
大模数齿条齿形精加工方法.pdf

一吃****海逸


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大模数齿条齿形精加工方法.pdf
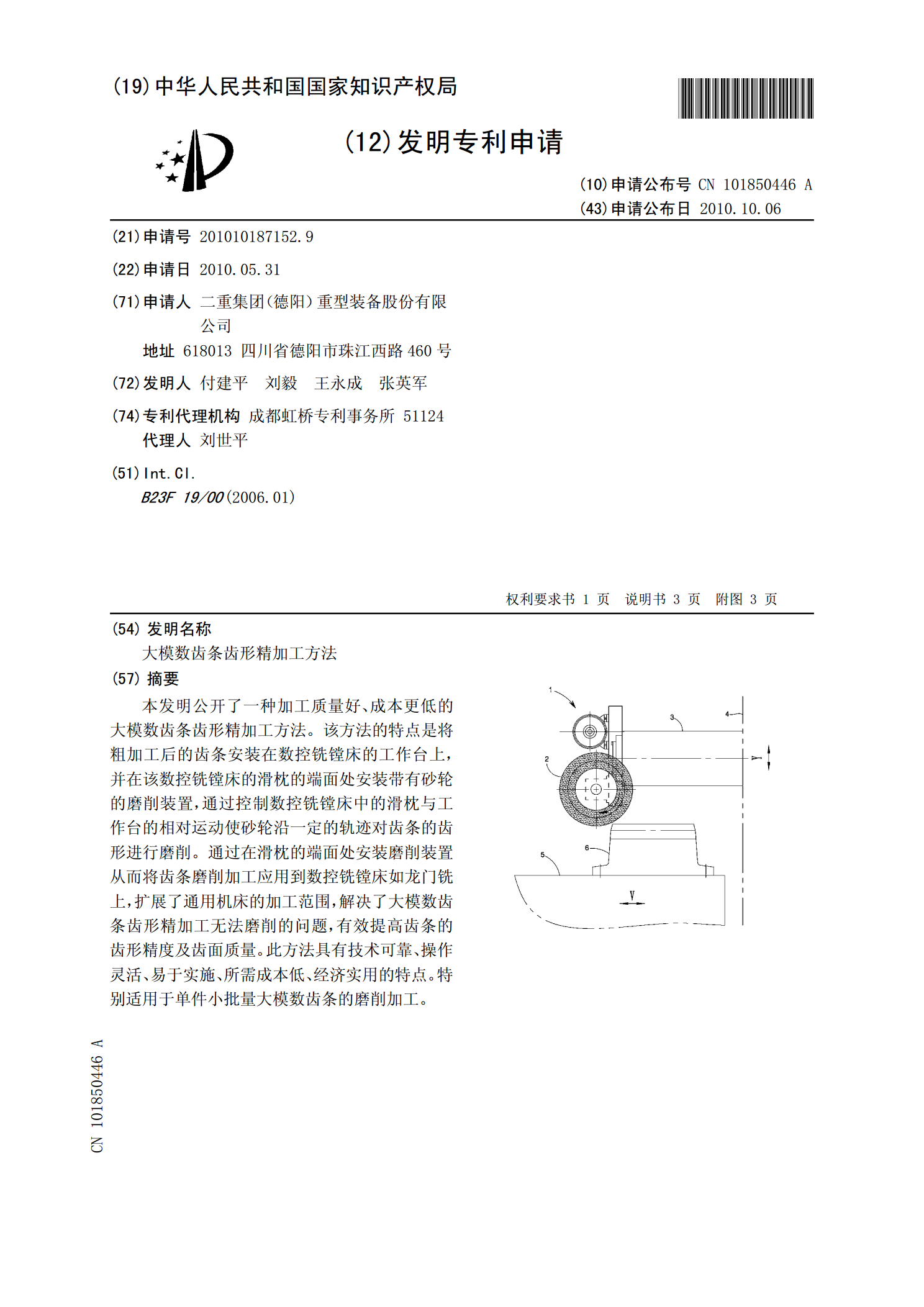
本发明公开了一种加工质量好、成本更低的大模数齿条齿形精加工方法。该方法的特点是将粗加工后的齿条安装在数控铣镗床的工作台上,并在该数控铣镗床的滑枕的端面处安装带有砂轮的磨削装置,通过控制数控铣镗床中的滑枕与工作台的相对运动使砂轮沿一定的轨迹对齿条的齿形进行磨削。通过在滑枕的端面处安装磨削装置从而将齿条磨削加工应用到数控铣镗床如龙门铣上,扩展了通用机床的加工范围,解决了大模数齿条齿形精加工无法磨削的问题,有效提高齿条的齿形精度及齿面质量。此方法具有技术可靠、操作灵活、易于实施、所需成本低、经济实用的特点。特别

