
特大圆柱滚子端面精密磨削方法.pdf

听容****55


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

特大圆柱滚子端面精密磨削方法.pdf
本发明公开了一种特大圆柱滚子端面精密磨削方法,其是利用磁极将圆柱滚子的一端面紧密吸附,圆柱滚子的滚动面定位在相对竖直线形成一角度的定位机构上,其滚子转动采用旋转磁极吸附驱动方式,滚子中心线与砂轮回转中心线相互平行,并各自围绕自己的中心线旋转,通过装有砂轮的磨头轴向运动产生磨削,滚子端面磨好后,磨头退回,取下加工好的工件,装夹欲加工的工件,周而复始,进行下一加工循环。本发明所述的方法,与现有方法相比工件定位稳定精确,加工时工件运转平稳,砂轮修整便利,进刀位置易于控制。

圆柱滚子双端面磨削装置及磨削方法.pdf
圆柱滚子双端面磨削装置及磨削方法是一种轴承加工技术,其结构关系是,内盘用螺钉固定在工件轴箱单元的中心轴上,中间保持架用螺钉固定在保持架连接板上,保持架连接板用螺钉固定在工件轴箱单元的空心轴上,定位销单元通过螺钉固定在保持架连接板上,定位盘用螺钉固定在工件箱单元上,工件轴箱单元用螺钉固定在床身上,右外压紧软带、左外压紧软带绕中间保持架外延;支撑轮单元、右张紧轮单元及左张紧轮单元用螺钉固定在工件箱单元上面;右砂轮单元、左砂轮单元用螺钉固定在床身上;右修正器单元、左修正器单元用螺钉固定在床身上;换向槽单元用螺钉

圆柱滚子双端面磨削质量的保证方法.docx
圆柱滚子双端面磨削质量的保证方法圆柱滚子双端面磨削是一种常用的加工方法,用于加工圆柱滚子的两个端面,通常被应用于滚动轴承、机床和汽车等领域。在进行圆柱滚子双端面磨削时,为了保证质量的一致性和稳定性,需要采取一系列的保证方法。以下将介绍几种常用的保证方法:1.磨削设备的选择:选择高质量的磨削设备是保证磨削质量的第一步。优质的磨削设备具有高精度、稳定性好的特点,能够提供稳定的磨削力和精确的尺寸控制,从而保证磨削质量的稳定性。2.磨削刀具的选择:合理选择磨削刀具对于保证磨削质量至关重要。磨削刀具的选择应考虑滚子

