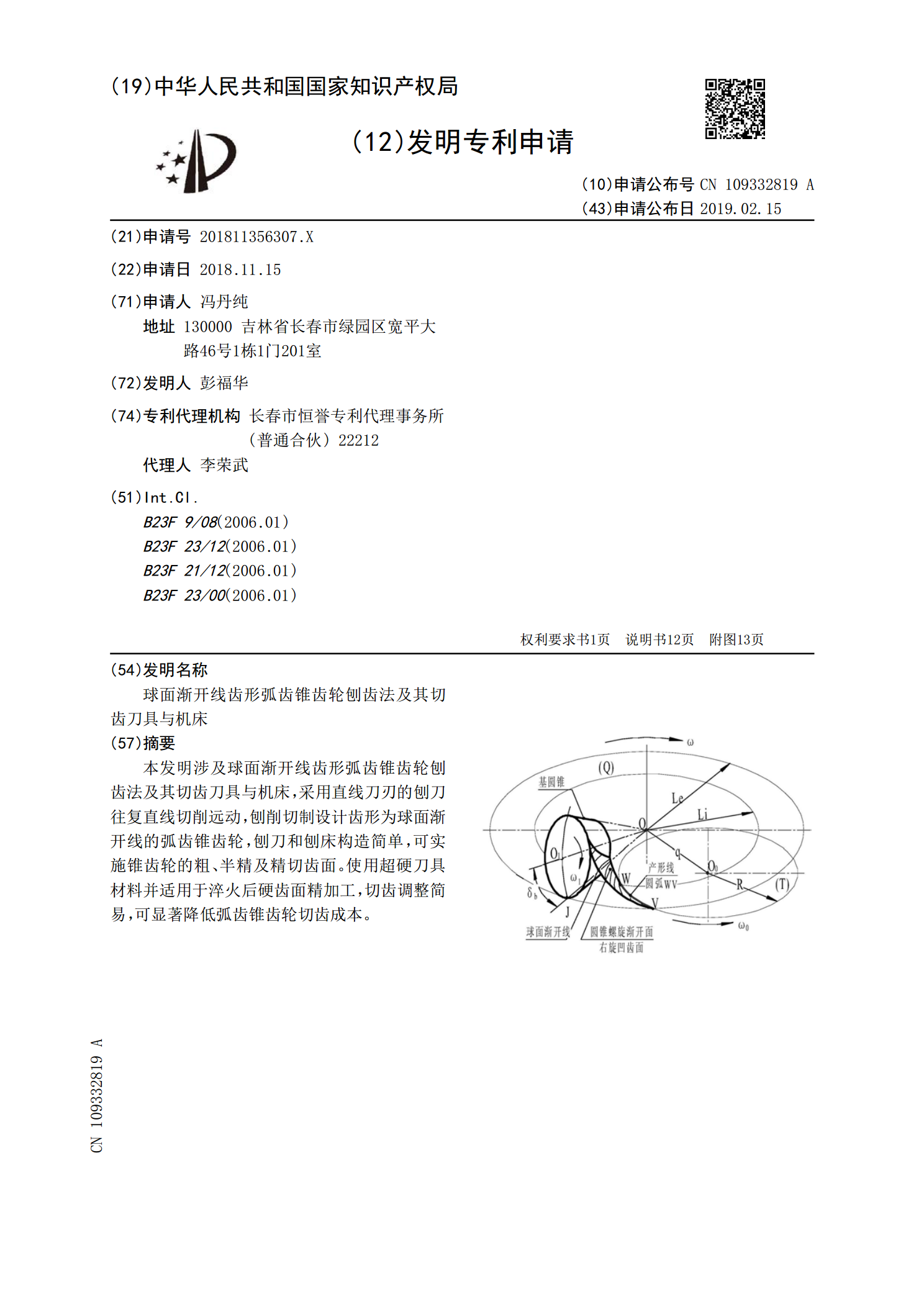
本发明涉及球面渐开线齿形弧齿锥齿轮刨齿法及其切齿刀具与机床,采用直线刀刃的刨刀往复直线切削远动,刨削切制设计齿形为球面渐开线的弧齿锥齿轮,刨刀和刨床构造简单,可实施锥齿轮的粗、半精及精切齿面。使用超硬刀具材料并适用于淬火后硬齿面精加工,切齿调整简易,可显著降低弧齿锥齿轮切齿成本。