
激光钎焊金刚石制作高速铁路轨道板磨轮生产方法.pdf

小宏****aa


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光钎焊金刚石制作高速铁路轨道板磨轮生产方法.pdf
激光钎焊金刚石制作高速铁路轨道板磨轮生产方法,包括以下步骤:1)、混料:2)、涂覆:3)、喷洒:4)、钎焊。本发明用于高速铁路轨道板磨轮具有磨削效率高、寿命长、磨削质量好等优点。与其它钎焊方法相比,激光热源能量密度高,升、降温速度快,可以局部加热,热影响区小;激光束可用光纤传输,因此可在常规方式不易钎焊的部位进行加工,灵活性好,可钎焊几何形状复杂的工件,可制作超长、超大、超薄、超细的特型工具。
钎焊金刚石高铁轨道板磨轮布料装置及布料方法.pdf
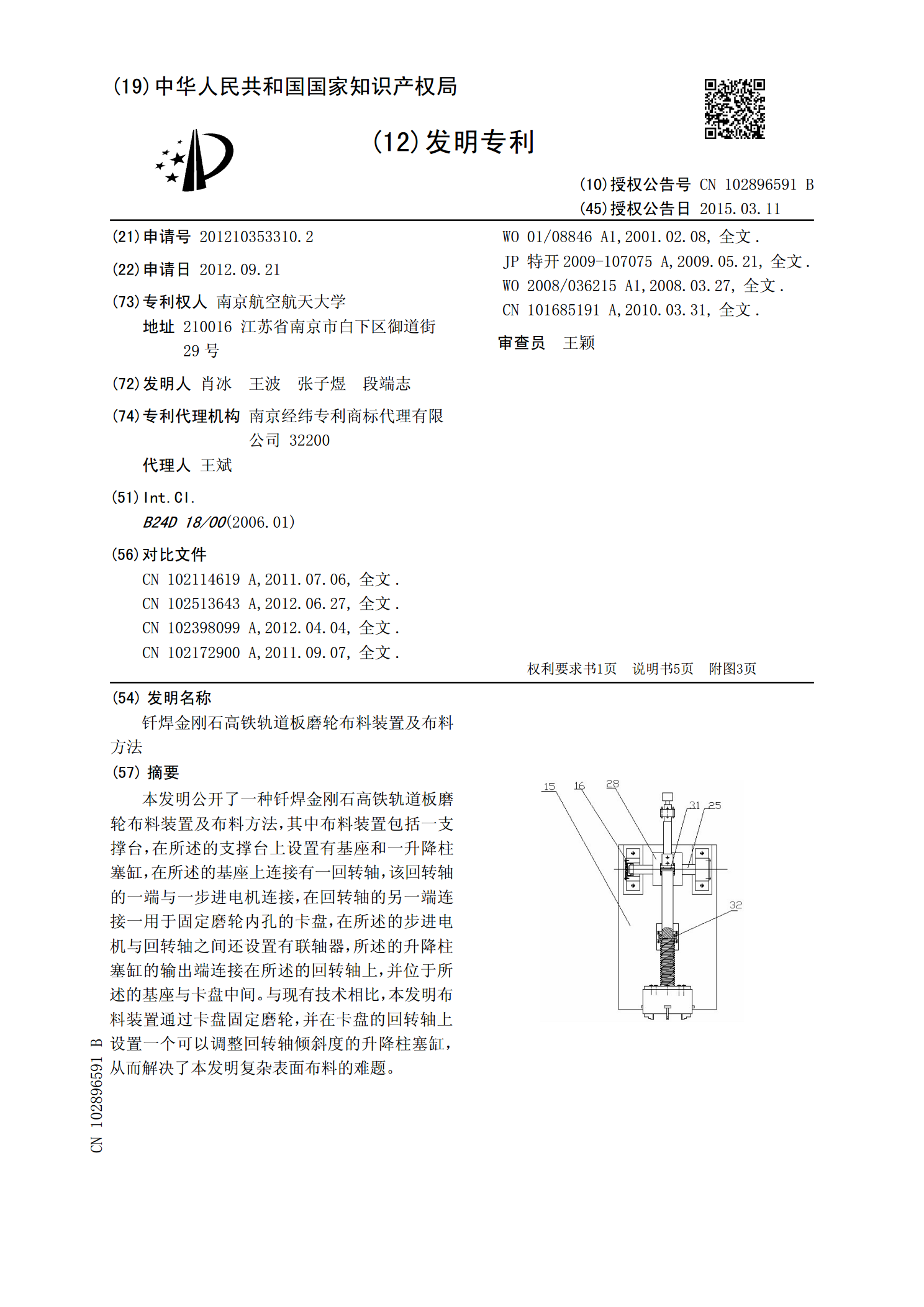
本发明公开了一种钎焊金刚石高铁轨道板磨轮布料装置及布料方法,其中布料装置包括一支撑台,在所述的支撑台上设置有基座和一升降柱塞缸,在所述的基座上连接有一回转轴,该回转轴的一端与一步进电机连接,在回转轴的另一端连接一用于固定磨轮内孔的卡盘,在所述的步进电机与回转轴之间还设置有联轴器,所述的升降柱塞缸的输出端连接在所述的回转轴上,并位于所述的基座与卡盘中间。