
推压齿轮及齿条.pdf

莉娜****ua

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

推压齿轮及齿条.pdf
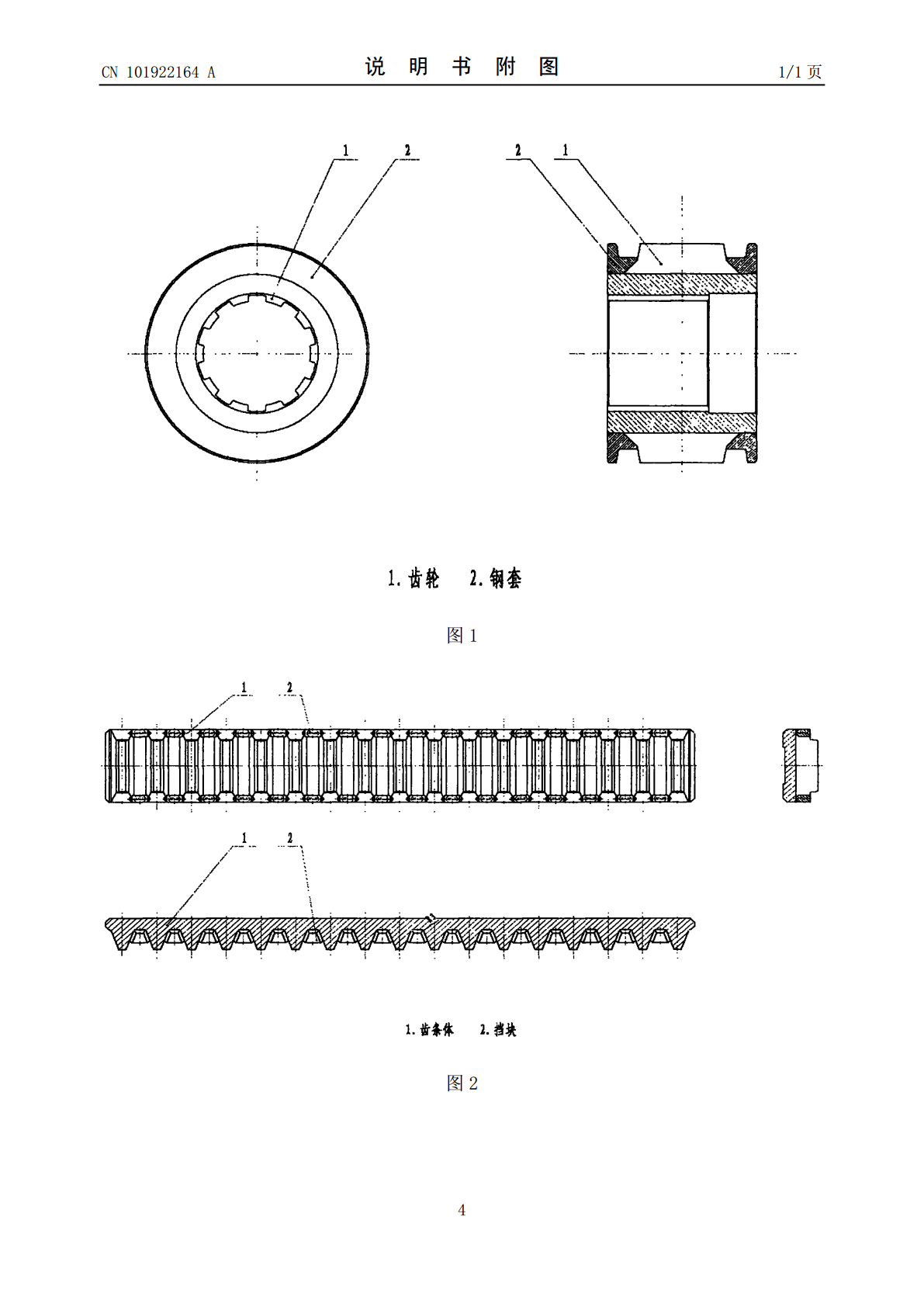
一种新型正铲式电动挖掘机推压机构的齿轮、齿条传动系统。齿轮由齿轮本体和钢套构成;齿条由齿条本体和档块构成。锻件经精加工后,齿轮与钢套焊接成一体,齿条与档块焊接成一体。与传统铸造加工比较,提高材质密度并可以实现齿形和的精确加工,提高啮合精度。使推压机构运行平稳,延长齿轮齿条的寿命。