大模数齿条加工方法优化.docx
大模数齿条加工方法优化优化大模数齿条加工方法摘要:大模数齿条在机械制造行业中具有广泛的应用,但传统的大模数齿条加工方法存在效率低下、加工精度不高、工艺复杂等问题。本文针对这些问题展开研究,提出了一种优化的大模数齿条加工方法。通过对大模数齿条加工过程中的机器设备、刀具选择、工艺制定等方面进行改进和优化,提高了加工效率和加工精度,并降低了加工成本。最后通过实验验证,证明了该方法的可行性和优越性。关键词:大模数齿条;加工方法;优化;加工效率;加工精度;成本降低1.引言大模数齿条是一种常用的机械元件,广泛用于各种

普通铣床高精加工齿条方法研究.docx
普通铣床高精加工齿条方法研究普通铣床高精加工齿条方法研究摘要:本文通过对普通铣床高精加工齿条的相关方法进行研究和分析,总结了不同切割工艺和刀具选择对加工精度的影响,以及合理的刀具路径和切割参数配置对提高齿条加工质量的重要性。该研究对于提高普通铣床高精加工齿条的生产效率和工件质量具有一定的参考价值。关键词:普通铣床;高精加工;齿条;切割工艺;刀具选择引言随着工业自动化的发展,齿条作为一种重要的机械传动装置,广泛应用于各个领域。其中,普通铣床是常用的齿条加工设备之一。在普通铣床加工齿条时,加工精度是一个关键的

