
电动注塑机锁模力的自动调节系统及调节方法.pdf

戊午****jj


1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电动注塑机锁模力的自动调节系统及调节方法.pdf
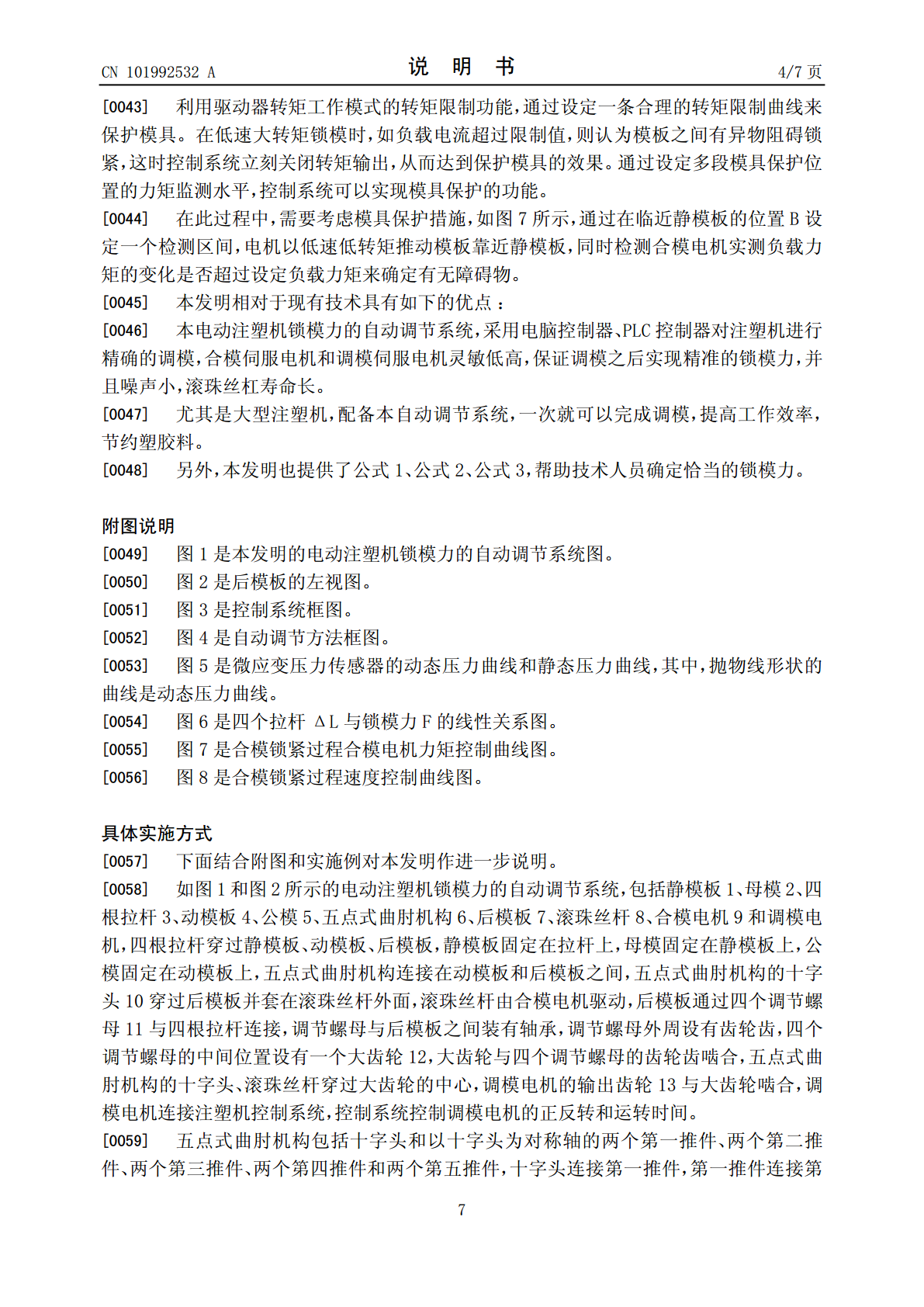
本发明公开了一种电动注塑机锁模力的自动调节系统,四根拉杆穿过静模板、动模板、后模板,静模板固定在拉杆上,五点式曲肘机构连接在动模板和后模板之间,五点式曲肘机构的十字头穿过后模板并套在滚珠丝杆外面,滚珠丝杆由合模电机驱动,后模板通过四个调节螺母与四根拉杆连接,调节螺母与后模板之间装有轴承,调节螺母外周设有齿轮齿,四个调节螺母的中间位置设有一个大齿轮,大齿轮与四个调节螺母的齿轮齿啮合,五点式曲肘机构的十字头、滚珠丝杆穿过大齿轮的中心,调模电机的输出齿轮与大齿轮啮合,调模电机连接注塑机控制系统。本发明的另一目的