与现有技术相比,本发明布料装置通过卡盘固定磨轮,并在卡盘的回转轴上设置一个可以调整回转轴倾斜度的升降柱塞缸,从而解决了本发明复杂表面布料的难题。

钎焊金刚石磨高速铁路轨道板砂轮.pdf
一种钎焊金刚石磨高速铁路轨道板砂轮,包括有以钢铁为材质的砂轮基体,其特点是砂轮基体的外圆和端面一侧的表面上钎焊有金刚石磨面层,所述砂轮基体表面的金刚石面层上依次设有3个金刚石磨区:研磨区a、研磨区b、研磨区c。本发明在结合方式采用钎焊技术,即将金刚石均匀的钎焊在基体的表面;在砂轮的外观设计上:将研磨区分为三个工作区,按照高速铁路轨道板磨削技术要求及客户需要确定砂轮磨削区面积和排列方式;在各研磨区磨料配方设计上:根据磨削余量和线数度的不同计算磨料的品级、浓度及密度。具有加工效率高、精度高,磨具磨损小、寿命长

高铁轨道板钎焊金刚石磨轮地貌优化方法.pdf
本发明属于高铁轨道板磨轮制造领域,具体涉及一种高铁轨道板钎焊金刚石磨轮磨料排布地貌优化方法。根据回转形磨轮金刚石去除材料的机理,结合磨削参数对单层钎焊金刚石磨轮磨削过程进行数学分析,并以此确定最佳的磨轮表面磨料地貌:磨轮表面磨料采用分段排布,最佳分段数为大于等于65段;每段的排屑槽宽度大于7.2mm;每段布料区与竖直面的夹角最佳区域为55°~65°。本发明确定了高铁轨道板钎焊金刚石磨轮最优地貌,发挥了钎焊金刚石磨轮的最佳磨削性能。
一种基于激光预熔覆制作磨料图案排布钎焊磨轮的方法.pdf
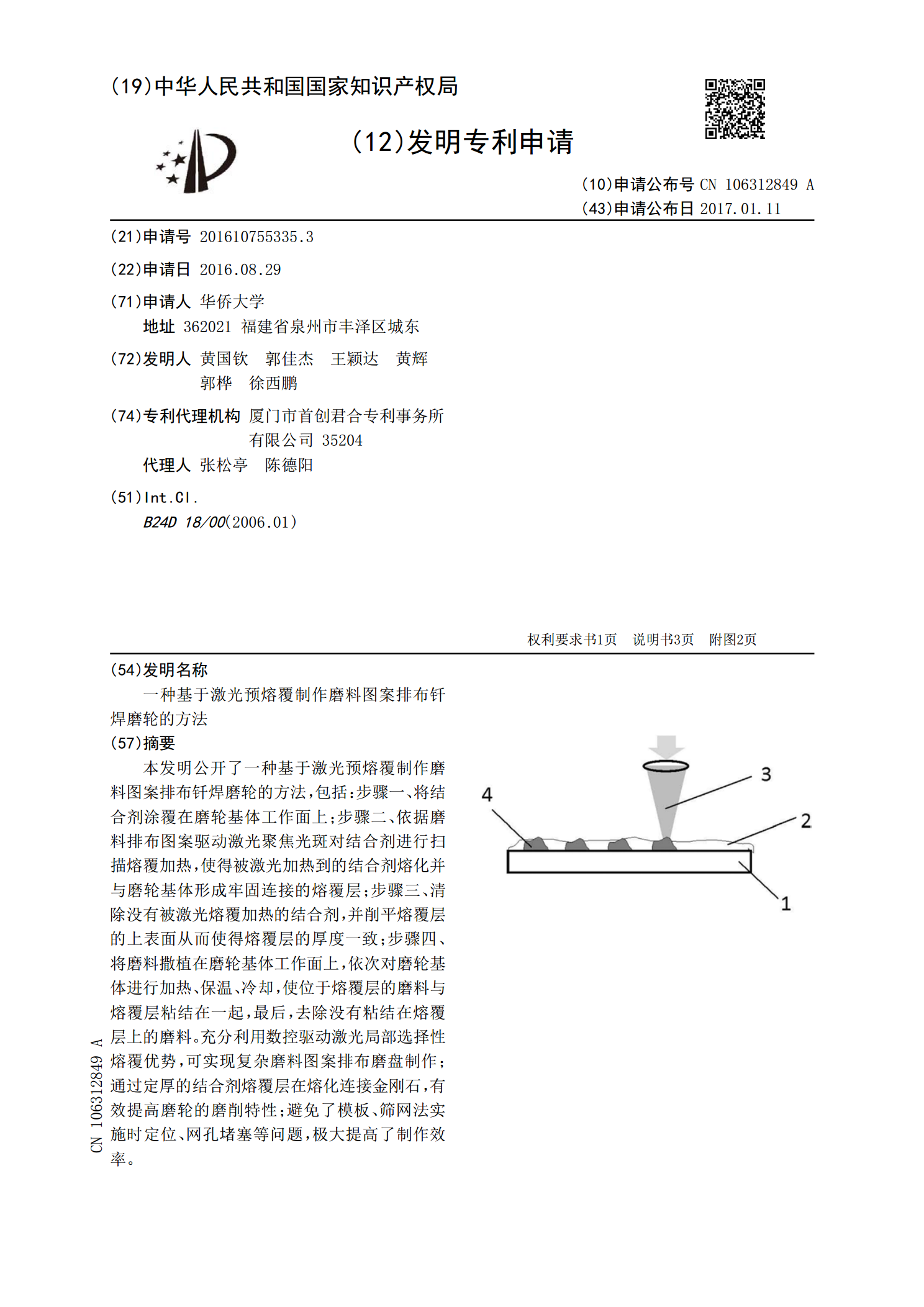
本发明公开了一种基于激光预熔覆制作磨料图案排布钎焊磨轮的方法,包括:步骤一、将结合剂涂覆在磨轮基体工作面上;步骤二、依据磨料排布图案驱动激光聚焦光斑对结合剂进行扫描熔覆加热,使得被激光加热到的结合剂熔化并与磨轮基体形成牢固连接的熔覆层;步骤三、清除没有被激光熔覆加热的结合剂,并削平熔覆层的上表面从而使得熔覆层的厚度一致;步骤四、将磨料撒植在磨轮基体工作面上,依次对磨轮基体进行加热、保温、冷却,使位于熔覆层的磨料与熔覆层粘结在一起,最后,去除没有粘结在熔覆层上的磨料。充分利用数控驱动激光局部选择性熔覆优势,