
一种离心铸铁管承口自动修磨装置.pdf

慧颖****23


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种离心铸铁管承口自动修磨装置.pdf
本发明涉及一种修磨装置,特别是一种改善离心铸铁管承口外观的自动修磨装置。砂轮电机通过联轴器与砂轮固定,砂轮电机由油缸驱动,可以实现所述砂轮电机及砂轮的轴向移动;铸管电机通过链条与拖轮组链接,拖轮组上可放置待修磨的铁管,所述的拖轮组上固定有光电感应器,光电感应器自动识别铁管的位置,所述的砂轮电机和铸管电机右光电感应器控制。它采用自动定位自动修磨,可提高铸管成型后端面表观质量,降低劳动强度。

一种球磨铸铁管承口残砂自动清理装置.pdf
本发明一种球磨铸铁管承口残砂自动清理装置,机架上设置有无驱动轨道,沿轨道的宽度方向放置有球墨铸铁管,其中:轨道的宽度方向上,机架的一侧交错布置有1个主动托轮组、1个第一从动托轮组,相对的另一侧也交错布置有1个第二从动托轮组、1个第三从动托轮组,机架上还设置有第一限位传感器,第一限位传感器与电机连接,电机与主动托轮组连接,第一限位传感器还连接电磁阀,电磁阀连接吹砂管,吹砂管连接空气压缩机,吹砂管的管口位于铸铁管一端的承口处。本装置采用自动旋转吹砂,大大减轻了人的劳动强度,提高了吹扫效率,而且吹扫质量大大提高
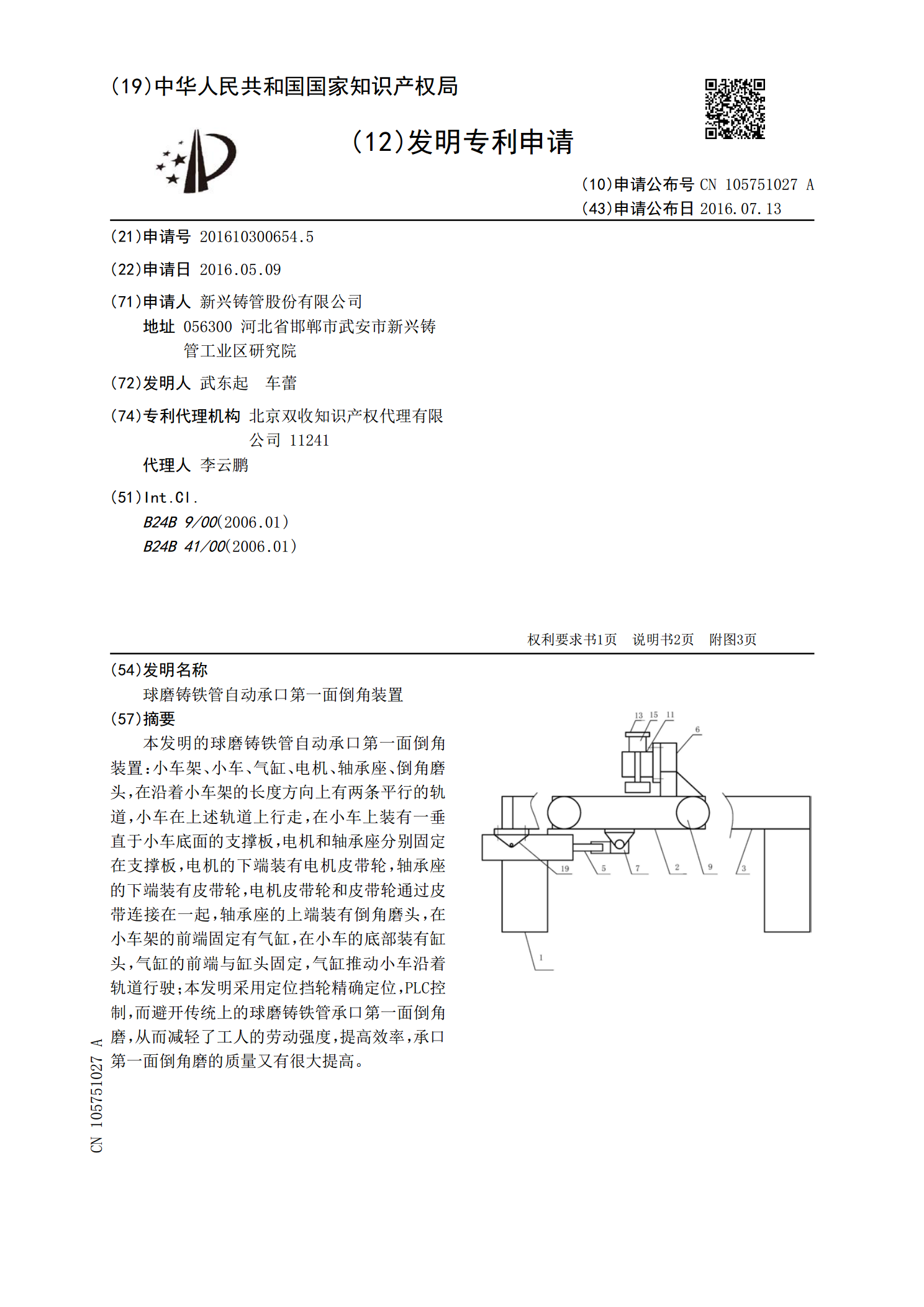
球磨铸铁管自动承口第一面倒角装置.pdf
本发明的球磨铸铁管自动承口第一面倒角装置:小车架、小车、气缸、电机、轴承座、倒角磨头,在沿着小车架的长度方向上有两条平行的轨道,小车在上述轨道上行走,在小车上装有一垂直于小车底面的支撑板,电机和轴承座分别固定在支撑板,电机的下端装有电机皮带轮,轴承座的下端装有皮带轮,电机皮带轮和皮带轮通过皮带连接在一起,轴承座的上端装有倒角磨头,在小车架的前端固定有气缸,在小车的底部装有缸头,气缸的前端与缸头固定,气缸推动小车沿着轨道行驶;本发明采用定位挡轮精确定位,PLC控制,而避开传统上的球磨铸铁管承口第一面倒角磨,