注塑机合模机构及其合模力平衡调节方法.pdf
本发明公开了一种注塑机合模机构及其合模力平衡调节方法,包括后模板(1)、动模板(2)、前模板(3)、肘杆机构(4)和四根拉杆(5),所述的合模机构还包括拉杆调节机构,所述的拉杆调节机构包括均与四根拉杆(5)一一对应的应变片(6)、伺服电机(7)和前螺母(8),所述的应变片(6)在四根拉杆(5)上的位置和方向一致,所述的前螺母(8)的外周面为齿轮状,所述的伺服电机(7)上连接有驱动齿轮(9),所述的驱动齿轮(9)与前螺母(8)的外周面相啮合;并经过闭环反馈控制的平衡调节方法,实现四根拉杆的受力均匀,从而起到

自动调节系统的电算方法.docx
自动调节系统的电算方法自动调节系统的电算方法摘要:自动调节系统是一种通过自动反馈和控制方法来实现对系统参数或变量的调节和控制的系统。这种系统在现代工业生产和控制领域具有广泛的应用。本文旨在介绍自动调节系统的电算方法,包括经典的控制算法以及现代的自适应控制算法。引言自动调节系统是实现工业生产和控制过程中重要的组成部分。它可以通过监测系统参数或变量的变化,并根据预定的规则对其进行调节和控制。自动调节系统包括传感器、执行器和控制算法等多个组件,其中控制算法是实现系统自动调节的关键。一、经典的控制算法1.比例控制

