
在轴类零件表面制备高致密度涂层的喷涂-旋压方法.pdf

邻家****ng


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

在轴类零件表面制备高致密度涂层的喷涂-旋压方法.pdf
本发明涉及一种在轴类零件表面制备高致密度涂层的喷涂-旋压方法,所述方法包括以下工艺过程:轴类零件热旋中,在旋轮即将压到的轴类零件表面局部,采用SHS反应热喷涂方法热喷涂金属、金属陶瓷或陶瓷涂层后,趁热立即对其进行旋压加工。使涂层在旋轮的压力下产生显著的塑性变形,从而消除涂层的孔隙,大幅度提高涂层的致密度、涂层的内聚强度和涂层与轴类零件间的界面结合强度。

轴类零件表面制备低裂纹率涂层的激光熔覆-旋压法.pdf
本发明涉及一种轴类零件表面制备低裂纹率涂层的激光熔覆-旋压法。所述方法包括以下工艺过程:将激光熔覆设备与旋压设备邻近放置,经绑定,使激光熔覆设备的最佳参数的光斑始终照射在旋压设备的旋轮即将旋压到的轴类零件表面局部,用预涂法或送粉法在轴类零件表面激光熔覆涂层材料,熔覆后,随着轴类零件的旋转和旋轮的进给,趁热立即对熔覆层进行旋压加工,使熔覆层在旋压力作用下产生塑性变形。熔覆层在旋轮旋压力作用下产生塑性变形、压合微裂纹、消除熔覆层的残余应力、消除孔隙,达到显著提高熔覆层完整性、致密度、与基体结合强度、熔覆层内聚
一种玻璃表面冷喷涂涂层的制备方法.pdf
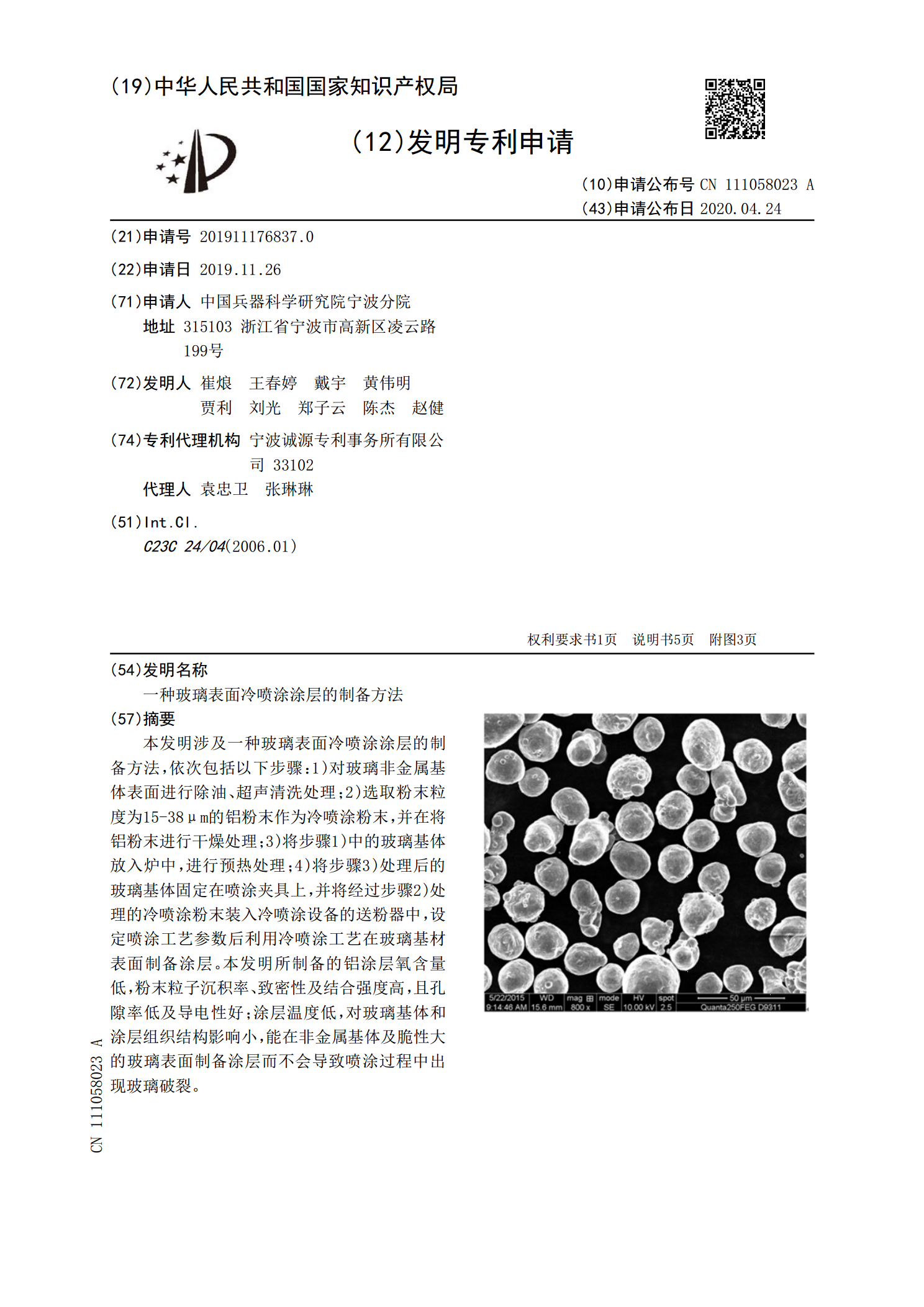
本发明涉及一种玻璃表面冷喷涂涂层的制备方法,依次包括以下步骤:1)对玻璃非金属基体表面进行除油、超声清洗处理;2)选取粉末粒度为15‑38μm的铝粉末作为冷喷涂粉末,并在将铝粉末进行干燥处理;3)将步骤1)中的玻璃基体放入炉中,进行预热处理;4)将步骤3)处理后的玻璃基体固定在喷涂夹具上,并将经过步骤2)处理的冷喷涂粉末装入冷喷涂设备的送粉器中,设定喷涂工艺参数后利用冷喷涂工艺在玻璃基材表面制备涂层。本发明所制备的铝涂层氧含量低,粉末粒子沉积率、致密性及结合强度高,且孔隙率低及导电性好;涂层温度低,对玻璃

复合材料零件表面喷涂铝涂层工艺.docx
复合材料零件表面喷涂铝涂层工艺Title:SurfaceCoatingProcessofAluminumCoatingsonCompositePartsAbstract:Compositematerialshavegainedincreasingattentioninvariousindustriesduetotheirexceptionalmechanicalpropertiesandlightweightnature.However,thesematerialsoftenlackadequatesur

基于轴类部件磨损修复的冷喷涂涂层制备及性能研究.docx
基于轴类部件磨损修复的冷喷涂涂层制备及性能研究摘要轴类部件在使用过程中往往会因为磨损导致运转不顺畅,甚至损坏。为了解决这一问题,本文采用冷喷涂技术制备涂层,并测试其性能表现。研究结果表明,冷喷涂涂层能够有效提高轴类部件的磨损性能,延长使用寿命,这为相关工业领域的应用提供了新的技术支持。关键词:轴类部件;磨损修复;冷喷涂;涂层;性能测试引言轴类部件是机械设备中非常重要的组成部分,其运行状态直接影响着整个系统的性能表现。然而,在使用过程中,因为部件之间的摩擦作用,轴类部件表面会逐渐产生磨损现象。这种磨损不仅会