一种球墨铸铁管承口打磨装置.pdf
本发明公开了一种球墨铸铁管承口打磨装置,包括车板,所述车板的底部设置有万向轮,所述车板的一侧与车把手的一端固定连接,所述车板顶部的一侧设置有第一电机箱,所述第一电机箱的内部设置有第一电机。该球墨铸铁管承口打磨装置,通过在车板的底部设置万向轮,使车子可以移动,并通过第一电机带动主动盘转动,主动盘通过皮带带动从动盘转动,从动盘带动螺纹杆的移动,螺纹杆带动控制工作台上下移动,整个装置结构简单,操作方便,可以根据打磨需要,将打磨装置进行移动,且可以调节打磨高度,无须人力对球墨铸铁管进行吊运,节省了人力和物力,有效
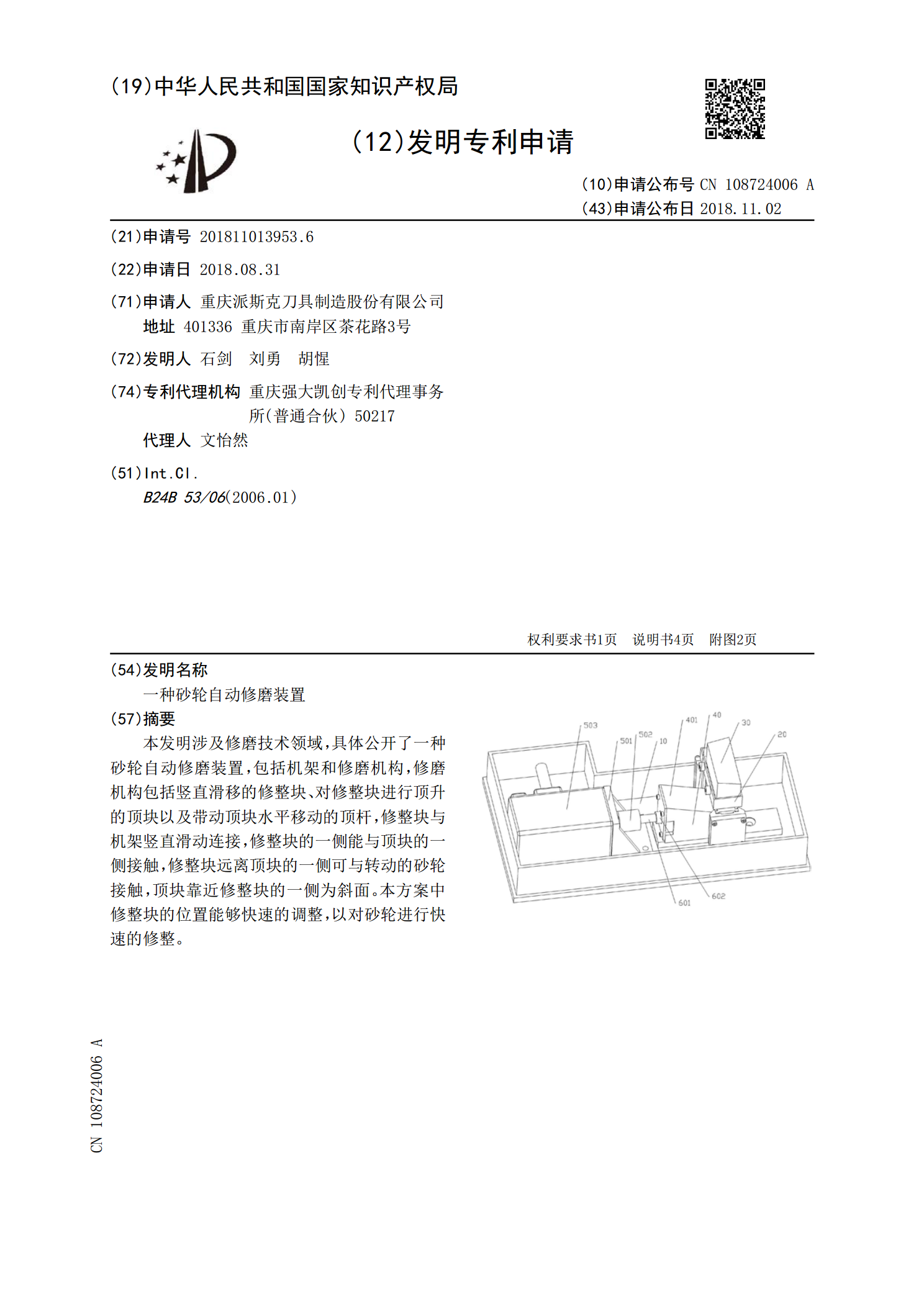
一种砂轮自动修磨装置.pdf
本发明涉及修磨技术领域,具体公开了一种砂轮自动修磨装置,包括机架和修磨机构,修磨机构包括竖直滑移的修整块、对修整块进行顶升的顶块以及带动顶块水平移动的顶杆,修整块与机架竖直滑动连接,修整块的一侧能与顶块的一侧接触,修整块远离顶块的一侧可与转动的砂轮接触,顶块靠近修整块的一侧为斜面。本方案中修整块的位置能够快速的调整,以对砂轮进行快速的修整。