
齿轮啮合中心距可调式回转支承及其加工方法.pdf

猫巷****傲柏


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮啮合中心距可调式回转支承及其加工方法.pdf
本发明公开了一种齿轮啮合中心距可调式回转支承及其加工方法,此回转支承由互相配合的无齿圈支承圈和有齿圈支承圈组成,其中无齿圈支承圈的安装孔的中心与回转支承的中心有一偏心距e。此种回转支承能调整主机上的小齿轮与回转支承的有齿圈支承圈的中心距,解决了安装孔位置度超差的主机机架的再利用问题,进而最终达到降低主机加工难度,提高回转支承工作性能和使用寿命的目的。

渐变硬度齿轮式回转支承及其齿轮淬火加工工艺.pdf
本发明公开了一种渐变硬度齿轮式回转支承及其齿轮淬火加工工艺,其特点是在齿轮进行感应淬火时,将齿轮加热区段分成正常硬度区、过渡区和软带区三段,用数控程序将正常硬度区、过渡区和软带区分别设定三段不同的线速度,过渡区和软带区的线速度为正常硬度区的1-3倍;加热停止后,减少淬火液喷水器持续喷液时间,使齿轮的上端保持高温状态,对齿轮中部由上至下进行高温自回火。本发明渐变硬度齿轮式回转支承及其齿轮淬火加工工艺能提高齿轮上部的抗挤压能力,可有效解决回转支承的挤压断齿问题。

一种回转支承齿圈齿轮加工方法.pdf
本发明公布了一种回转支承齿圈齿轮加工方法,加工步骤为:淬火前,在齿圈的非安装面一端设置增加成型铣齿根进刀量ΔP,此进刀量线性减小,直至到安装面增加进刀量为零;完成此步骤后再进行淬火处理。本发明的加工方法适用于内齿圈和外齿圈的加工,同时本发明方法提高了齿向偏差精度,从而改善了齿面的接触,提升齿轮的使用寿命,节约了成本,也为主机传动平稳性提供了合理可行的保障。

一种回转支承的加工方法及支承.pdf
本发明公开一种回转支承的加工方法,将装夹锻件毛坯至车床上,校正内孔跳动≤1.5mm,端面跳动≤1.2mm,根据车削工艺图纸车外圆,尺寸偏差控制在±0.7mm,保留余量5‑10mm,车基准面C,保持见光无缺陷,基准面C上内外圆倒角2×45°。本发明的一个回转支承的加工方法,通过半精车时留有余量,在滚道、堵塞孔及锥销孔I次热处理后,将其加工至图纸要求尺寸,再对堵塞孔及锥销孔进行II次热处理,改善堵塞孔及锥销孔的渗层组织,细化晶粒,进一步提高其硬度,使得堵塞孔及锥销孔的表层硬度大于滚道的硬度,使其更加耐磨和受力
弧齿线点线啮合齿轮及其加工方法.pdf
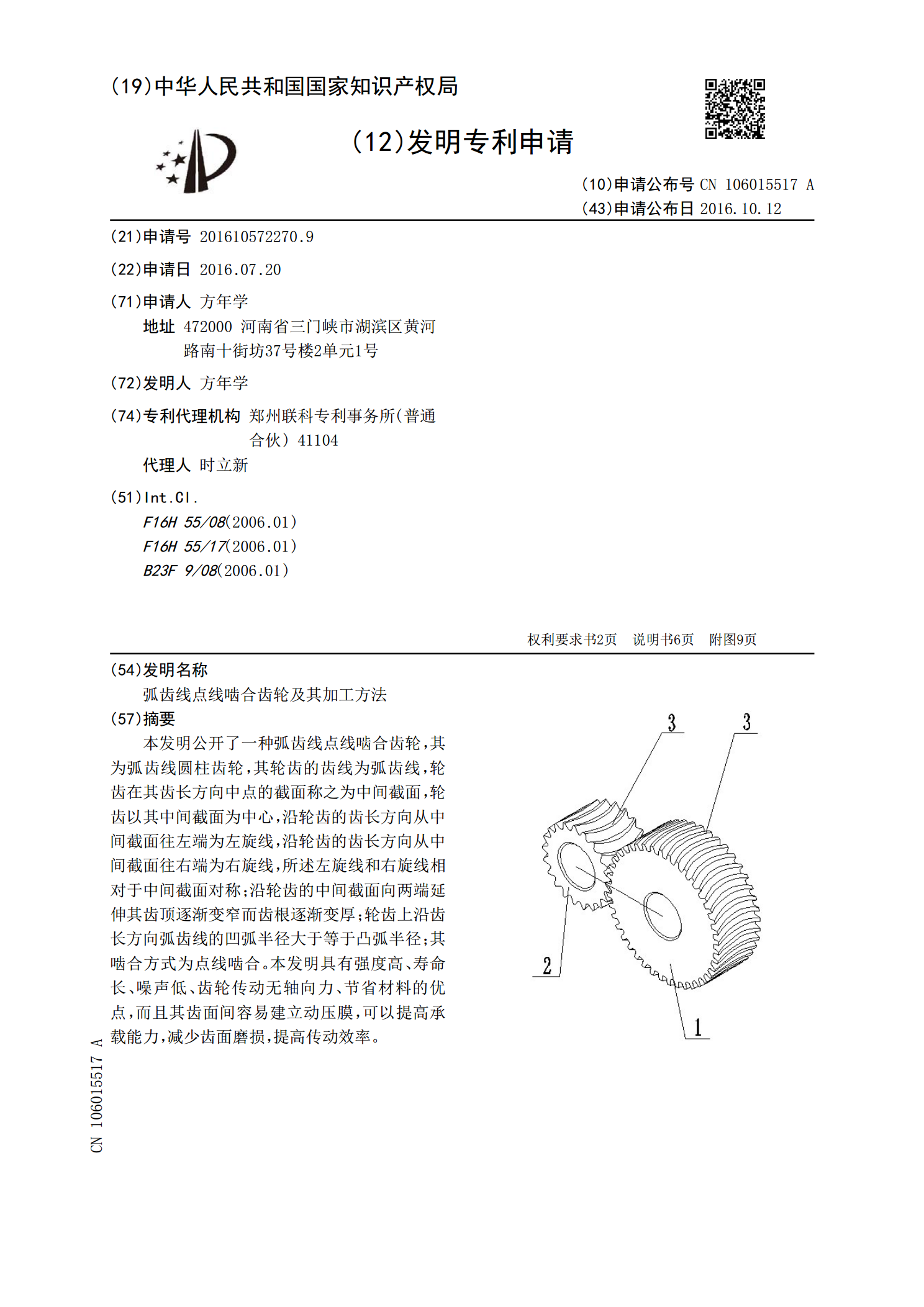
本发明公开了一种弧齿线点线啮合齿轮,其为弧齿线圆柱齿轮,其轮齿的齿线为弧齿线,轮齿在其齿长方向中点的截面称之为中间截面,轮齿以其中间截面为中心,沿轮齿的齿长方向从中间截面往左端为左旋线,沿轮齿的齿长方向从中间截面往右端为右旋线,所述左旋线和右旋线相对于中间截面对称;沿轮齿的中间截面向两端延伸其齿顶逐渐变窄而齿根逐渐变厚;轮齿上沿齿长方向弧齿线的凹弧半径大于等于凸弧半径;其啮合方式为点线啮合。本发明具有强度高、寿命长、噪声低、齿轮传动无轴向力、节省材料的优点,而且其齿面间容易建立动压膜,可以提高承载能力,减