
一种生产弯曲型材的拉挤方法及专用设备.pdf

景福****90


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种生产弯曲型材的拉挤方法及专用设备.pdf
本发明公开了一种弯曲树脂基纤维增强塑料型材拉挤成方法及实现该方法的拉挤设备。所说的方法包括送纱、浸胶、预成型、固化成型、牵引和切割的步骤,固化成型所用的模具具有弧形的模腔,固化的弯曲型材被牵引出模腔后沿与模腔有相同曲率的轨道延伸。拉挤设备包括纱架、树脂浸槽、模具、第一牵引车、第二牵引车和切割装置,所说的模具具有弧形模腔,模具口设置有弧形轨道,轨道的内壁上设置有若干滑轮;弧形轨道具有弯曲型材同样的弯曲半径,第一牵引车和第二牵引车沿弧形轨道运动。本方法通用性好,只要将直线型材拉挤型材生产设备稍作改造即可生产不
一种曲线型材拉挤生产牵引设备及方法.pdf
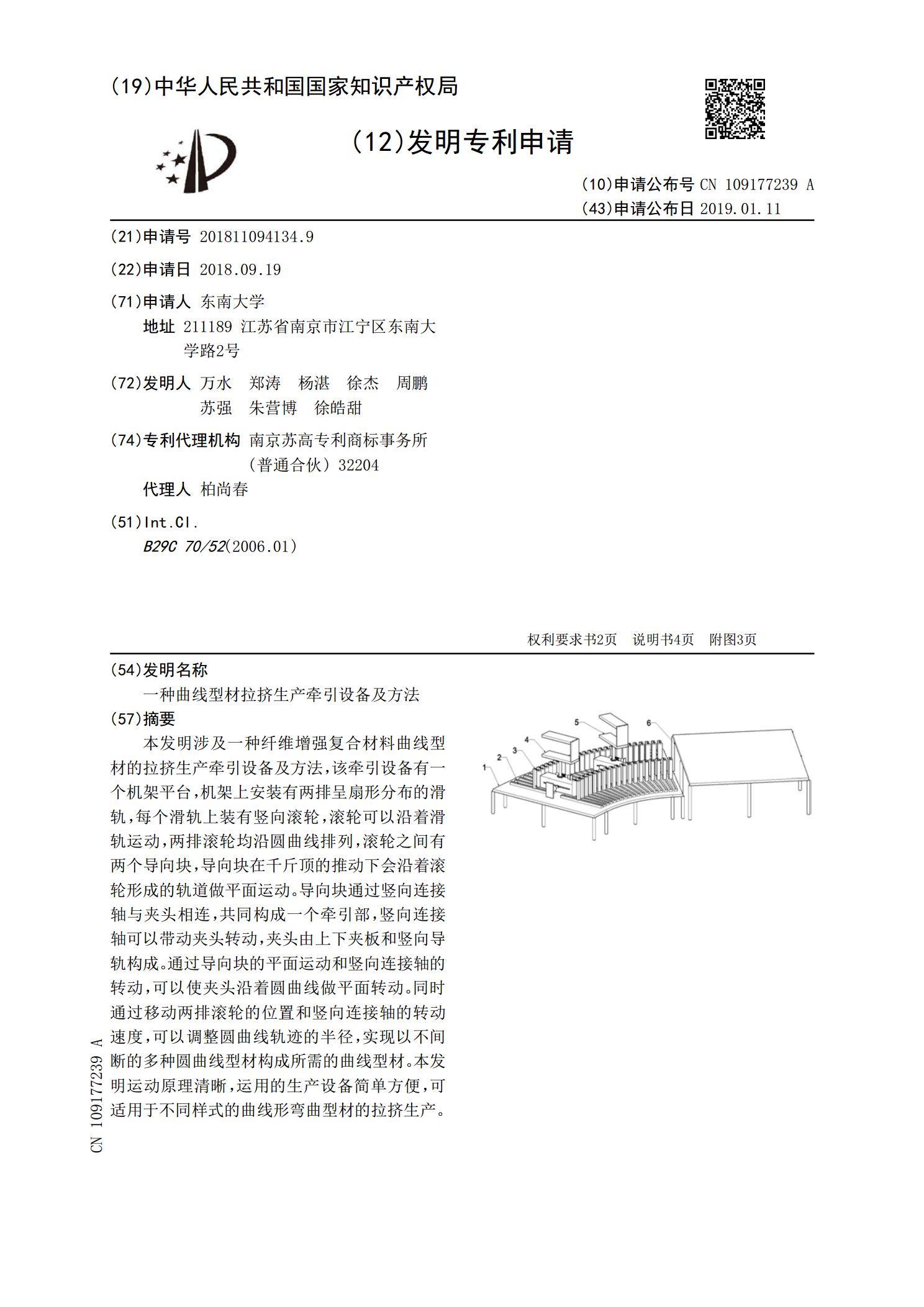
本发明涉及一种纤维增强复合材料曲线型材的拉挤生产牵引设备及方法,该牵引设备有一个机架平台,机架上安装有两排呈扇形分布的滑轨,每个滑轨上装有竖向滚轮,滚轮可以沿着滑轨运动,两排滚轮均沿圆曲线排列,滚轮之间有两个导向块,导向块在千斤顶的推动下会沿着滚轮形成的轨道做平面运动。导向块通过竖向连接轴与夹头相连,共同构成一个牵引部,竖向连接轴可以带动夹头转动,夹头由上下夹板和竖向导轨构成。通过导向块的平面运动和竖向连接轴的转动,可以使夹头沿着圆曲线做平面转动。同时通过移动两排滚轮的位置和竖向连接轴的转动速度,可以调整

