
自动轴承滚子车床.pdf

安双****文章


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自动轴承滚子车床.pdf
自动轴承滚子车床,其特征是车床主体结构包括两个主轴,车外圆主轴Ⅰ和车外圆主轴Ⅱ,一个数控刀架,一个切断刀架。工件通过液压卡盘轮换自动卡紧在两个工件主轴上,可以实现对工件所有工序的自动加工,数控刀架和切断刀架可以同时对工件进行加工。本发明克服了现有技术的不足,具有设计合理,体积较小,结构紧凑,操作方便,质量较好,自动化程度高,涵盖滚子规格范围广,工作效率高,节约成本,可批量化生产的特点。

高速铁路轴承滚子半自动车床的改造.docx
高速铁路轴承滚子半自动车床的改造Abstract:Withthedevelopmentofhigh-speedrailways,thebearingsusedinhigh-speedtrainsarerequiredtohavehighprecisionandstability,andtheprocessingtechnologyofbearingshasalsobeengreatlyimproved.Thispaperintroducesthetransformationofasemi-automati
一种轴承滚子车床自动上料装置.pdf
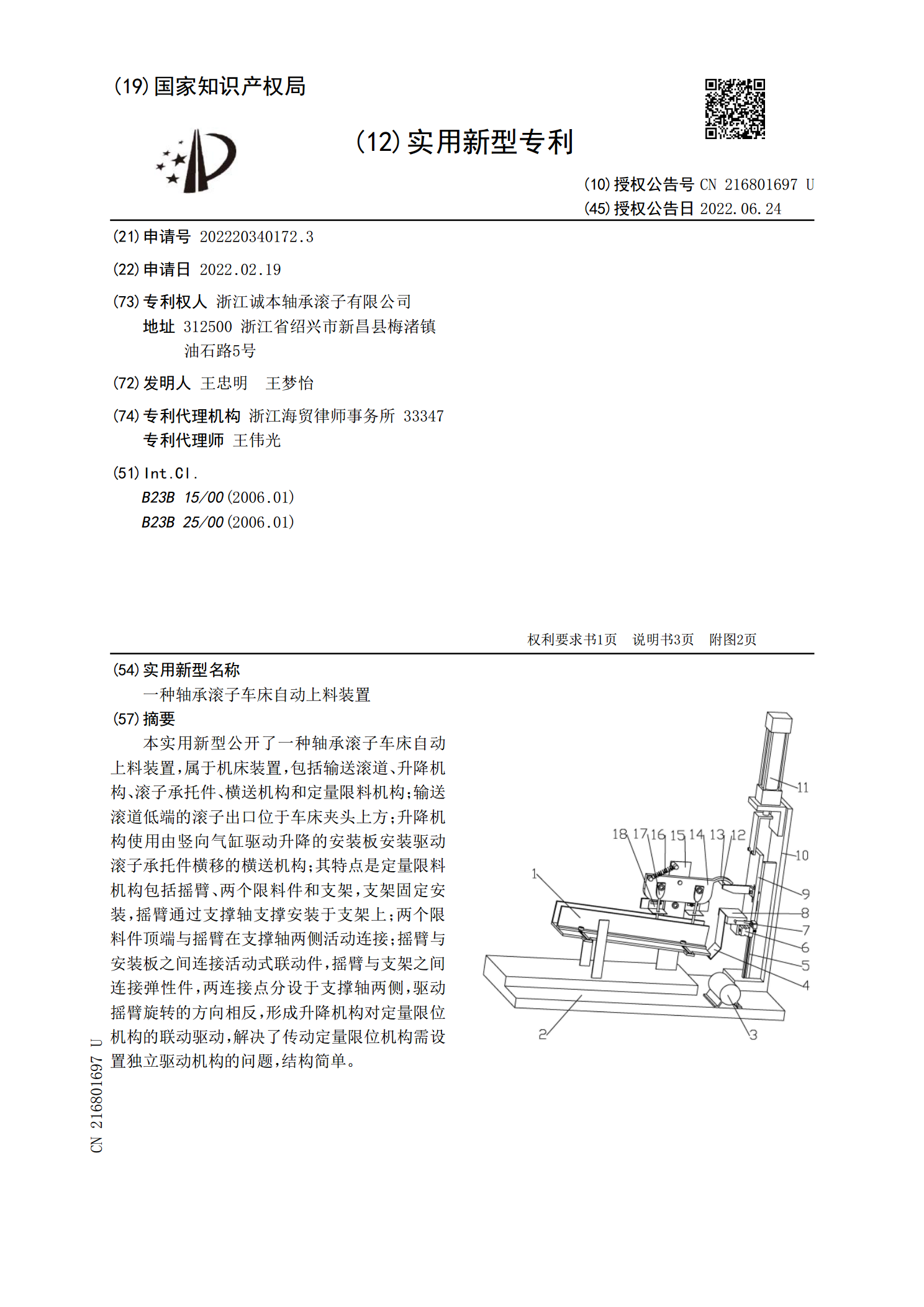
本实用新型公开了一种轴承滚子车床自动上料装置,属于机床装置,包括输送滚道、升降机构、滚子承托件、横送机构和定量限料机构;输送滚道低端的滚子出口位于车床夹头上方;升降机构使用由竖向气缸驱动升降的安装板安装驱动滚子承托件横移的横送机构;其特点是定量限料机构包括摇臂、两个限料件和支架,支架固定安装,摇臂通过支撑轴支撑安装于支架上;两个限料件顶端与摇臂在支撑轴两侧活动连接;摇臂与安装板之间连接活动式联动件,摇臂与支架之间连接弹性件,两连接点分设于支撑轴两侧,驱动摇臂旋转的方向相反,形成升降机构对定量限位机构的联动

高速铁路轴承滚子半自动车床的改造的综述报告.docx
高速铁路轴承滚子半自动车床的改造的综述报告高速铁路轴承滚子半自动车床是一种用于生产高速铁路轴承滚子的机械设备。该设备结构简单、操作方便,但在长期使用中也存在一些问题。为了提高高速铁路轴承滚子半自动车床的生产效率、质量以及使用寿命,需要对其进行改造和升级。本文将从改造方案、改造效果、存在问题及解决方法等方面综述高速铁路轴承滚子半自动车床的改造。一、改造方案1.控制系统改造:增加伺服控制系统,实现电脑程序控制,提高生产精度和稳定性;2.增加自动送料机构:在车床头部增加送料装置,实现自动送料,提高生产效率和稳定

高速铁路轴承滚子半自动车床的改造的任务书.docx
高速铁路轴承滚子半自动车床的改造的任务书一、任务背景及意义高速铁路是现代化交通的重要组成部分,其发展对于国家经济和社会的发展至关重要。而高速铁路的摩擦磨损及故障等问题一直是制约它发展的瓶颈。其中,轴承是高速铁路运行中最基本的部件之一,而轴承滚子的质量和准确度直接影响着轴承的性能和寿命。因此,研究并优化轴承滚子加工技术,针对其加工工艺、精度控制等方面进行改进,具有非常重要的现实意义。二、改造目标本次改造旨在利用半自动车床,对高速铁路轴承滚子的加工工艺、精度控制方面进行改良,以达到以下目标:1.提高高速铁路轴