
不消光高光压延膜的生产工艺.pdf

睿德****找我


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不消光高光压延膜的生产工艺.pdf
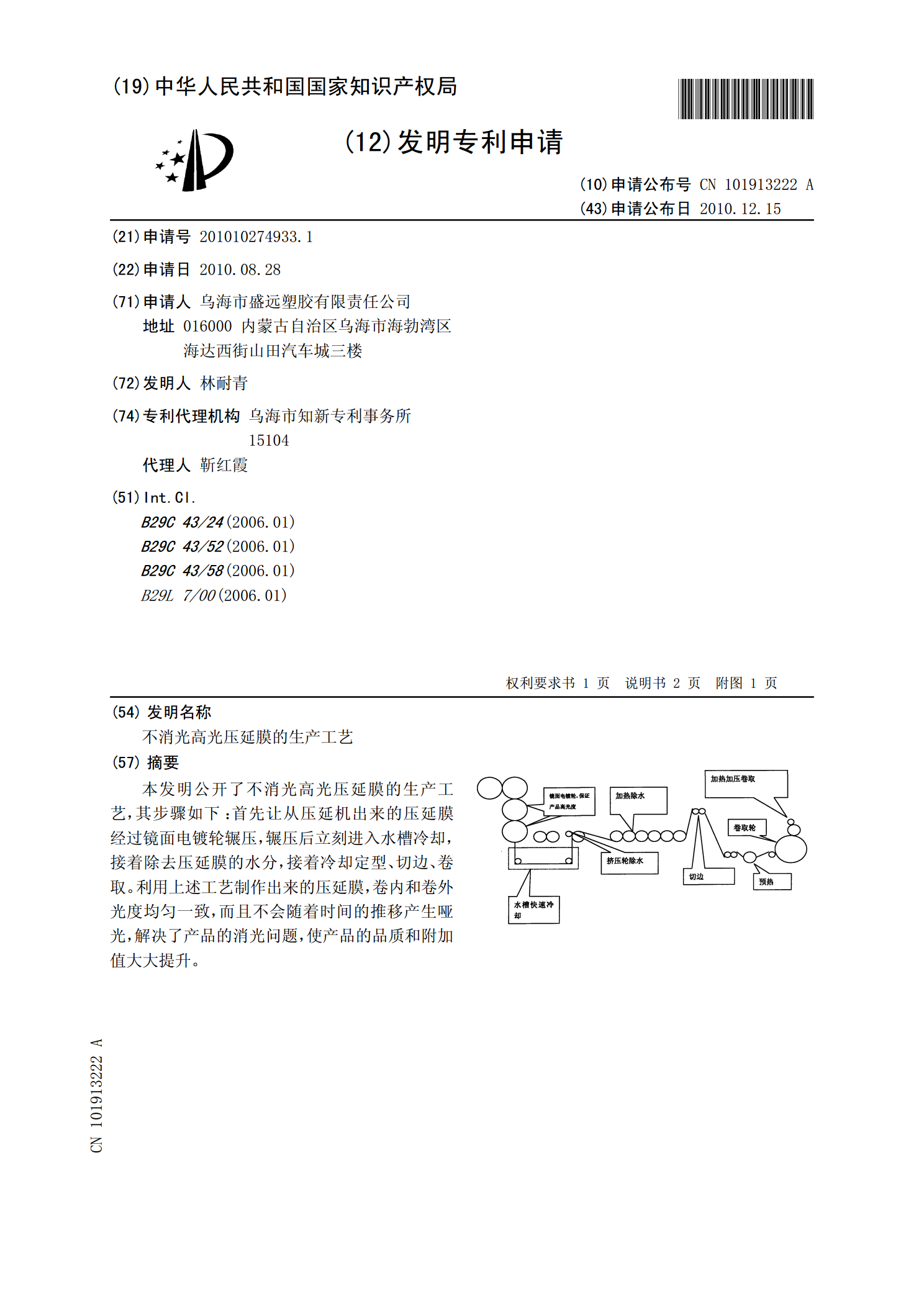
本发明公开了不消光高光压延膜的生产工艺,其步骤如下:首先让从压延机出来的压延膜经过镜面电镀轮辗压,辗压后立刻进入水槽冷却,接着除去压延膜的水分,接着冷却定型、切边、卷取。利用上述工艺制作出来的压延膜,卷内和卷外光度均匀一致,而且不会随着时间的推移产生哑光,解决了产品的消光问题,使产品的品质和附加值大大提升。
高透射率光控膜.pdf
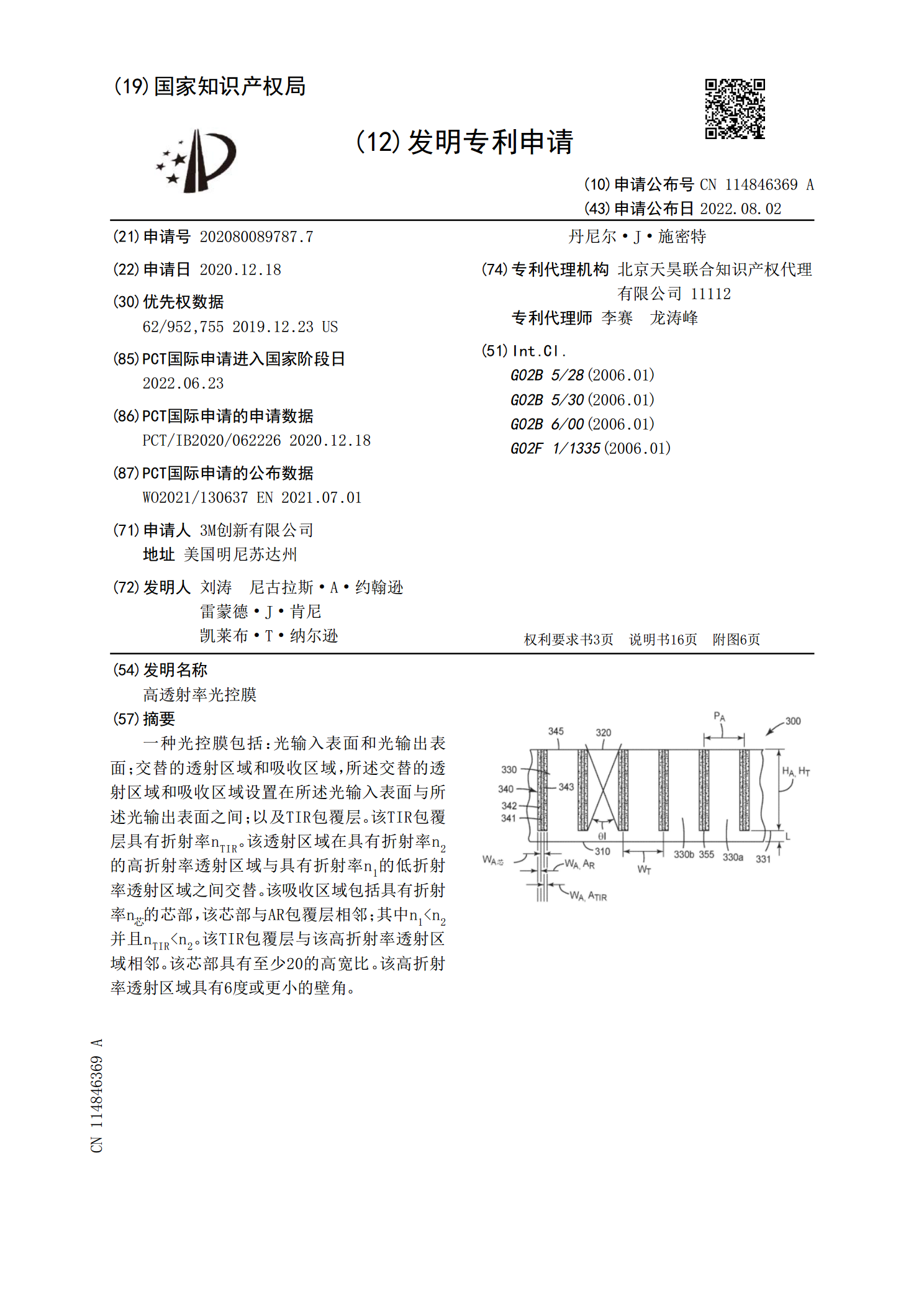
一种光控膜包括:光输入表面和光输出表面;交替的透射区域和吸收区域,所述交替的透射区域和吸收区域设置在所述光输入表面与所述光输出表面之间;以及TIR包覆层。该TIR包覆层具有折射率n<base:Sub>TIR</base:Sub>。