一种复合材料型材及其制备方法、拉挤方法.pdf
本发明提出了一种复合材料型材及其制备方法、拉挤方法,属于复合材料生产技术领域。解决了当前复合材料型材制备麻烦以及只能进行直线型材生产的问题。它包括以下步骤:步骤1:将环氧树脂、固化剂以及脱模剂混合;步骤2:将混合后环氧树脂注入到浸胶槽内;步骤3:使玻璃纤维或碳纤维通过浸胶槽;步骤4:待玻璃纤维或碳纤维完成浸胶后,通过加热到一定温度的专用模具,将玻璃纤维或碳纤维与环氧树脂混合,完成复合材料型材的成型。它主要用于生产弯曲复合材料型材。

一种玻璃钢拉挤型材及其制备方法.pdf
本发明提供一种玻璃钢拉挤型材及其制备方法,玻璃钢拉挤型材包括基体材料和增强材料:基体材料的制备原料包括以下质量份数的组分:不饱和聚酯树脂30?100份、不饱和聚酯树脂固化剂0.5?2份、环氧树脂15?55份、环氧固化剂13?50份、脱模剂0.5?3份、低收缩剂1?8份、阻燃剂20?60份;增强材料包括体积比为(2?4):1的玻璃纤维和复合玻璃纤维双轴向布。本发明的玻璃钢拉挤型材,横向机械性能和阻燃性能显著提高,机械性能满足冷却塔用玻璃钢CTISTD?137标准的要求,阻燃性能满足ASTME84标准中FSI

一种玻璃钢拉挤型材及其制备方法.pdf
本发明提供一种玻璃钢拉挤型材及其制备方法,玻璃钢拉挤型材包括基体材料和增强材料:基体材料的制备原料包括以下质量份数的组分:不饱和聚酯树脂30?100份、不饱和聚酯树脂固化剂0.5?2份、环氧树脂15?55份、环氧固化剂13?50份、脱模剂0.5?3份、低收缩剂1?8份、阻燃剂20?60份;增强材料包括体积比为(2?4):1的玻璃纤维和复合玻璃纤维双轴向布。本发明的玻璃钢拉挤型材,横向机械性能和阻燃性能显著提高,机械性能满足冷却塔用玻璃钢CTISTD?137标准的要求,阻燃性能满足ASTME84标准中FSI