
车用前围板的成形方法.pdf

是你****枝呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

车用前围板的成形方法.pdf
本发明提供一种车用前围板的成形方法。前围板(1)具备沿车宽方向延伸的前围板主体部(6)以及分别设于该前围板主体部(6)的左右两侧以形成轮室罩的后部的室罩弯曲部(7)。该方法包括以下工序:通过对板材料(21)实施拉深成形,在所述前围板主体部(6)的左右两侧形成与所述室罩弯曲部(7)对应的隆起形状部分(25);之后,将所述隆起形状部分(25)相对于所述前围板主体部(6)弯折成形,由该弯折成形后的隆起形状部分(25)形成所述室罩弯曲部(7)。由此,能够减小成形前围板所需的板材料的大小。

前围加强板成形工艺优化.pptx
前围加强板成形工艺优化目录前围加强板成形工艺现状当前工艺流程现有工艺存在的问题工艺改进的必要性前围加强板成形工艺优化方案优化目标优化措施工艺参数调整前围加强板成形工艺优化效果评估优化前后工艺对比质量提升情况生产效率提高情况经济性分析前围加强板成形工艺优化推广应用推广应用方案推广应用效果预期持续改进计划THANKYOU
车用前围总成及汽车.pdf
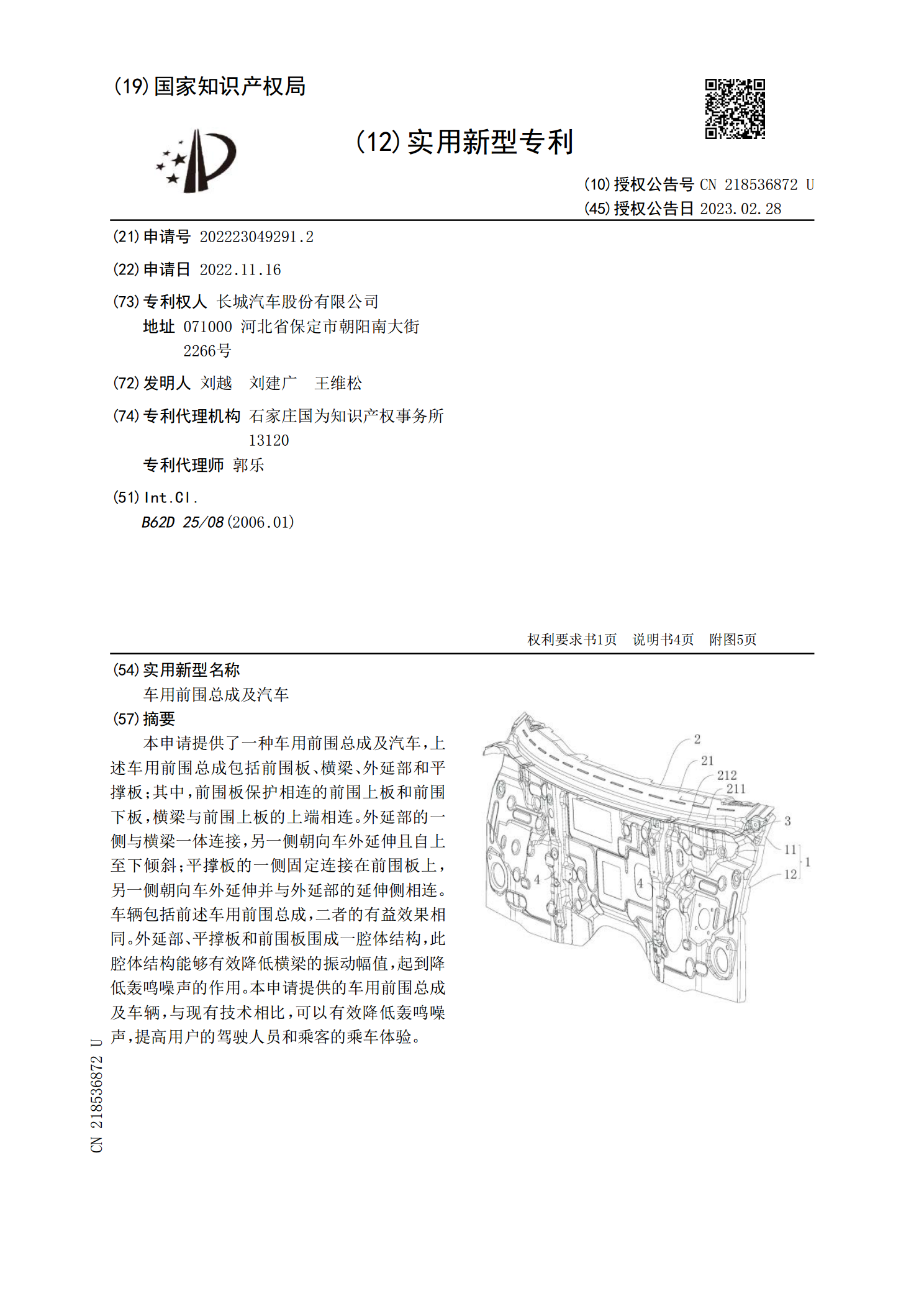
本申请提供了一种车用前围总成及汽车,上述车用前围总成包括前围板、横梁、外延部和平撑板;其中,前围板保护相连的前围上板和前围下板,横梁与前围上板的上端相连。外延部的一侧与横梁一体连接,另一侧朝向车外延伸且自上至下倾斜;平撑板的一侧固定连接在前围板上,另一侧朝向车外延伸并与外延部的延伸侧相连。车辆包括前述车用前围总成,二者的有益效果相同。外延部、平撑板和前围板围成一腔体结构,此腔体结构能够有效降低横梁的振动幅值,起到降低轰鸣噪声的作用。本申请提供的车用前围总成及车辆,与现有技术相比,可以有效降低轰鸣噪声,提高

