
制造具有多个突出部的金属部件的方法.pdf

Jo****31


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

制造具有多个突出部的金属部件的方法.pdf
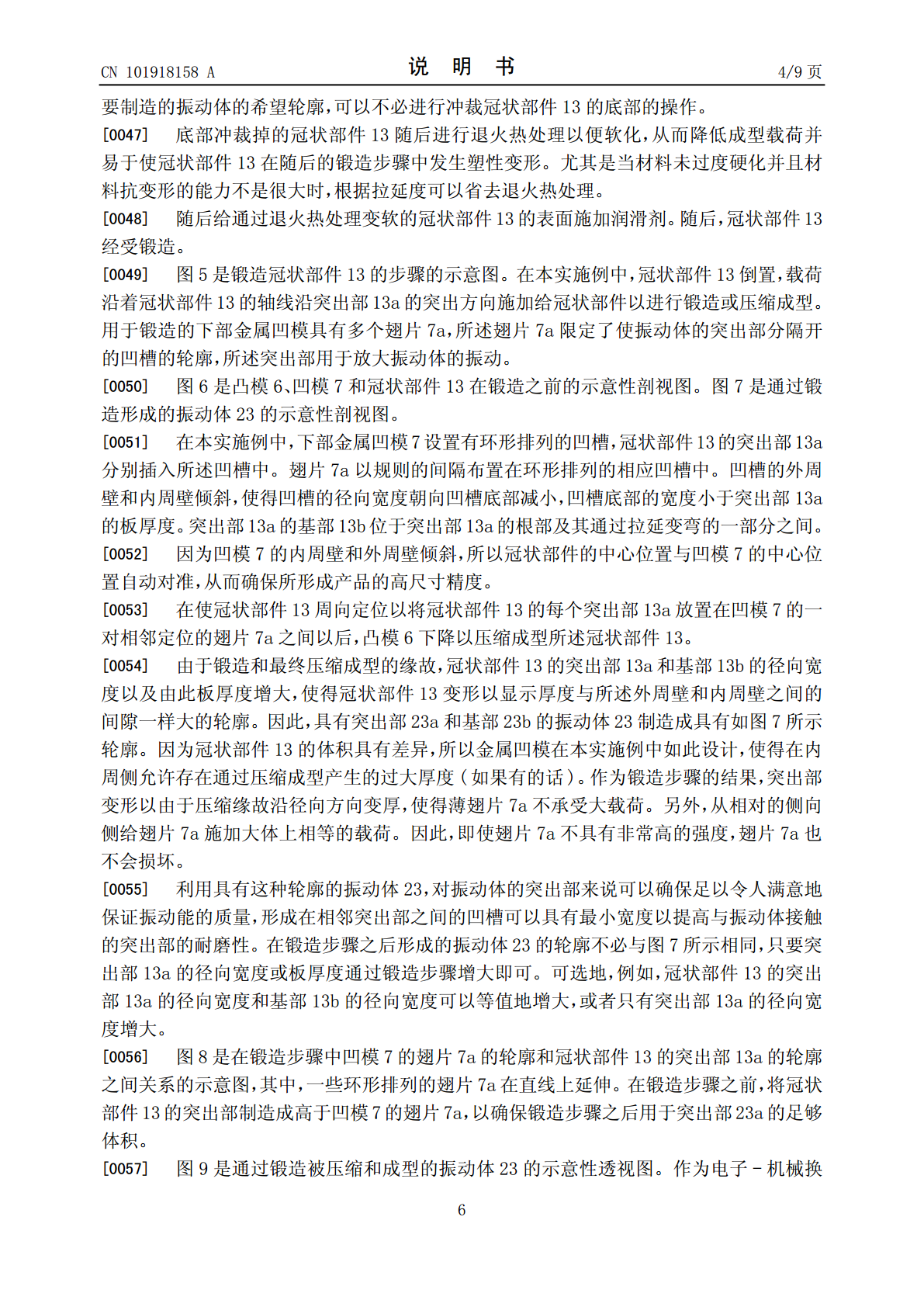
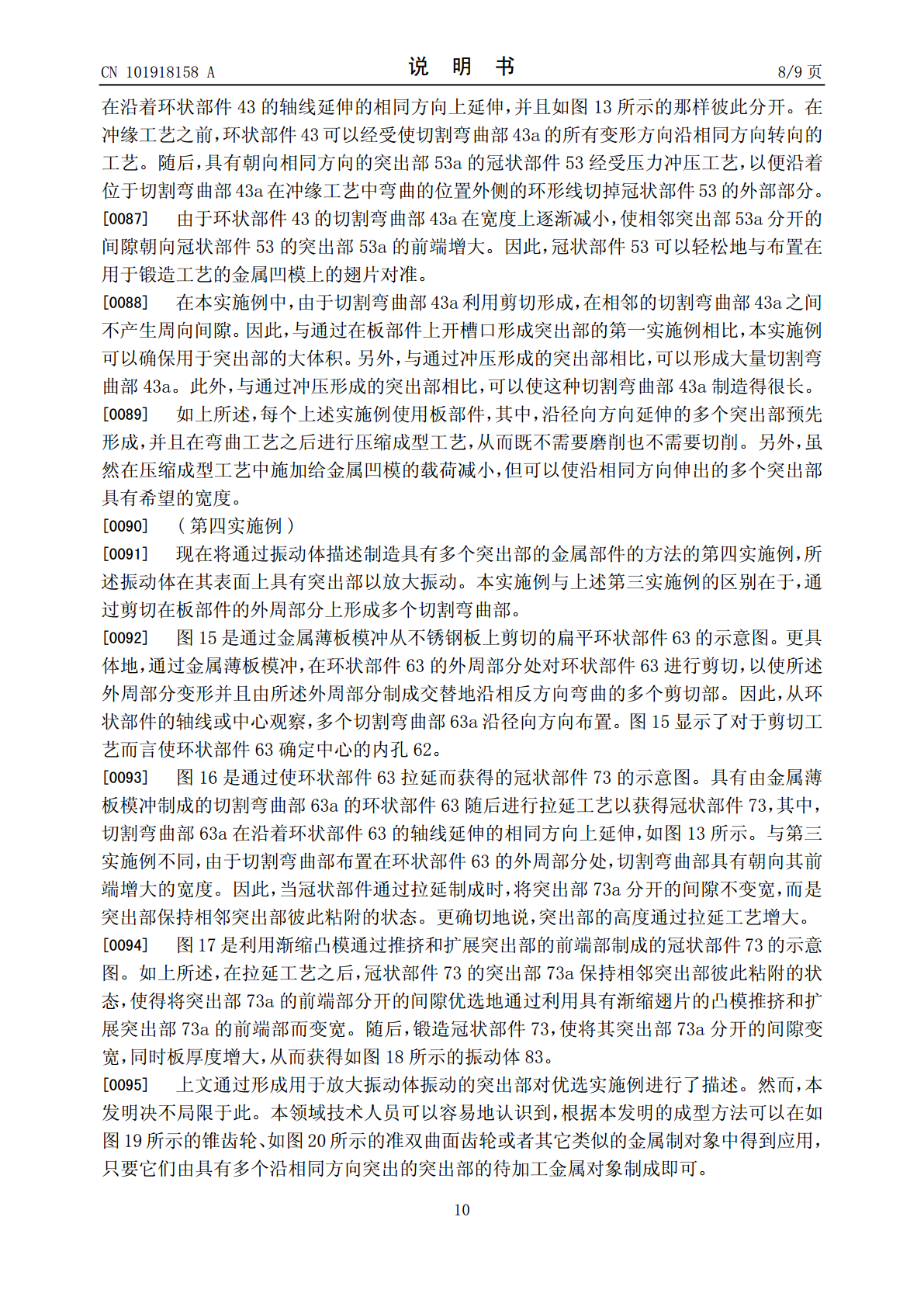
锥齿轮或振动体的突出部通过下列步骤形成,弯曲具有多个突出部(13a)的金属制板部件(13),以