
轮胎胎面压出用压出模具的多重预型模具.pdf

猫巷****婉慧


1/8

2/8

3/8

4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮胎胎面压出用压出模具的多重预型模具.pdf
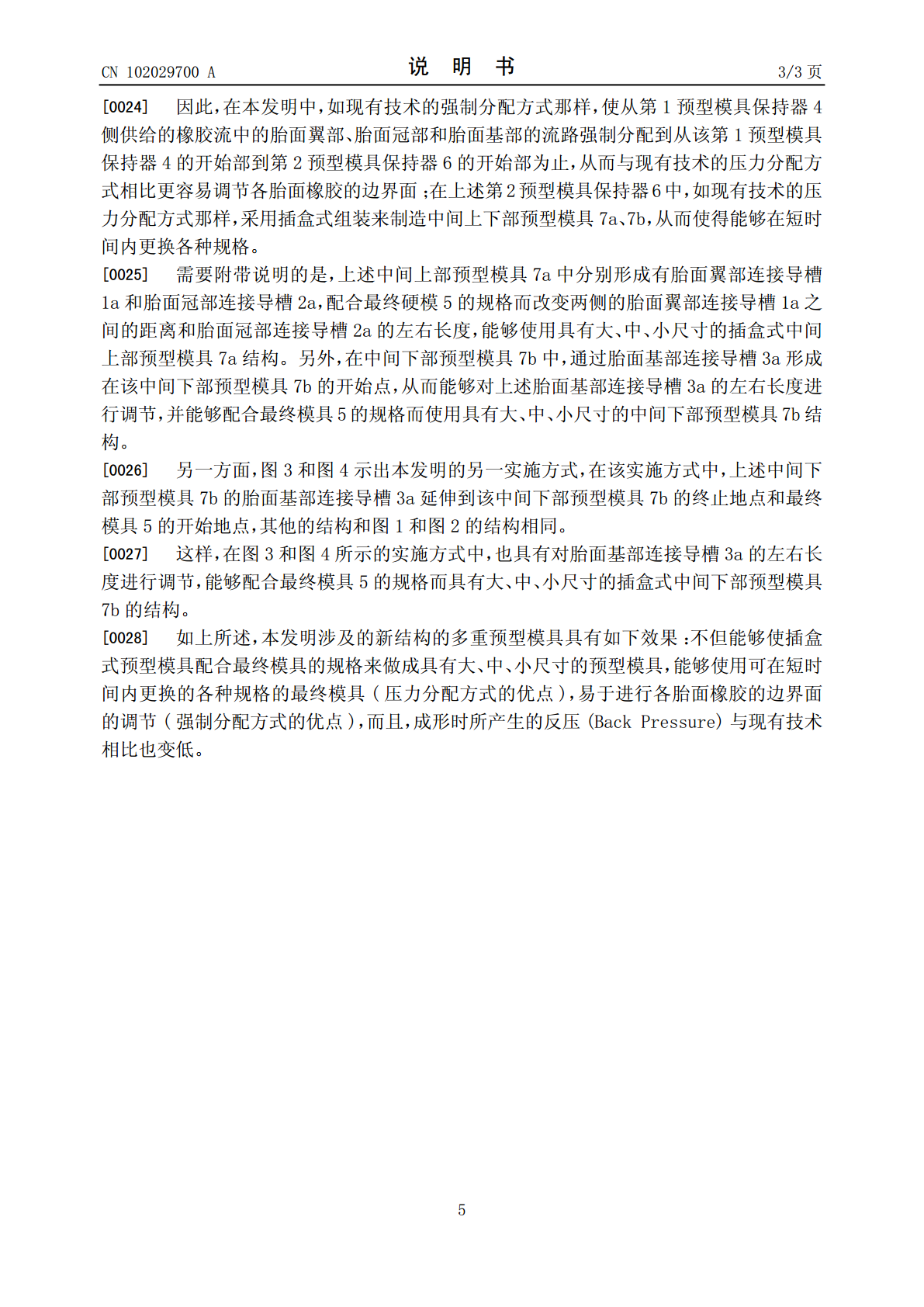
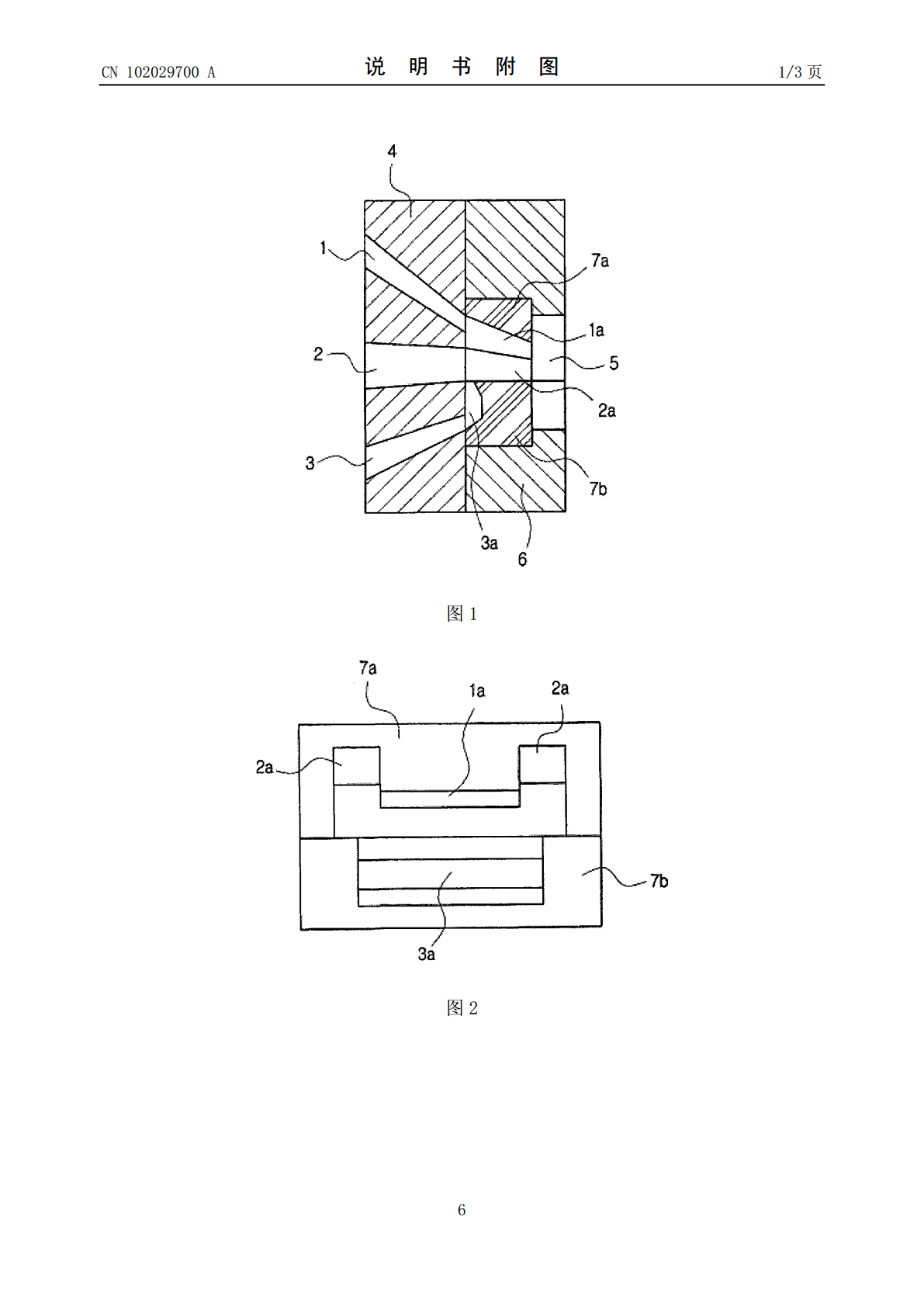
本发明涉及轮胎胎面压出用压出模具,该轮胎胎面压出用压出模具用于在制造轮胎时,压出轮胎半成品即组合体,如胎面冠部(Cap?Tread)、胎面翼部(Wing?Tread)和胎面基部(Sub?Tread)。