
大模数齿条加工方法优化.docx

快乐****蜜蜂


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大模数齿条加工方法优化.docx
大模数齿条加工方法优化优化大模数齿条加工方法摘要:大模数齿条在机械制造行业中具有广泛的应用,但传统的大模数齿条加工方法存在效率低下、加工精度不高、工艺复杂等问题。本文针对这些问题展开研究,提出了一种优化的大模数齿条加工方法。通过对大模数齿条加工过程中的机器设备、刀具选择、工艺制定等方面进行改进和优化,提高了加工效率和加工精度,并降低了加工成本。最后通过实验验证,证明了该方法的可行性和优越性。关键词:大模数齿条;加工方法;优化;加工效率;加工精度;成本降低1.引言大模数齿条是一种常用的机械元件,广泛用于各种
大模数齿条齿形精加工方法.pdf
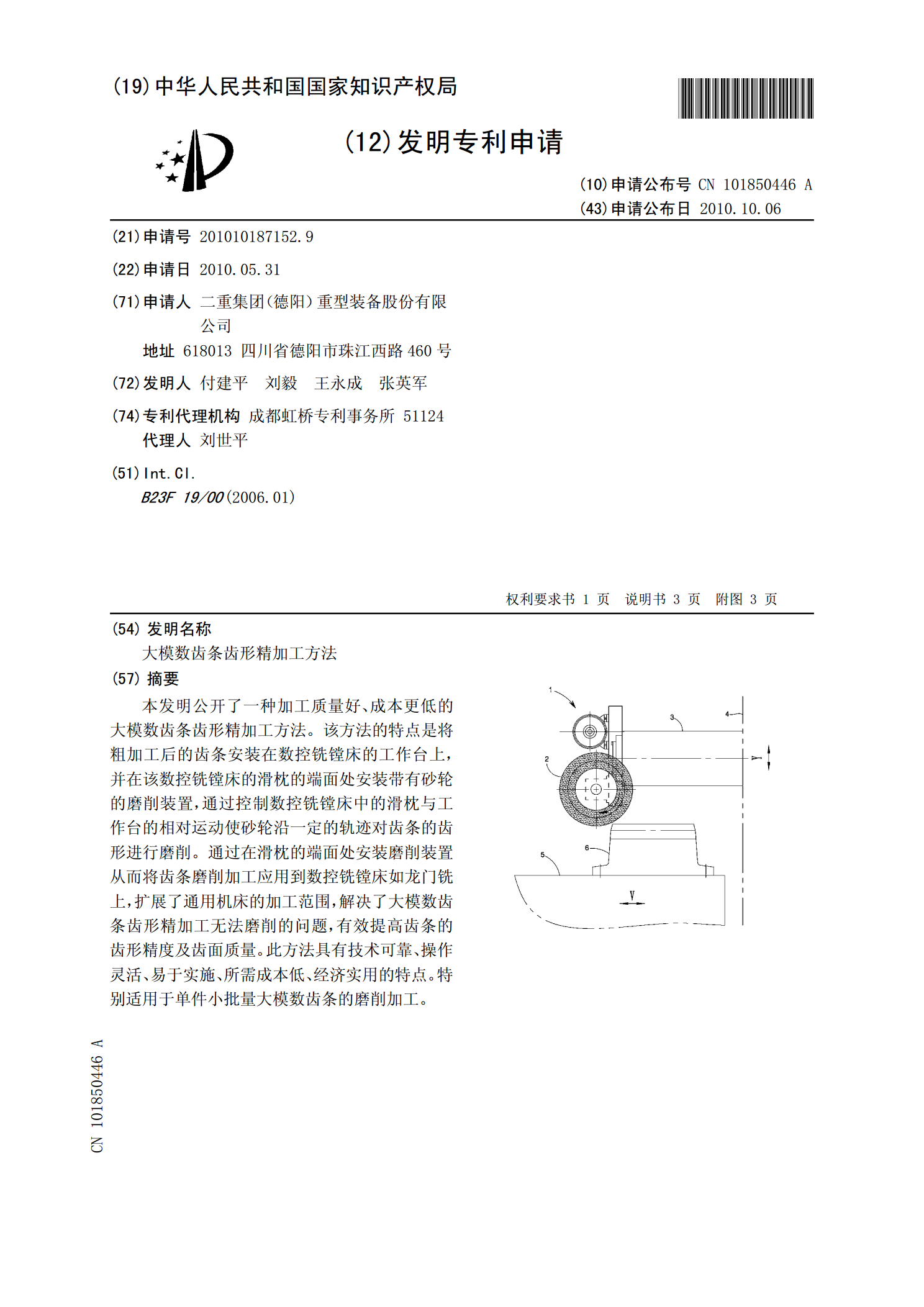
本发明公开了一种加工质量好、成本更低的大模数齿条齿形精加工方法。该方法的特点是将粗加工后的齿条安装在数控铣镗床的工作台上,并在该数控铣镗床的滑枕的端面处安装带有砂轮的磨削装置,通过控制数控铣镗床中的滑枕与工作台的相对运动使砂轮沿一定的轨迹对齿条的齿形进行磨削。通过在滑枕的端面处安装磨削装置从而将齿条磨削加工应用到数控铣镗床如龙门铣上,扩展了通用机床的加工范围,解决了大模数齿条齿形精加工无法磨削的问题,有效提高齿条的齿形精度及齿面质量。此方法具有技术可靠、操作灵活、易于实施、所需成本低、经济实用的特点。特别