使所述多个突出部朝向相同的方向,并且使它们的突出方向包括平面外方向的分量,随后给弯曲后的板部件施加载荷(6,7;36,37)以挤压突出部(13a)来减小其高度并增大板厚度。
具有凹凸压印部的浸渍部件的制造方法.pdf
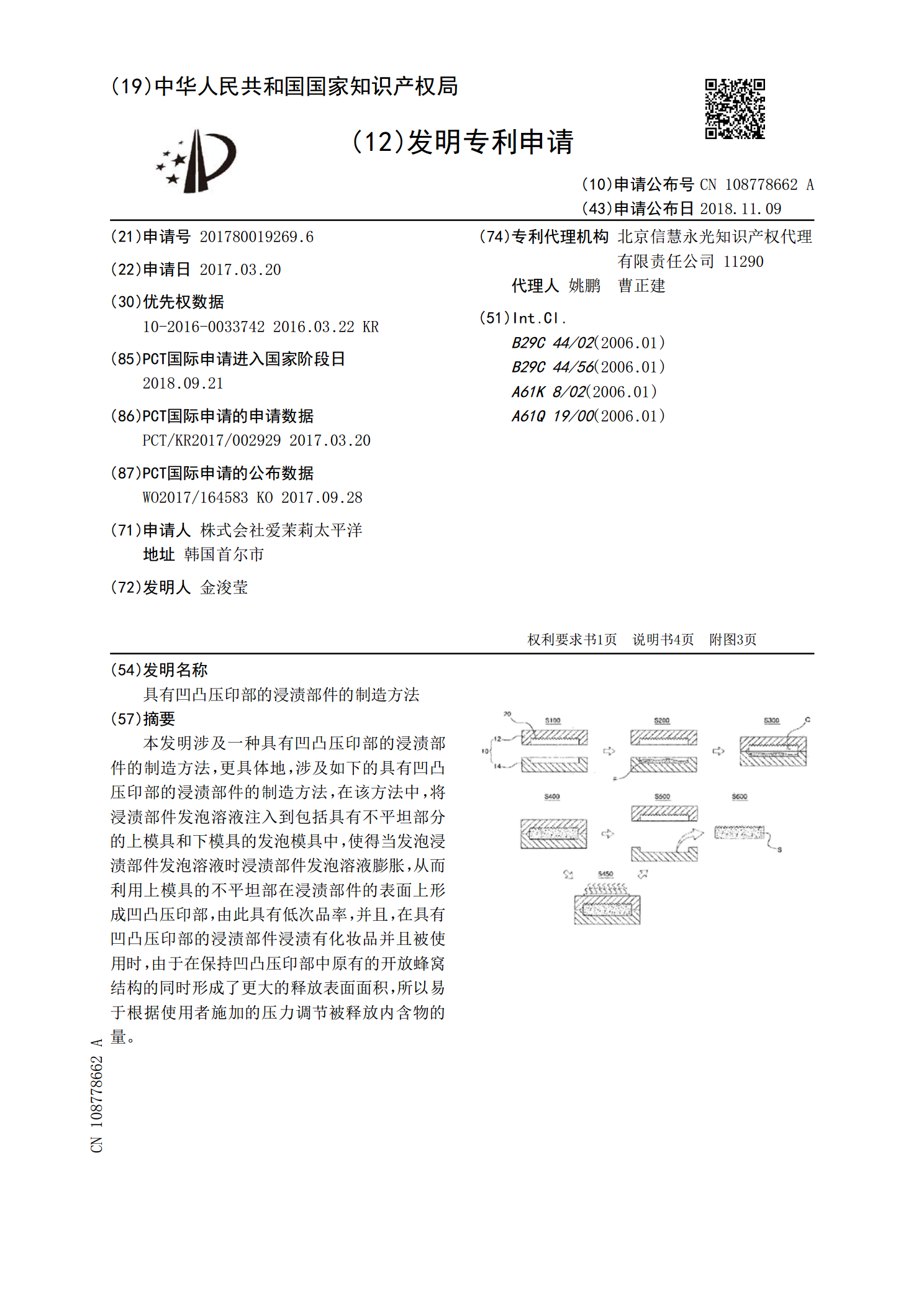
本发明涉及一种具有凹凸压印部的浸渍部件的制造方法,更具体地,涉及如下的具有凹凸压印部的浸渍部件的制造方法,在该方法中,将浸渍部件发泡溶液注入到包括具有不平坦部分的上模具和下模具的发