
定量供粉及分段铺粉装置.pdf

一条****丹淑

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共44页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

定量供粉及分段铺粉装置.pdf
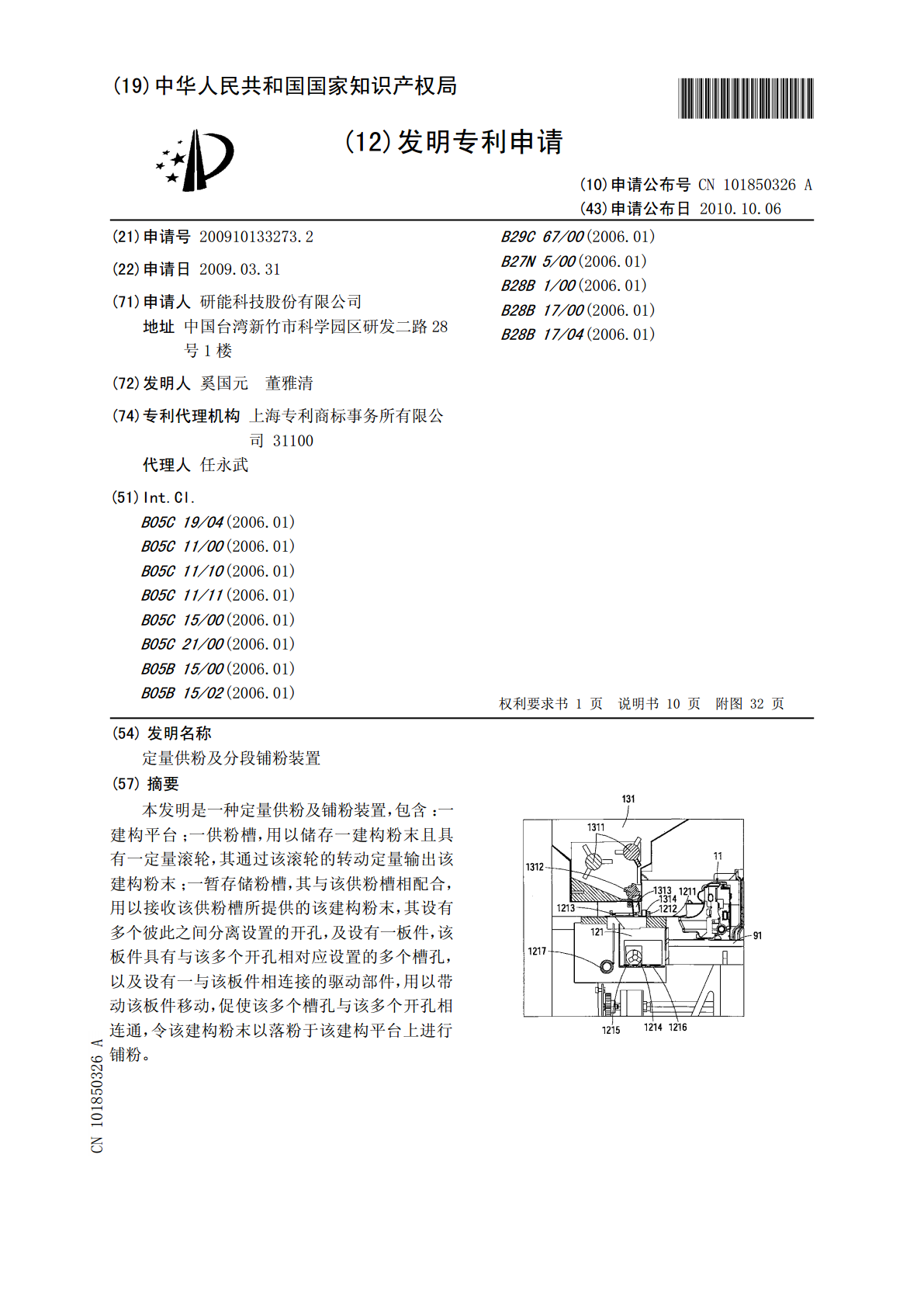
本发明是一种定量供粉及铺粉装置,包含:一建构平台;一供粉槽,用以储存一建构粉末且具有一定量滚轮,其通过该滚轮的转动定量输出该建构粉末;一暂存储粉槽,其与该供粉槽相配合,用以接收该供粉槽所提供的该建构粉末,其设有多个彼此之间分离设置的开孔,及设有一板件,该板件具有与该多个开孔相对应设置的多个槽孔,以及设有一与该板件相连接的驱动部件,用以带动该板件移动,促使该多个槽孔与该多个开孔相连通,令该建构粉末以落粉于该建构平台上进行铺粉。