更具体地,涉及如下的轮胎胎面压出用压出模具的多重预型模具:改善构成压出模具的预型模具(Preformer?die)和该预型模具的橡胶流路,从而能够适用各种规格的最终模具,易于进行各种胎面橡胶的边界面的调节。

一种新型的轮胎胎面压出描线装置.pdf
本发明公布了一种新型的轮胎胎面压出描线装置,具有顶端开孔φ1.5的描线头1、PU管2、快速插头3、截止阀4、装胶糊的圆形密封的桶5、支架6,其特征是:φ1.5的描线头1连接在PU管2一端,快速插头3把截止阀4和PU管2连接在一起,装胶糊的圆形密封的桶5底部中间开口连接截止阀4,整个描线装置放在支架6上,支架6固定在胎面压出线上,轮胎胎面描线的粗细和描线质量由截止阀4控制。
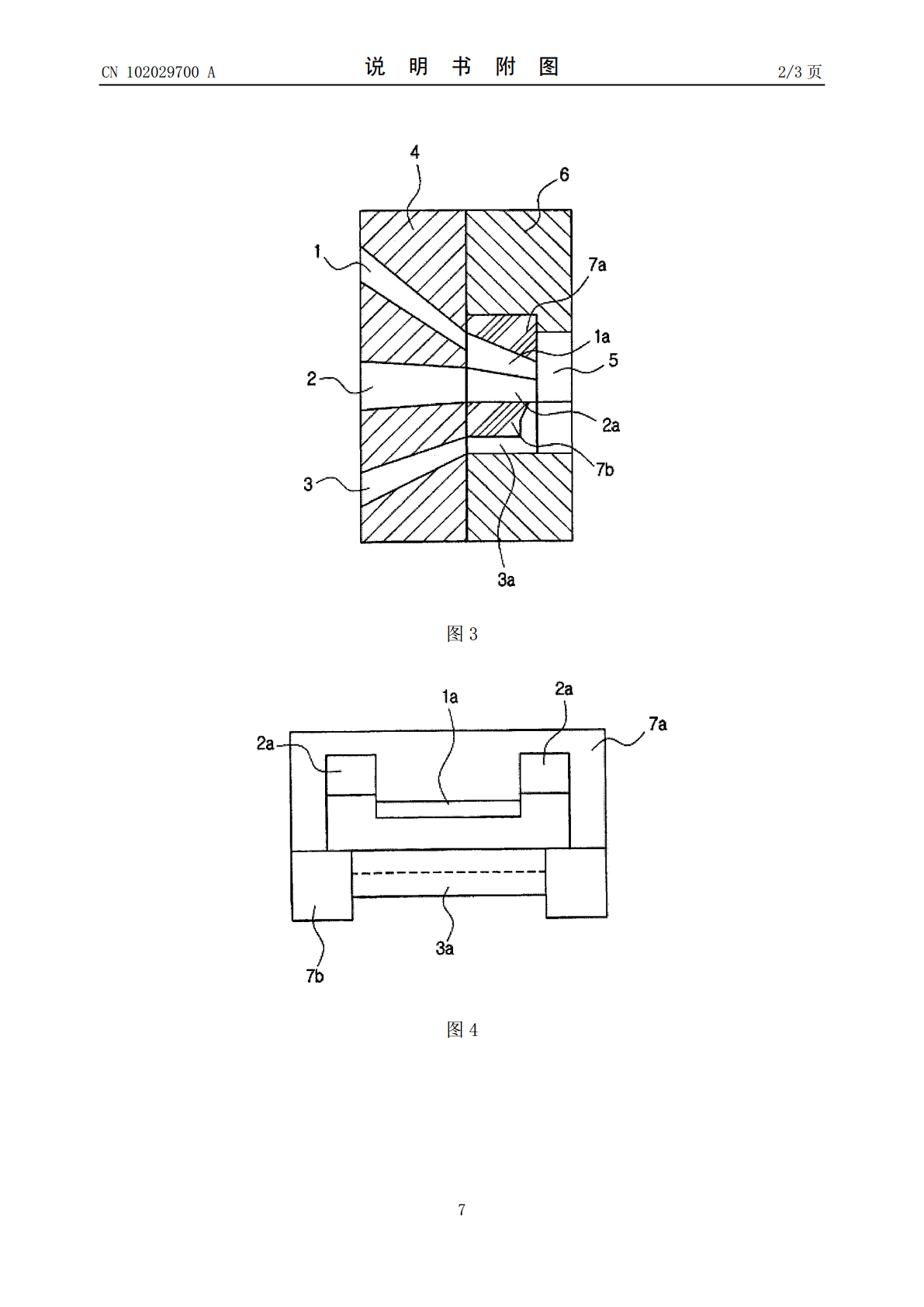
一种新型轮胎胎面压出线制品翻转装置.pdf
本发明涉及一种新型轮胎胎面压出线制品翻转装置,包括设在胎面运输机构上的翻转架和过渡部分,翻转架上沿胎面移动方向间隔设有多个翻转结构。翻转结构包括固定在翻转架上的横杆、与横杆转动连接的第一限位块、与第一限位块转动连接的第二限位块和设在第二限位块上且抵接在胎面的正面或者背面上的压杆。压杆上转动连接有滚动套,滚动套的外表面上设有橡胶过渡层。过渡部分包括固定在翻转架后端的弧形架和设在弧形架上的导辊,导辊沿弧形架间隔设置并与弧形架转动连接。本发明用于轮胎生产中的胎面翻转,能够在产品规格发生改变的情况下使螺旋挤出机高