基于CAE的典型前围板下横梁冲压成形工艺.docx
基于CAE的典型前围板下横梁冲压成形工艺基于CAE的典型前围板下横梁冲压成形工艺的研究随着现代汽车技术的发展,汽车使用寿命越来越长,对车身结构的要求也越来越高。前围板下横梁是车身结构的重要组成部分之一,起到了加强车身结构、保护乘客安全的作用。因此,对前围板下横梁的冲压成形工艺的研究和发展具有重要意义。本文基于CAE分析软件,研究前围板下横梁的冲压成形工艺,主要包括以下几个方面:前围板下横梁的结构设计、工艺规划、材料选择、模具设计以及模拟分析等。1.前围板下横梁的结构设计前围板下横梁是由左右两根等截面矩形钢
前围板的加强板、前围板组件和车辆.pdf
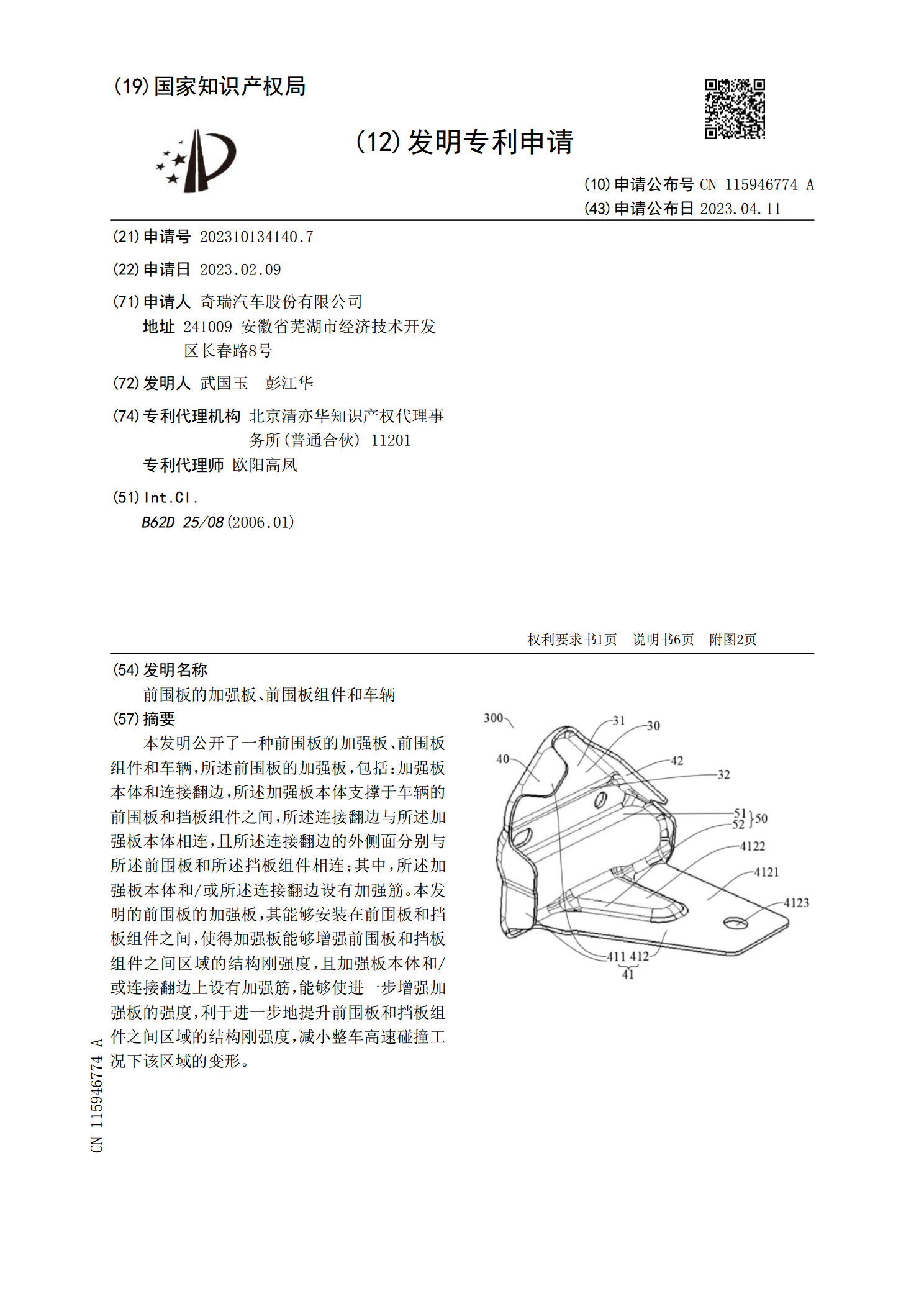
本发明公开了一种前围板的加强板、前围板组件和车辆,所述前围板的加强板,包括:加强板本体和连接翻边,所述加强板本体支撑于车辆的前围板和挡板组件之间,所述连接翻边与所述加强板本体相连,且所述连接翻边的外侧面分别与所述前围板和所述挡板组件相连;其中,所述加强板本体和/或所述连接翻边设有加强筋。本发明的前围板的加强板,其能够安装在前围板和挡板组件之间,使得加强板能够增强前围板和挡板组件之间区域的结构刚强度,且加强板本体和/或连接翻边上设有加强筋,能够使进一步增强加强板的强度,利于进一步地提升前围板和挡板组件之间区