一种可定量落粉的铺粉装置.pdf
本发明的一种可定量落粉的铺粉装置,涉及3D打印技术领域,包括铺粉主体、转筒、调节机构、筛选机构、第一电机和第二电机,所述铺粉主体的内部设有隔板,所述隔板的上方设有储粉腔,所述转筒的外表面设有两个储粉槽,所述第一电机通过驱动转轴带动转筒转动,所述调节机构在推动杆的推动下改变储粉槽的储粉量,所述筛选机构在第二电机的驱动下,通过主动轮带动筛选机构运动,在打印之前,首先根据金属粉末调整粉末下落量,确定好粉末下落量之后,通过调整调节机构改变储粉槽的体积,进而达到改变粉末下落量的目的,在打印中使筛选机构工作,使粘接成
一种定量落粉的双向铺粉装置.pdf
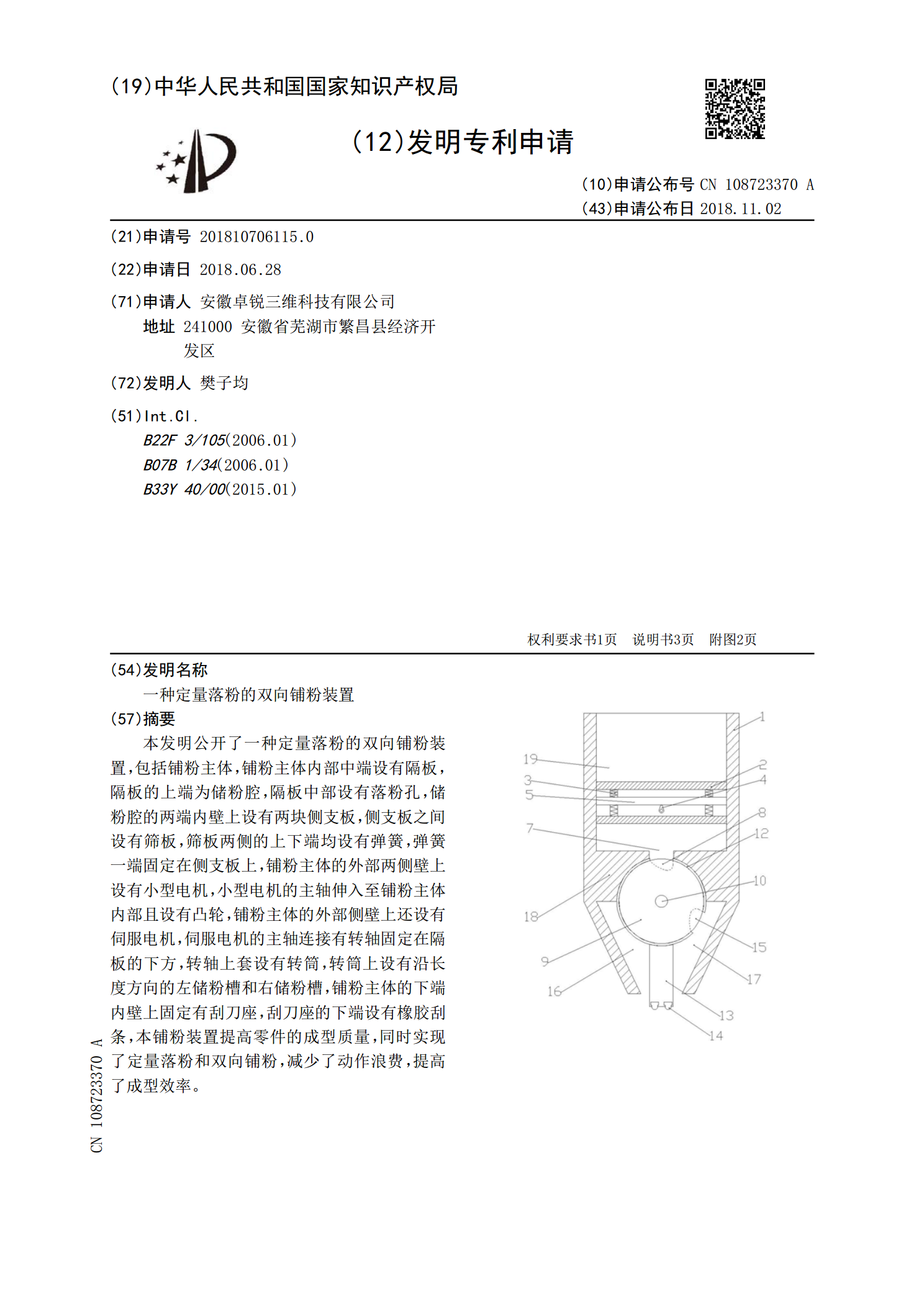