压出胎面不良品自动捡拾装置.pdf
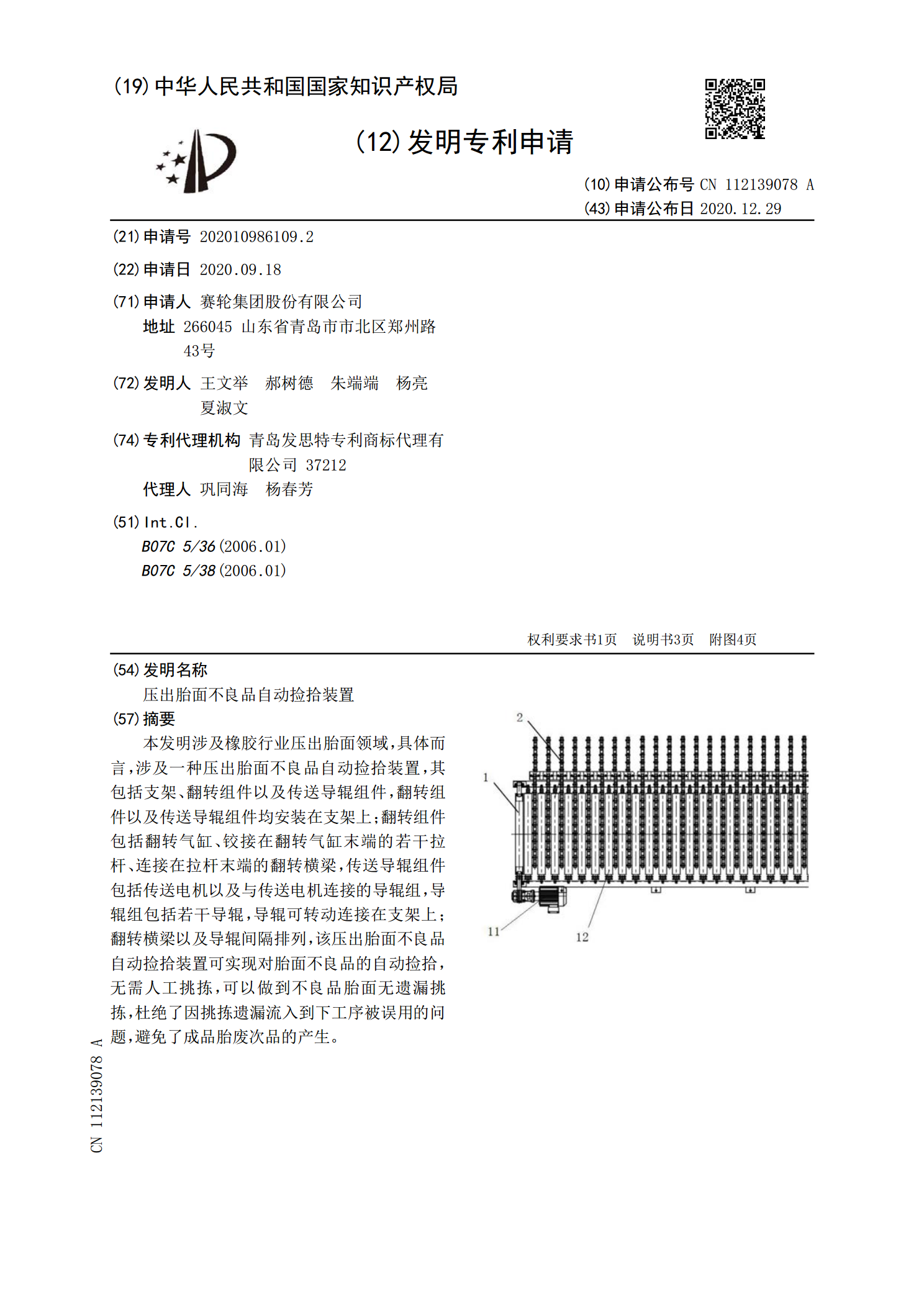
本发明涉及橡胶行业压出胎面领域,具体而言,涉及一种压出胎面不良品自动捡拾装置,其包括支架、翻转组件以及传送导辊组件,翻转组件以及传送导辊组件均安装在支架上;翻转组件包括翻转气缸、铰接在翻转气缸末端的若干拉杆、连接在拉杆末端的翻转横梁,传送导辊组件包括传送电机以及与传送电机连接的导辊组,导辊组包括若干导辊,导辊可转动连接在支架上;翻转横梁以及导辊间隔排列,该压出胎面不良品自动捡拾装置可实现对胎面不良品的自动捡拾,无需人工挑拣,可以做到不良品胎面无遗漏挑拣,杜绝了因挑拣遗漏流入到下工序被误用的问题,避免了成品

轮胎胎面二复合压出线智能控制系统研究的任务书.docx
轮胎胎面二复合压出线智能控制系统研究的任务书一、选题背景随着社会经济的不断发展,汽车成为人们生活中不可或缺的交通工具,而轮胎作为汽车的重要部件,质量的卓越影响着车辆的性能和安全性。轮胎胎面二复合压出线是一种关键的生产工艺,它可以使轮胎在路面上具有良好的抓地力、耐磨性和舒适性。随着人们对汽车性能要求的提高,轮胎生产工艺的研究和优化变得越来越重要。传统的轮胎生产工艺通常使用手动或半自动方式进行调节和控制。这种方法经常导致轮胎的质量不稳定、生产效率低下、劳动密集度高等问题。智能控制系统是一种新技术,它可以有效地