用于机动车齿轮齿条转向机构的带间隙补偿的推压装置.pdf
本发明涉及一种包括旋转的垫(10)的推压装置(8),垫(10)的内边缘(11)相对于外边缘(12)为偏心的且被应用到齿条(3)的后部(9),以便将齿条(3)的后部推向转向齿轮(5)的齿。间隙补偿机构(17)包含推力构件(19),通过插入在所述推力构件与固定于垫(10)的支座(13)上的元件(23)之间的压缩弹簧(20)将推力构件(19)压靠在垫(10)的径向臂(18)上。可动止挡器(21)相对于元件(23)以可转动的方式安装,可动止挡器(21)包括齿状物,该齿状物具有与推力构件(19)的凹槽相配合的错列齿
一种推压齿轮.pdf
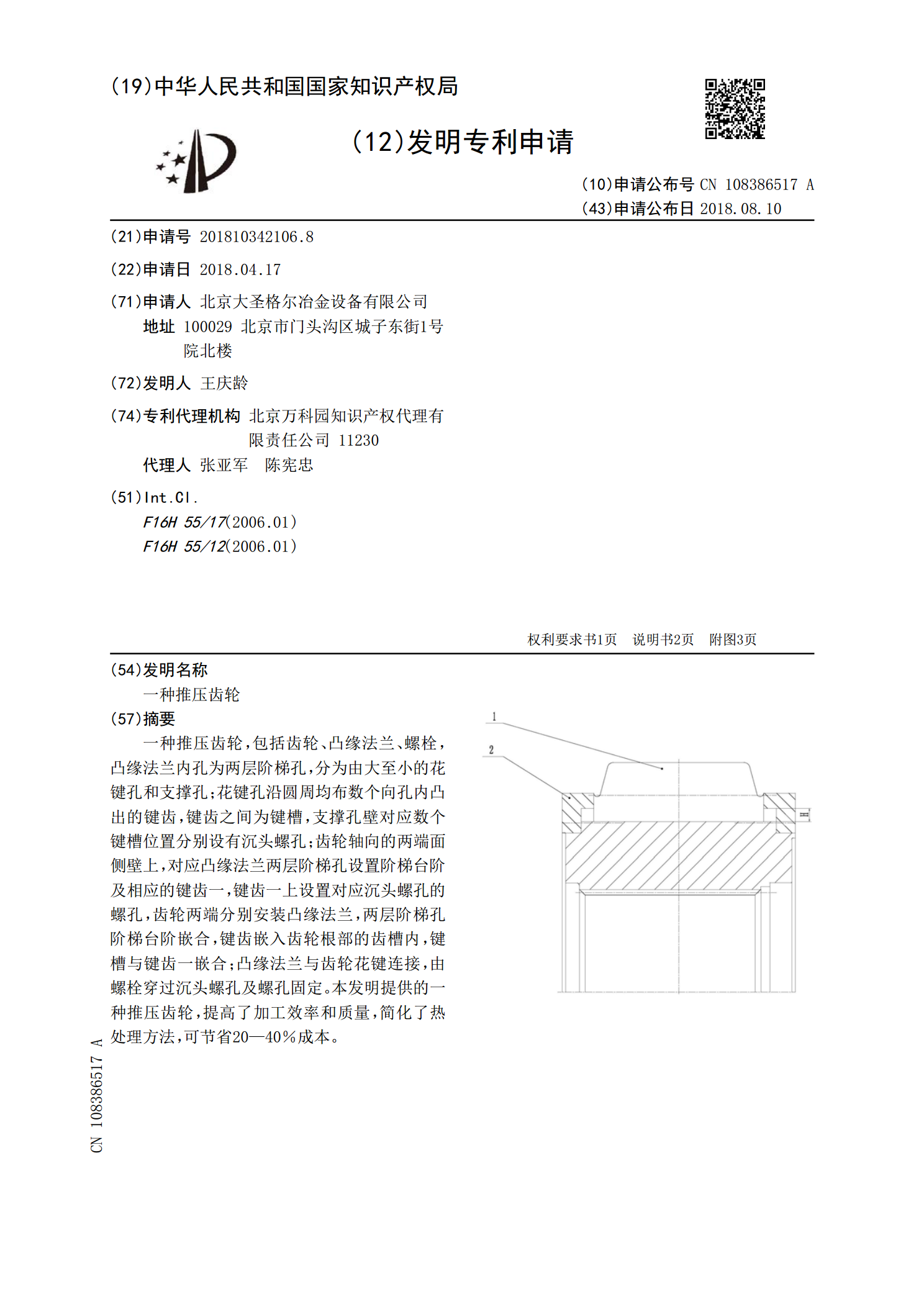
一种推压齿轮,包括齿轮、凸缘法兰、螺栓,凸缘法兰内孔为两层阶梯孔,分为由大至小的花键孔和支撑孔;花键孔沿圆周均布数个向孔内凸出的键齿,键齿之间为键槽,支撑孔壁对应数个键槽位置分别设有沉头螺孔;齿轮轴向的两端面侧壁上,对应凸缘法兰两层阶梯孔设置阶梯台阶及相应的键齿一,键齿一上设置对应沉头螺孔的螺孔,齿轮两端分别安装凸缘法兰,两层阶梯孔阶梯台阶嵌合,键齿嵌入齿轮根部的齿槽内,键槽与键齿一嵌合;凸缘法兰与齿轮花键连接,由螺栓穿过沉头螺孔及螺孔固定。本发明提供的一种推压齿轮,提高了加工效率和质量,简化了热处理方法