圆柱滚子双端面磨削圆跳动分析.docx
圆柱滚子双端面磨削圆跳动分析圆柱滚子是一种常见的机械元件,其应用广泛。在制造过程中,精确磨削圆柱滚子的端面是非常重要的,因为端面的质量直接影响到滚子的性能和寿命。在端面磨削过程中,一项重要的指标是圆柱滚子的圆跳动。本文将分析圆柱滚子双端面磨削时的圆跳动问题,并提供可能的解决方法。首先,我们来了解一下什么是圆跳动。圆跳动是指在旋转过程中,滚子端面的偏心距离产生的径向运动。其中,圆跳动的大小受到多种因素的影响,比如磨削工艺参数、机床状态、磨削轮和工件材料等。圆跳动过大会导致滚子端面的不均匀磨削,从而影响到滚子
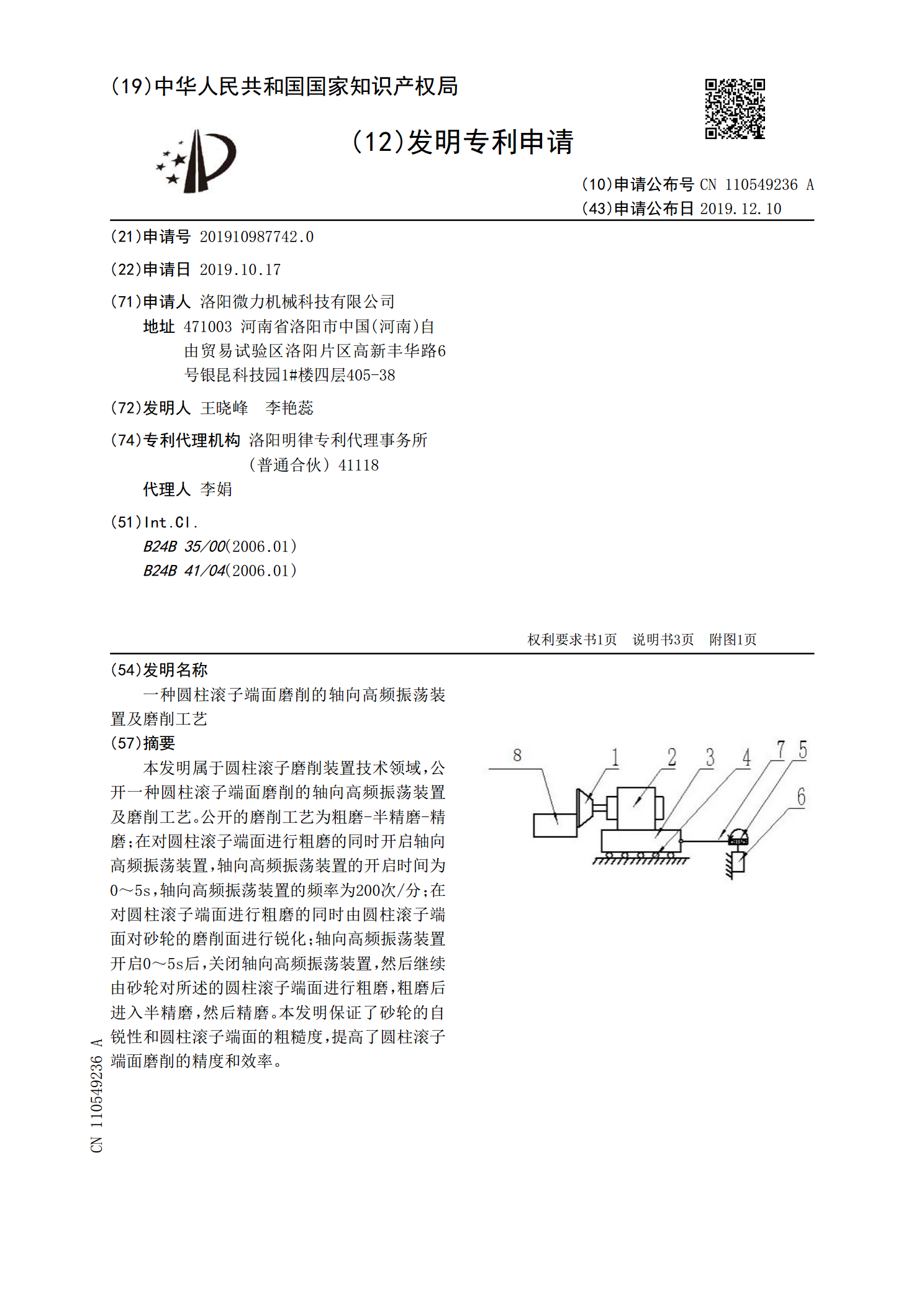
一种圆柱滚子端面磨削的轴向高频振荡装置及磨削工艺.pdf
本发明属于圆柱滚子磨削装置技术领域,公开一种圆柱滚子端面磨削的轴向高频振荡装置及磨削工艺。公开的磨削工艺为粗磨‑半精磨‑精磨;在对圆柱滚子端面进行粗磨的同时开启轴向高频振荡装置,轴向高频振荡装置的开启时间为0~5s,轴向高频振荡装置的频率为200次/分;在对圆柱滚子端面进行粗磨的同时由圆柱滚子端面对砂轮的磨削面进行锐化;轴向高频振荡装置开启0~5s后,关闭轴向高频振荡装置,然后继续由砂轮对所述的圆柱滚子端面进行粗磨,粗磨后进入半精磨,然后精磨。本发明保证了砂轮的自锐性和圆柱滚子端面的粗糙度,提高了圆柱滚子