泡模具中,使得当发泡浸渍部件发泡溶液时浸渍部件发泡溶液膨胀,从而利用上模具的不平坦部在浸渍部件的表面上形成凹凸压印部,由此具有低次品率,并且,在具有凹凸压印部的浸渍部件浸渍有化妆品并且被使用时,由于在保持凹凸压印部中原有的开放蜂窝结构的同时形成了更大的释放表面面积,所以易于根据使用者施加的压力调节被释放内含物的量。
制造具有横向特征的锻造粉末金属部件的系统和方法.pdf
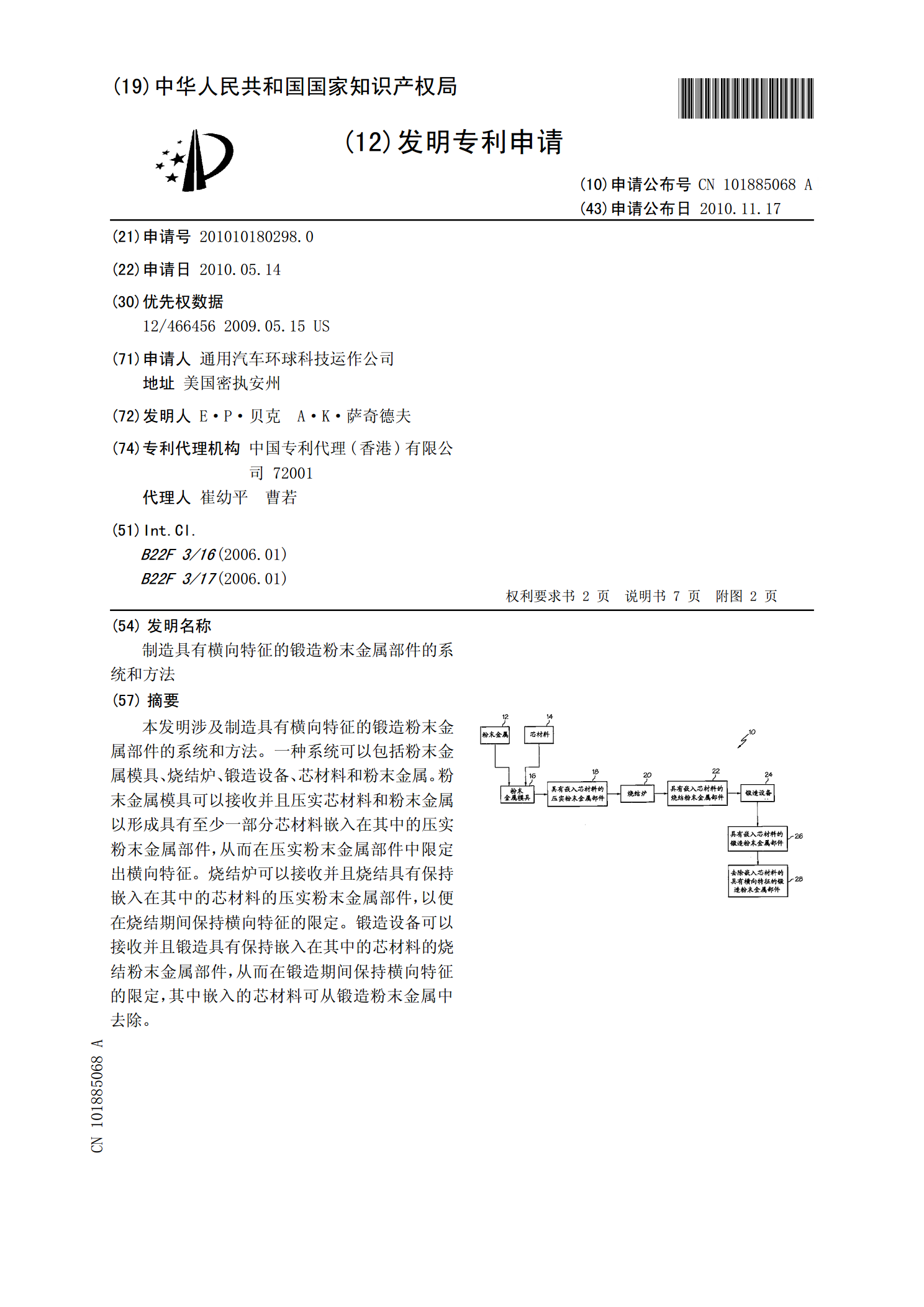