齿形齿条磨角机.pdf
一种齿形齿条磨角机,包括横向行走机构,横向行走机构一侧设有齿条摆放架,齿条摆放架具有与横向行走机构行走方向平行的齿条摆放位;齿条摆放位上方设有砂轮机,横向行走机构带动砂轮机横向行走;砂轮机连接有摆动轴,并受控于一弹性力;在该弹性力作用下,砂轮机具有绕摆动轴转动,并使得砂轮片靠近齿条摆放位的趋势。该方案提供了一种齿形齿条磨角机,采用仿形跟随原理对热处理后的齿条进行精磨角,加工精度好,一致性高,且省时省力。
一种用于齿轮齿条钻机的大模数齿轮齿条疲劳寿命预测方法.pdf
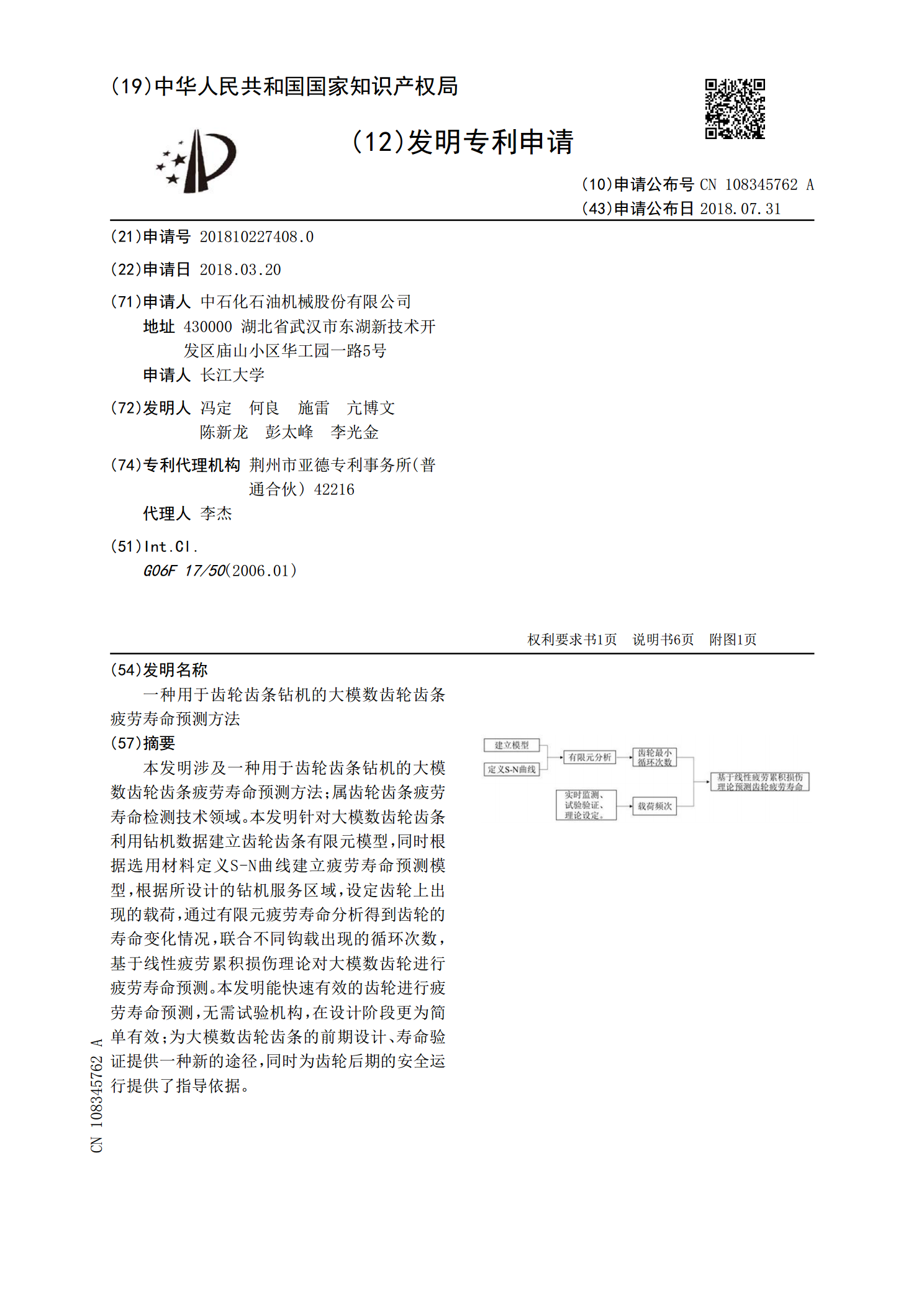
本发明涉及一种用于齿轮齿条钻机的大模数齿轮齿条疲劳寿命预测方法;属齿轮齿条疲劳寿命检测技术领域。本发明针对大模数齿轮齿条利用钻机数据建立齿轮齿条有限元模型,同时根据选用材料定义S‑N曲线建立疲劳寿命预测模型,根据所设计的钻机服务区域,设定齿轮上出现的载荷,通过有限元疲劳寿命分析得到齿轮的寿命变化情况,联合不同钩载出现的循环次数,基于线性疲劳累积损伤理论对大模数齿轮进行疲劳寿命预测。本发明能快速有效的齿轮进行疲劳寿命预测,无需试验机构,在设计阶段更为简单有效;为大模数齿轮齿条的前期设计、寿命验证提供一种新的