
一种框形线圈模具校验加工方法.pdf

是丹****ni


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种框形线圈模具校验加工方法.pdf
本发明涉及一种框形线圈模具校验加工方法。本发明属于水轮发电机技术领域。框形线圈模具校验加工方法,用可调节式角度样板按扇形片进行调整、加工:1)首先制作可调式框形线圈角度样板;2)然后按实际需要调式可调式框形线圈角度样板;3)用原有定子扇形片冲模冲定子扇形片,放到可调节式校验模上,将定子校验棒安装在两端定子扇形片槽内用来调整其安装精度;4)调整好的框形线圈角度样板与定子扇形片几何跨距角度尺寸比对,以定子扇形片为基准进行调整;5)将调整好的框形线圈角度样板进行拼装制作整形模具。本发明具有工艺简单、调整时间短、

一种转子线圈引线压弯模具及加工方法.pdf
本发明涉及一种转子线圈引线压弯模具及加工方法。本发明属于水轮发电机技术领域。一种转子线圈引线压弯模具,有底板、压线板、定位板和支撑板,底板和支撑板相垂直固定在一起,定位板固定在底板上,定位板在底部引线压弯位置开设槽口,压线板固定在定位板上,定位板用于转子线圈端头定位压弯。一种转子线圈引线压弯加工方法,过程为转子线圈经铜排退火、扁绕、二次退火、冷压、引线划印、搪锡、钻孔后,再进行转子线圈引线压弯处理;将转子线圈放在压弯模具上,铜排引线通过压线板用压紧螺栓夹紧,采用铁榔头随形敲打方式,进行引线煨弯。本发明具有

