
砂轮修磨器.pdf

Ch****91


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

砂轮修磨器.pdf
本发明实施例公开了一种砂轮修磨器,包括:安装座(1);可滑动设置在安装座(1)上的第一滑块(2);可滑动设置在第一滑块(2)上,且滑动方向与第一滑块(2)的滑动方向垂直的第二滑块(3),第二滑块(3)在其滑动方向的端部设置有金刚笔(32),第二滑块(3)的底部设置有丝杠安装件(33),且其上设置有丝杠安装孔,第二滑块(3)的一侧设置有止动螺钉(31);沿着第二滑块(3)的滑动方向,一端轴向定位在第一滑块(2)上,另一端与丝杠安装孔配合的丝杠(7)。本发明提供的砂轮修磨器提高了对砂轮的修磨质量,同时提高了工

全自动砂轮修磨机.pdf
本发明涉及砂轮修磨的技术领域,提供了一种全自动砂轮修磨机,包括机架,其还包括设置在机架上的控制装置、影像观测装置、待磨件固定装置及砂轮修磨装置;砂轮修磨装置,砂轮修磨装置包括转台、水平设置在转台上方的进给滑板、用于驱动进给滑板移动的进给装置、设置在进给滑板上方的往复滑板、用于驱动往复滑板相对于待磨砂轮往复运动的往复装置、设置在往复滑板上的第二座体、设置在第一座体的第二主轴和用于驱动第二主轴转动的第二转动机构,且进给滑板的进给方向与往复滑板的往复方向相垂直,第二主轴上设置有修磨砂轮。与现有技术对比,本发明提
一种修磨半径可变的圆弧砂轮修磨设备.pdf
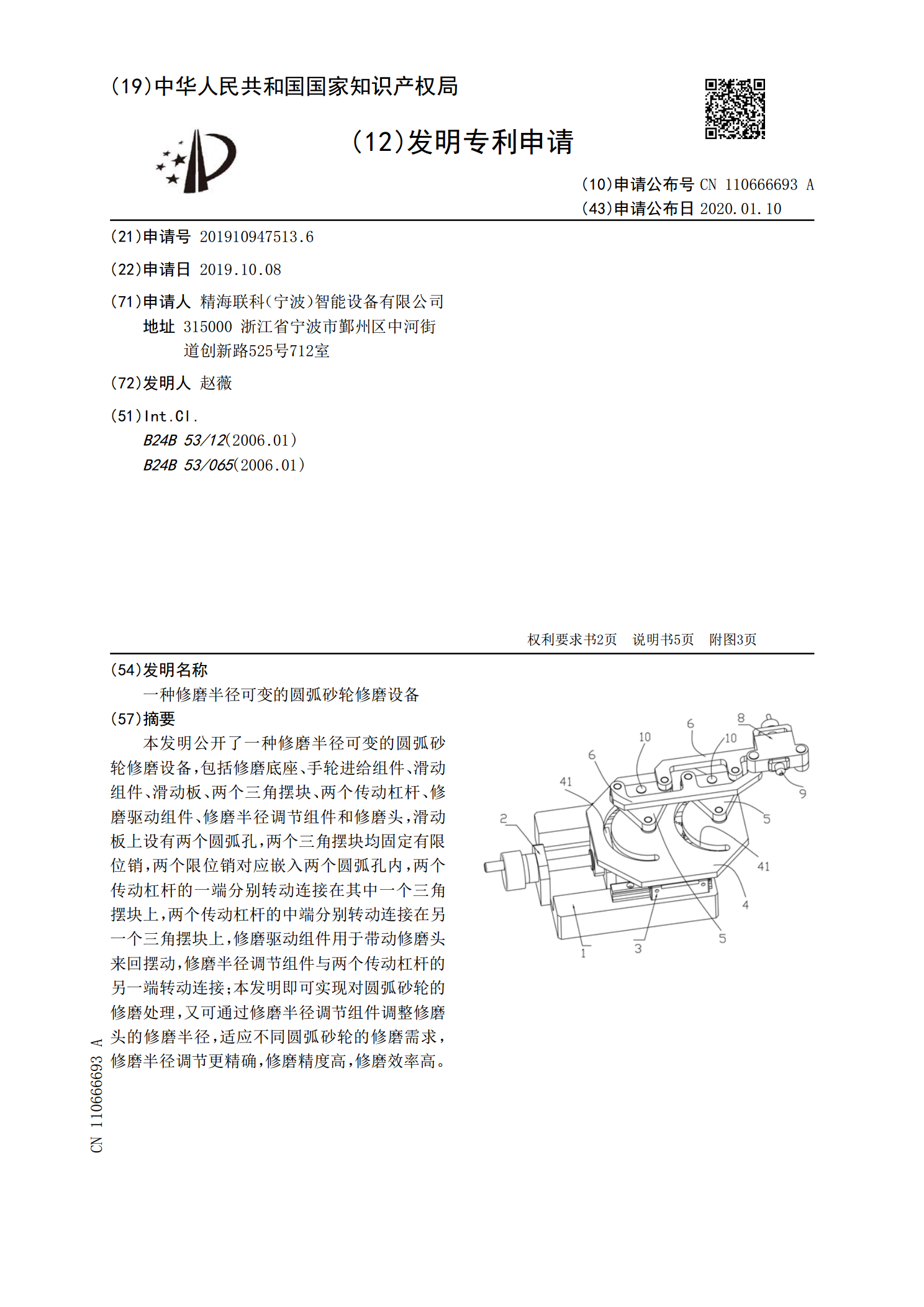
本发明公开了一种修磨半径可变的圆弧砂轮修磨设备,包括修磨底座、手轮进给组件、滑动组件、滑动板、两个三角摆块、两个传动杠杆、修磨驱动组件、修磨半径调节组件和修磨头,滑动板上设有两个圆弧孔,两个三角摆块均固定有限位销,两个限位销对应嵌入两个圆弧孔内,两个传动杠杆的一端分别转动连接在其中一个三角摆块上,两个传动杠杆的中端分别转动连接在另一个三角摆块上,修磨驱动组件用于带动修磨头来回摆动,修磨半径调节组件与两个传动杠杆的另一端转动连接;本发明即可实现对圆弧砂轮的修磨处理,又可通过修磨半径调节组件调整修磨头的修磨半

一种砂轮修磨机.pdf
本发明公开一种砂轮修磨机,包括发射激光的激光器以及控制激光束的焦点进给运动的轨迹的控制器。本发明由于利用激光对砂轮进行修磨,进而可以通过精确的控制激光束的切削轨迹,实现对砂轮进行精确的修磨,可以准确获得所需砂轮磨削部分的曲面,提高砂轮边缘处曲面的精度和质量,提高修磨成功率;同时,由于激光焦点所到之处均可以确保砂轮被切削掉,激光对砂轮的切削量不会产生误差,也就是说,切削的误差也将会降到更低,进一步提高了砂轮的修磨精度,对于同一种规格的砂轮,可以实现批量的修磨,多个砂轮之间保持极好的一致性。另外,激光修磨砂轮

导轨磨床砂轮厚度修磨装置.pdf
本发明公开了一种导轨磨床砂轮厚度修磨装置,该装置包括磁性基体、金刚笔、双头螺柱、夹头和压紧螺母,双头螺柱的一端与安装在工作台上的磁性基体连接,另一端与夹头连接;金刚笔安装在夹头上;夹头通过压紧螺母设置在双头螺柱上。本发明能综合各规格导轨倒角尺寸,调整砂轮与工作台之间的缝隙,节省了大量的劳动力,操作更省时、更精确。