本发明公开了一种定量落粉的双向铺粉装置,包括铺粉主体,铺粉主体内部中端设有隔板,隔板的上端为储粉腔,隔板中部设有落粉孔,储粉腔的两端内壁上设有两块侧支板,侧支板之间设有筛板,筛板两侧的上下端均设有弹簧,弹簧一端固定在侧支板上,铺粉主体的外部两侧壁上设有小型电机,小型电机的主轴伸入至铺粉主体内部且设有凸轮,铺粉主体的外部侧壁上还设有伺服电机,伺服电机的主轴连接有转轴固定在隔板的下方,转轴上套设有转筒,转筒上设有沿长度方向的左储粉槽和右储粉槽,铺粉主体的下端内壁上固定有刮刀座,刮刀座的下端设有橡胶刮条,本铺粉
定量供粉组件.pdf
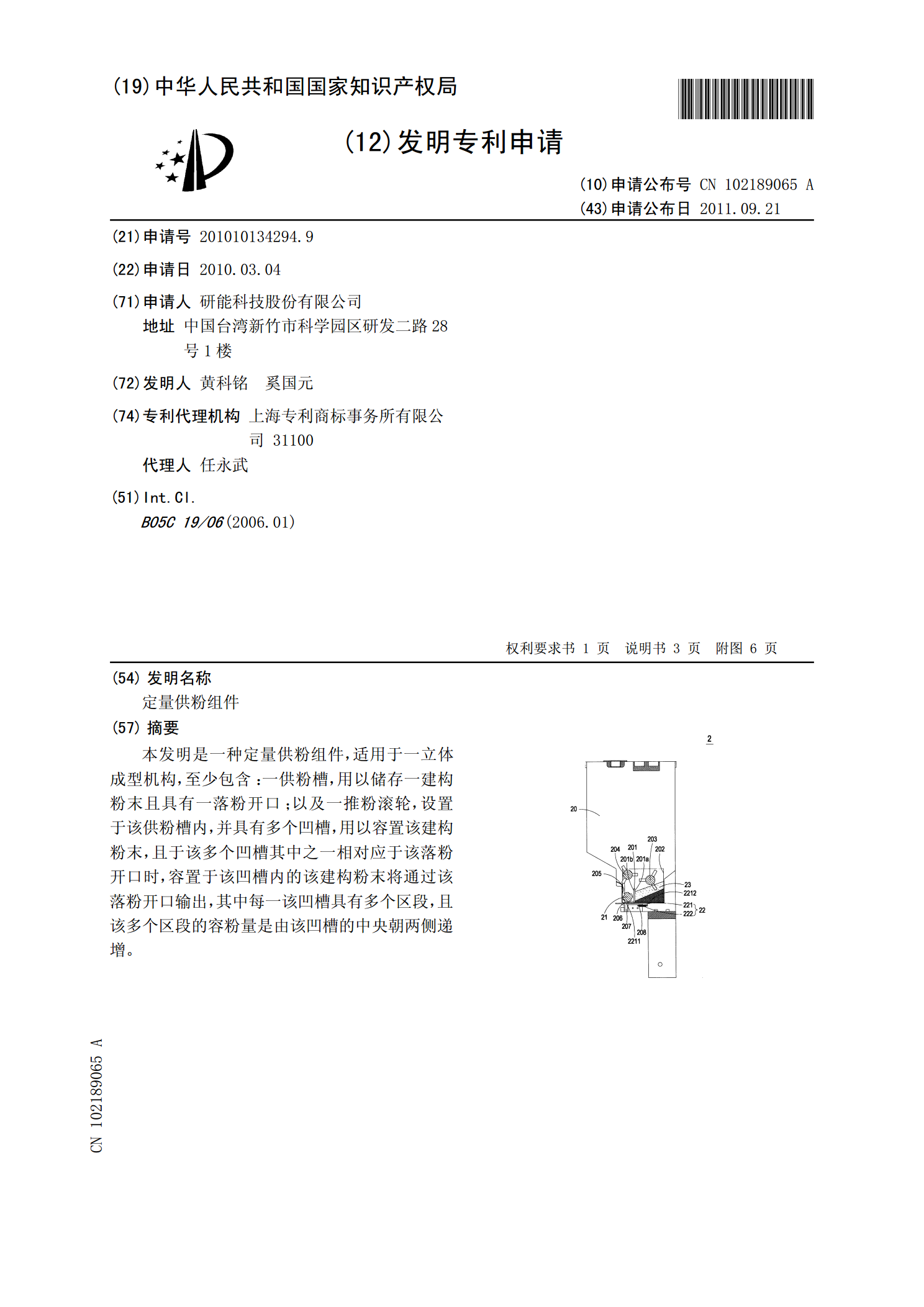
本发明是一种定量供粉组件,适用于一立体成型机构,至少包含:一供粉槽,用以储存一建构粉末且具有一落粉开口;以及一推粉滚轮,设置于该供粉槽内,并具有多个凹槽