齿轮与齿条.pdf
本发明设计的齿轮与齿条,包括一个以圆的渐开线为齿廓线的直齿圆柱齿轮1和一个具有圆柱啮合面的齿条2,齿条2为一凹槽形构件,构件上安装有众多的向心轴承组3,轴承组的内轴的圆柱面将作为齿条的啮合面,众多的轴承组的内轴的圆柱面的一侧与齿条垂线的切点将作为齿条上与齿轮啮合的固定的活的啮合点,各啮合点连线为一直线,平行于齿条,并且是齿轮基圆的切线,这一连线将作为距离或能量(力)传递路线。按齿轮的一个单齿面在齿条方向传递的距离设置齿条齿距。
齿轮专用齿条.pdf
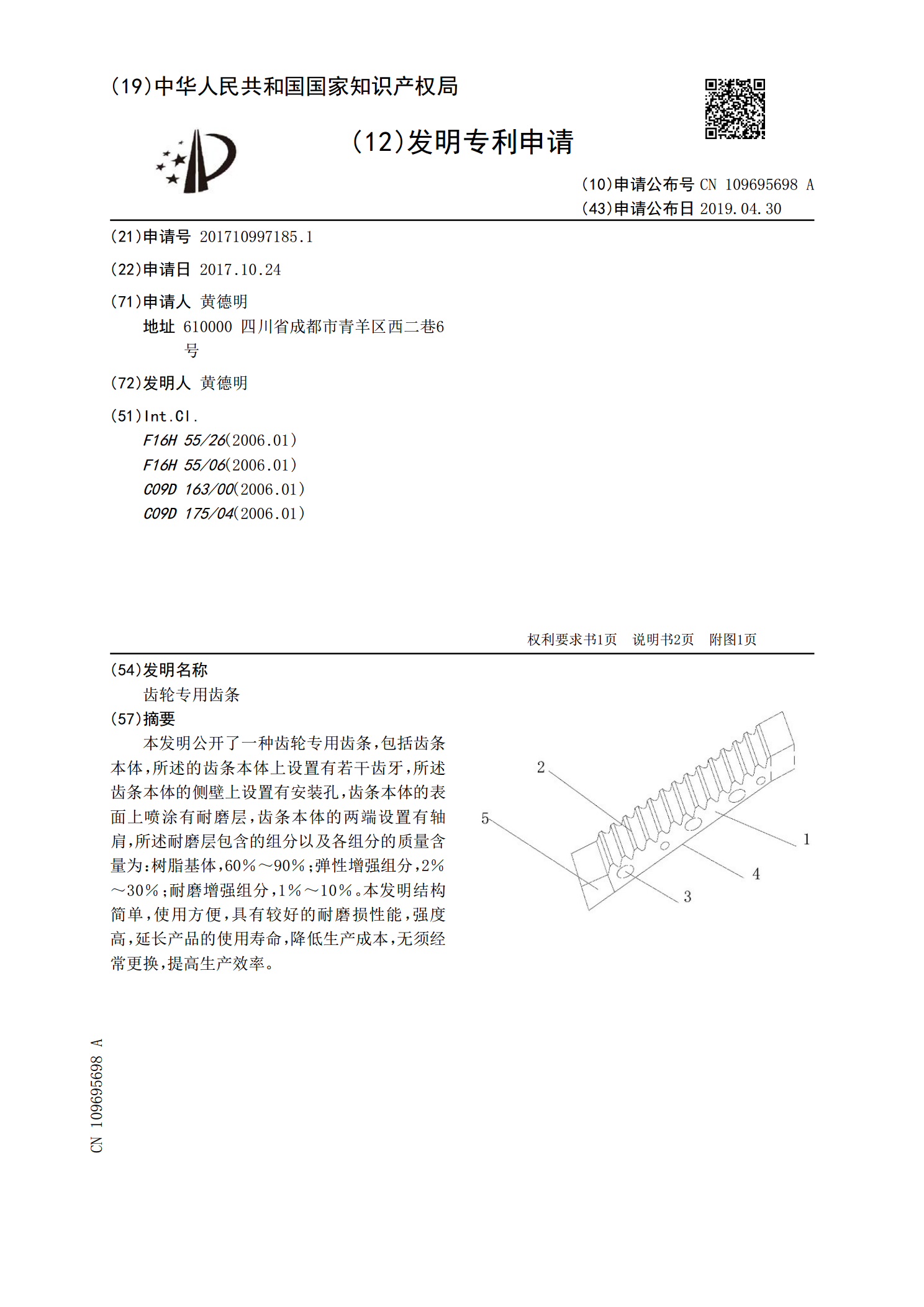
本发明公开了一种齿轮专用齿条,包括齿条本体,所述的齿条本体上设置有若干齿牙,所述齿条本体的侧壁上设置有安装孔,齿条本体的表面上喷涂有耐磨层,齿条本体的两端设置有轴肩,所述耐磨层包含的组分以及各组分的质量含量为:树脂基体,60%~90%;弹性增强组分,2%~30%;耐磨增强组分,1%~10%。本发明结构简单,使用方便,具有较好的耐磨损性能,强度高,延长产品的使用寿命,降低生产成本,无须经常更换,提高生产效率。