一种自动背光调节方法及自动背光调节系统.pdf
本发明公开了一种自动背光调节方法及自动背光调节系统,该方法包括采集环境光的光照强度值;根据所述光照强度值和选择的背光调节等级,从预设的背光调节表中确定与所述光照强度值和所述背光调节等级对应的目标背光亮度值;将当前的背光亮度值调节至所述目标背光亮度值。本发明提供的一种自动背光调节方法及自动背光调节系统,通过根据环境光的光照强度值和选择的背光调节等级自动调节流媒体后视镜的背光亮度,使得流媒体后视镜不易因外界环境亮度变化而影响观察效果,能够提升驾驶员的观察舒适度以及提高行车安全性。
矿井通风风窗自动调节系统及调节方法.pdf
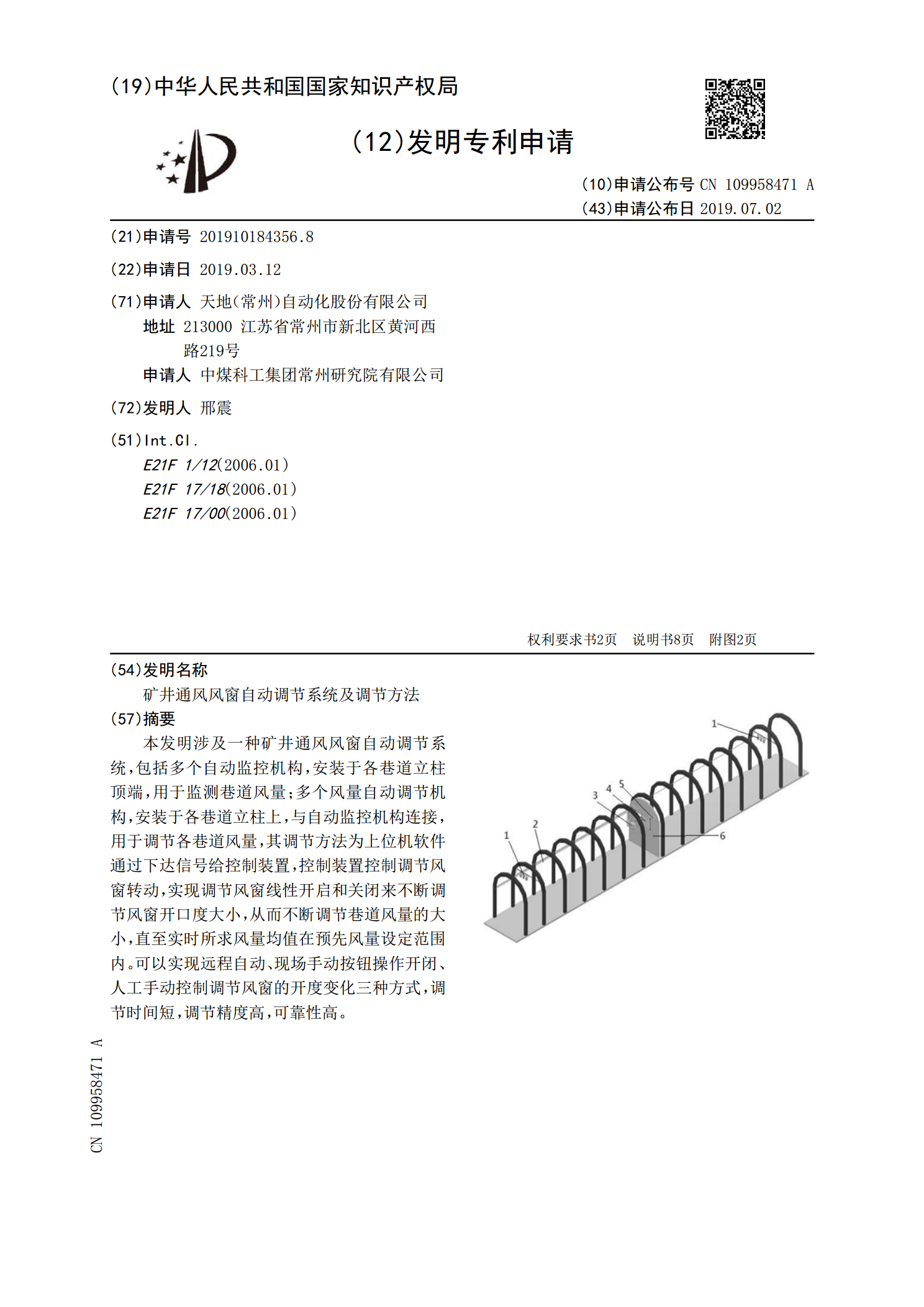
本发明涉及一种矿井通风风窗自动调节系统,包括多个自动监控机构,安装于各巷道立柱顶端,用于监测巷道风量;多个风量自动调节机构,安装于各巷道立柱上,与自动监控机构连接,用于调节各巷道风量,其调节方法为上位机软件通过下达信号给控制装置,控制装置控制调节风窗转动,实现调节风窗线性开启和关闭来不断调节风窗开口度大小,从而不断调节巷道风量的大小,直至实时所求风量均值在预先风量设定范围内。可以实现远程自动、现场手动按钮操作开闭、人工手动控制调节风窗的开度变化三种方式,调节时间短,调节精度高,可靠性高。