本发明涉及制造具有横向特征的锻造粉末金属部件的系统和方法。一种系统可以包括粉末金属模具、烧结炉、锻造设备、芯材料和粉末金属。粉末金属模具可以接收并且压实芯材料和粉末金属以形成具有至少一部分芯材料嵌入在其中的压实粉末金属部件,从而在压实粉末金属部件中限定出横向特征。烧结炉可以接收并且烧结具有保持嵌入在其中的芯材料的压实粉末金属部件,以便在烧结期间保持横向特征的限定。锻造设备可以接收并且锻造具有保持嵌入在其中的芯材料的烧结粉末金属部件,从而在锻造期间保持横向特征的限定,其中嵌入的芯材料可从锻造粉末金属中去除。
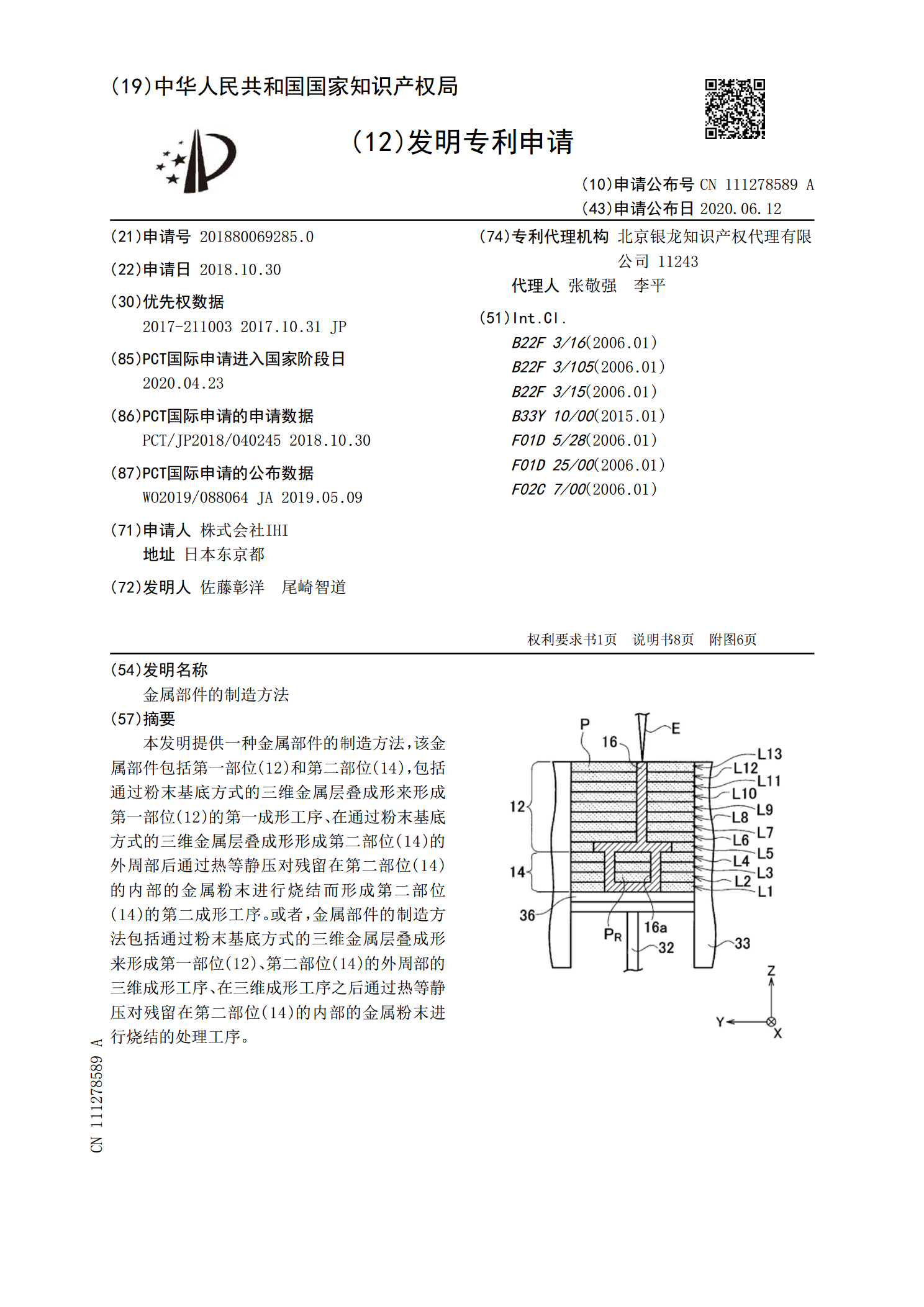
金属部件的制造方法.pdf
本发明提供一种金属部件的制造方法,该金属部件包括第一部位(12)和第二部位(14),包括通过粉末基底方式的三维金属层叠成形来形成第一部位(12)的第一成形工序、在通过粉末基底方式的三维金属层叠成形形成第二部位(14)的外周部后通过热等静压对残留在第二部位(14)的内部的金属粉末进行烧结而形成第二部位(14)的第二成形工序。