一种硬齿面大模数圆柱形齿条的加工方法.pdf
本发明公开了一种硬齿面大模数圆柱形齿条的加工方法,包括步骤:S1:锻件,根据半圆齿条的结构,采用对应两件齿条的坯料进行整体锻打;S2:齿开槽,对锻件两侧分别进行齿开槽;S3:去应力处理;S4:半精铣齿面,对锻件两侧进行半精铣齿面,且齿面留有加工余量;S5:渗碳淬火;S6:两齿条间半精铣;S7:去应力处理;S8:两齿条间精铣,以使两件齿条分离;S9:精车;S10:磨外圆,端面成品;S11:精铣齿面,齿面成品。通过上述工艺能实现硬齿面大模数圆柱形齿条的加工,不仅克服了圆柱形非对称面热处理变形的不可控性,而且不

大模数大直径齿轮的加工方法及加工工具.pdf
本发明涉及大模数大直径齿轮的加工方法及加工工具,滚铣复合机床的接刀杆同时安装铣刀2与滚刀3,实现先粗铣后精滚的加工模式,齿部渗碳淬火工艺步骤为预热-加热-预渗碳-扩散和淬火,通过专门的复合机床提高加工效率,降低加工成本,采用特殊的渗碳工艺防止齿轮轮齿开裂变形。
用于加工齿条的方法和根据所述方法加工的齿条.pdf
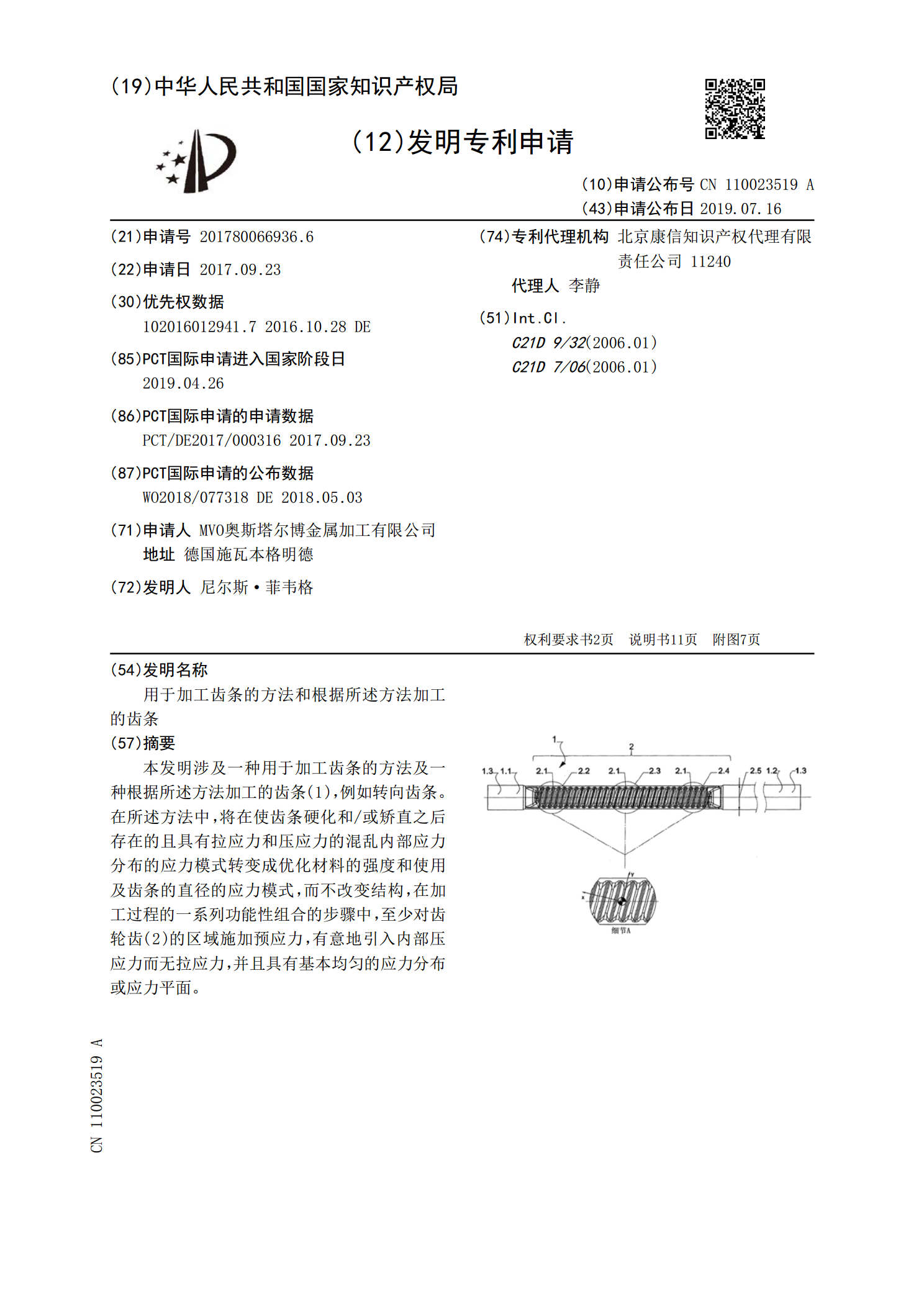
本发明涉及一种用于加工齿条的方法及一种根据所述方法加工的齿条(1),例如转向齿条。在所述方法中,将在使齿条硬化和/或矫直之后存在的且具有拉应力和压应力的混乱内部应力分布的应力模式转变成优化材料的强度和使用及齿条的直径的应力模式,而不改变结构,在加工过程的一系列功能性组合的步骤中,至少对齿轮齿(2)的区域施加预应力,有意地引入内部压应力而无拉应力,并且具有基本均匀的应力分布或应力平面。