该透射区域在具有折射率n<base:Sub>2</base:Sub>的高折射率透射区域与具有折射率n<base:Sub>1</base:Sub>的低折射率透射区域之间交替。该吸收区域包括具有折射率n<base:Sub>芯</base:Sub>的芯部,该芯部与AR包覆层相邻;其中n

永不消失的光作文.docx
永不消失的光作文永不消失的光作文在学习、工作或生活中,大家都跟作文打过交道吧,借助作文可以提高我们的语言组织能力。为了让您在写作文时更加简单方便,下面是小编整理的永不消失的光作文,供大家参考借鉴,希望可以帮助到有需要的朋友。永不消失的光作文1如果说母爱是那初春里的绵绵细雨,那我们便是那初生的幼苗;如果说母爱是一把遮风挡雨的大伞,我们便是那雨中的孩童;如果说母爱是冬日的阳光,那我们便得到了心灵的抚慰,心房的温暖;而母爱也一定会是我们成长道路上的一盏明灯,为我们照亮前方的.路。母爱就是这样,她是永不消失的微光
高耐污高光膜及薄膜生产设备.pdf
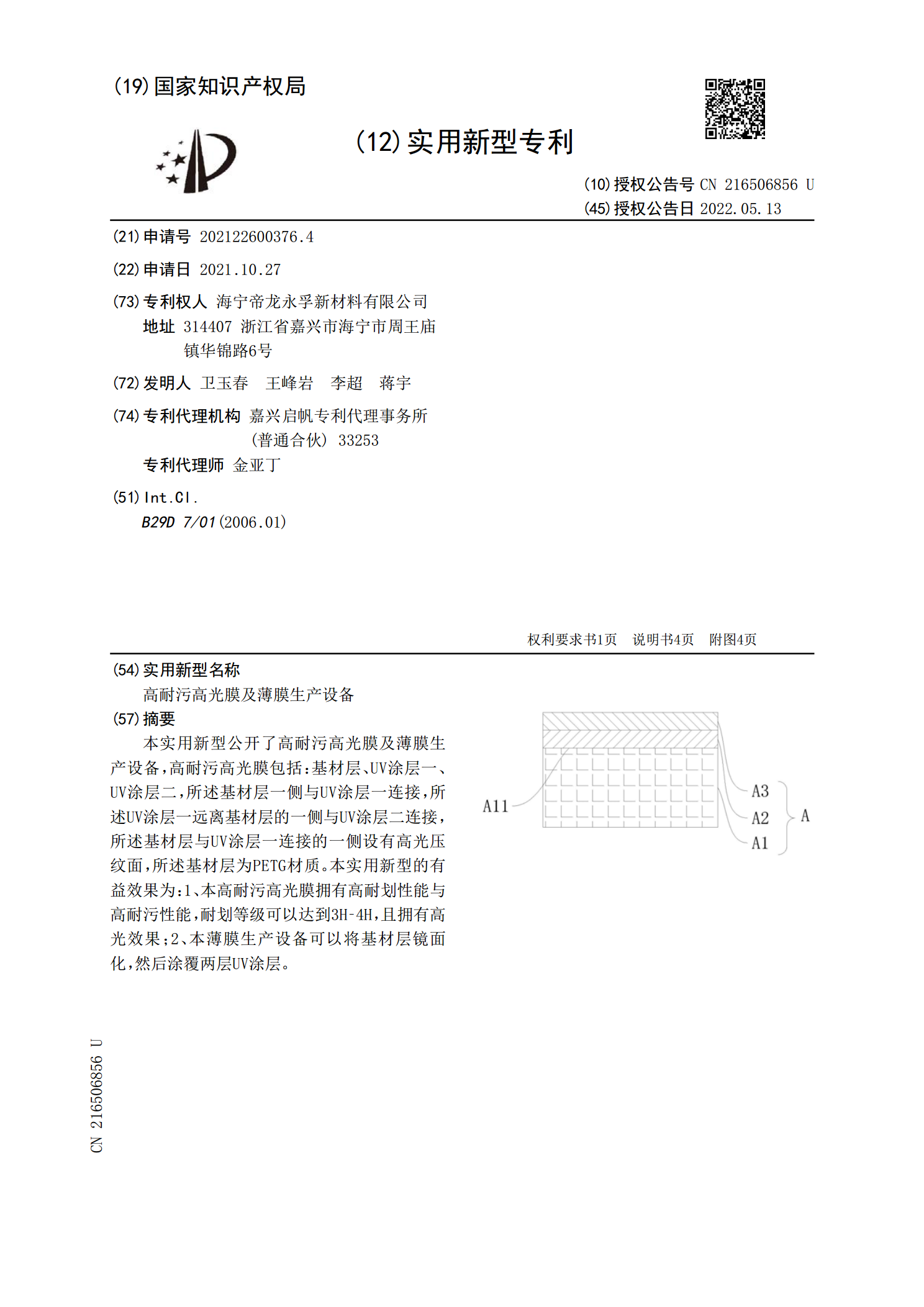