一种弹片加工用可自动校验的弹片模具及其校验方法.pdf
本发明公开了一种弹片加工用可自动校验的弹片模具及其校验方法,包括有支撑柱与模具基座,所述支撑柱的顶端螺纹连接有底板,且所述底板的两侧顶端设置有螺纹基板,所述螺纹基板的内侧夹持有配电块,所述底板的上方螺纹连接有螺栓条,且所述螺栓条的外侧上方滑套接连接有滑块。该发明装置主要是利用利用内衬组件附着起来达到检测校验的目的,这样能够最大程度的实时检测设备的生产效果,由于组件较小,分布多组,能够更加精准的检测校验的产品的各项参数,这样能够保证设备的校验质量,最大程度的减少工作人员的精力,在检验中可起到自主的校验的作用
一种胶框模具开发用校验装置.pdf
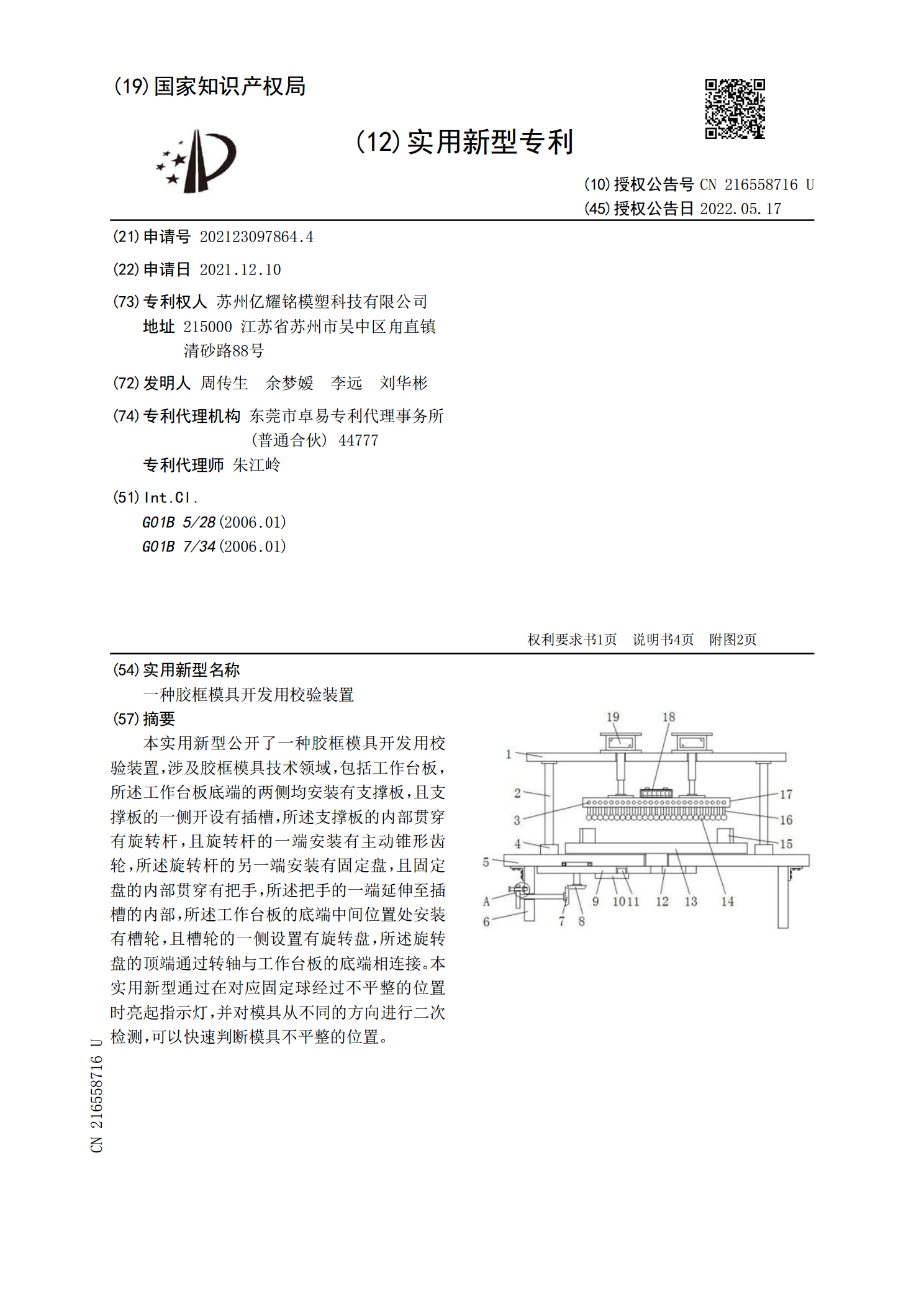
本实用新型公开了一种胶框模具开发用校验装置,涉及胶框模具技术领域,包括工作台板,所述工作台板底端的两侧均安装有支撑板,且支撑板的一侧开设有插槽,所述支撑板的内部贯穿有旋转杆,且旋转杆的一端安装有主动锥形齿轮,所述旋转杆的另一端安装有固定盘,且固定盘的内部贯穿有把手,所述把手的一端延伸至插槽的内部,所述工作台板的底端中间位置处安装有槽轮,且槽轮的一侧设置有旋转盘,所述旋转盘的顶端通过转轴与工作台板的底端相连接。本实用新型通过在对应固定球经过不平整的位置时亮起指示灯,并对模具从不同的方向进行二次检测,可以快速

发电机定子线圈涨形加工方法.pdf
本发明涉及一种发电机定子线圈涨形加工方法。本发明属于水轮发电机技术领域。一种发电机定子线圈涨形加工方法,定子线圈经边绕边包、引线刮头后,进行涨形加工,其特征是:涨形加工包括,1)在绕线机上按装绕线模;2)导线通过汇总器将导线调平整沿绕包机压线轮进行边绕边1/2半叠云母带;根据定子线圈端部拐角R处角度、匝数,在拉形夹端部拐角R处留有线圈的反弹量及绝缘、保护带余量0.5-1.5mm;3)将拉形夹固定在涨形机上下左右四个夹块内成为调整夹;4)调整涨形机涨开角度及定子线圈直线长度,将梭形线圈放入涨形机上进行涨形。