或者,金属部件的制造方法包括通过粉末基底方式的三维金属层叠成形来形成第一部位(12)、第二部位(14)的外周部的三维成形工序、在三维成形工序之后通过热等静压对残留在第二部位(14)的内部
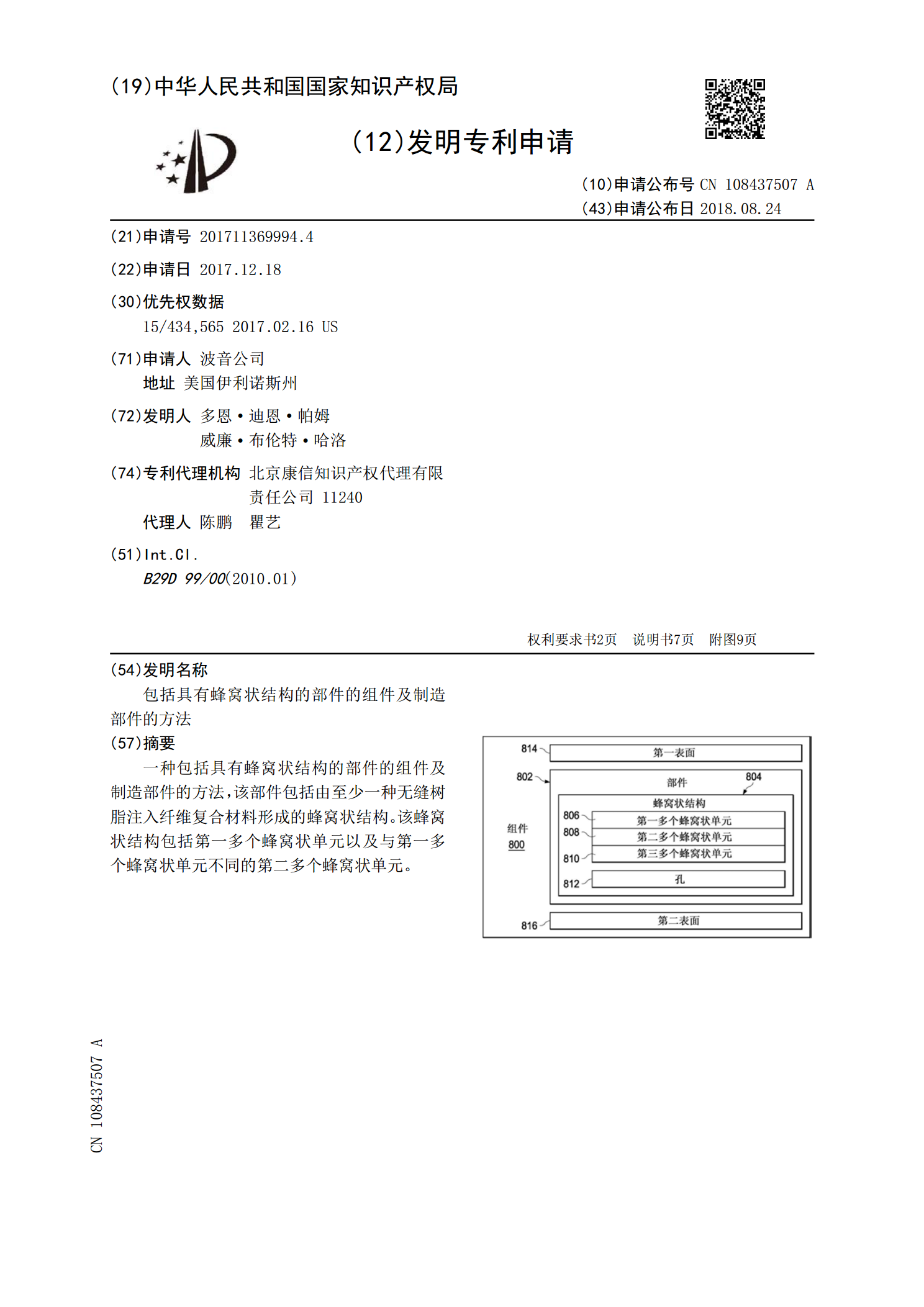
包括具有蜂窝状结构的部件的组件及制造部件的方法.pdf
一种包括具有蜂窝状结构的部件的组件及制造部件的方法,该部件包括由至少一种无缝树脂注入纤维复合材料形成的蜂窝状结构。该蜂窝状结构包括第一多个蜂窝状单元以及与第一多个蜂窝状单元不同的第二多个蜂窝状单元。