,用以容置该建构粉末,且于该多个凹槽其中之一相对应于该落粉开口时,容置于该凹槽内的该建构粉末将通过该落粉开口输出,其中每一该凹槽具有多个区段,且该多个区段的容粉量是由该凹槽的中央朝两侧递增。
煤粉锅炉的储粉供粉装置及储粉供粉控制方法.pdf
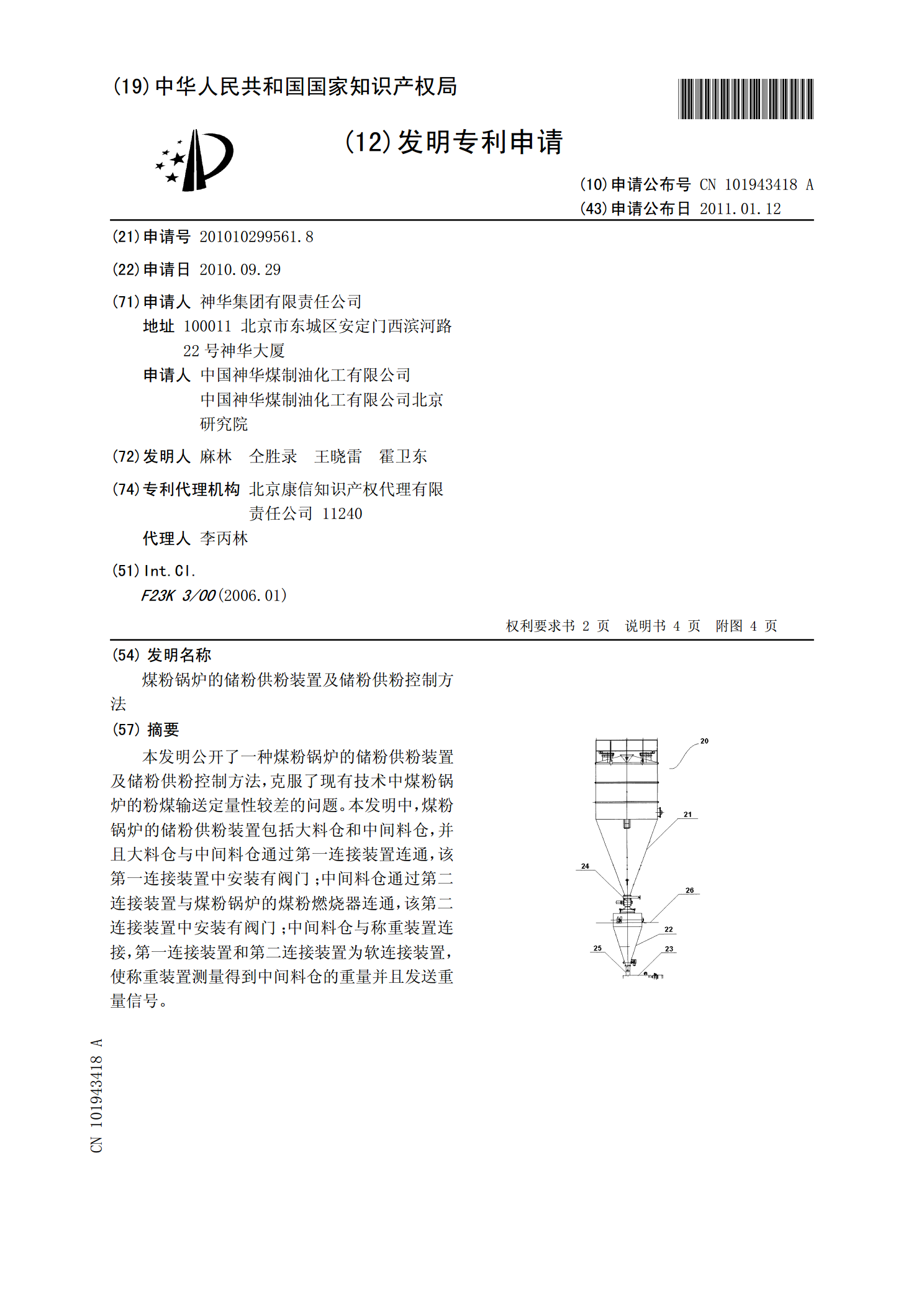
本发明公开了一种煤粉锅炉的储粉供粉装置及储粉供粉控制方法,克服了现有技术中煤粉锅炉的粉煤输送定量性较差的问题。本发明中,煤粉锅炉的储粉供粉装置包括大料仓和中间料仓,并且大料仓与中间料仓通过第一连接装置连通,该第一连接装置中安装有阀门;中间料仓通过第二连接装置与煤粉锅炉的煤粉燃烧器连通,该第二连接装置中安装有阀门;中间料仓与称重装置连接,第一连接装置和第二连接装置为软连接装置,使称重装置测量得到中间料仓的重量并且发送重量信号。