本实用新型公开了高耐污高光膜及薄膜生产设备,高耐污高光膜包括:基材层、UV涂层一、UV涂层二,所述基材层一侧与UV涂层一连接,所述UV涂层一远离基材层的一侧与UV涂层二连接,所述基材层与UV涂层一连接的一侧设有高光压纹面,所述基材层为PETG材质。本实用新型的有益效果为:1、本高耐污高光膜拥有高耐划性能与高耐污性能,耐划等级可以达到3H?4H,且拥有高光效果;2、本薄膜生产设备可以将基材层镜面化,然后涂覆两层UV涂层。

光伏玻璃压延设备用压延辊.pdf
本实用新型公开了光伏玻璃压延设备用压延辊,属于玻璃加工技术领域,包括固定板,固定板上设有两个对称设置的压延辊本体,两个压延辊本体上连接有同一个操作框,操作框内滑动连接有两个对称设置的容纳框。本实用新型通过旋转轴、从动轴和吹风扇叶的配合使用,可以在压延辊本体转动时,在主动齿轮和从动齿轮的作用下使得吹风扇叶转动,进而能够产生一定的风力并朝向压延辊本体吹动,加快压延辊本体表面的散热,防止玻璃与压延辊本体之间出现粘接的情况,并且通过设置移动板和移动轴,能够通过对移动轴进行转动,从而使得两个压延辊本体相对或相背运动