
凸轮轴磨床的定相位装置.pdf

An****70


1/8
2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凸轮轴磨床的定相位装置.pdf
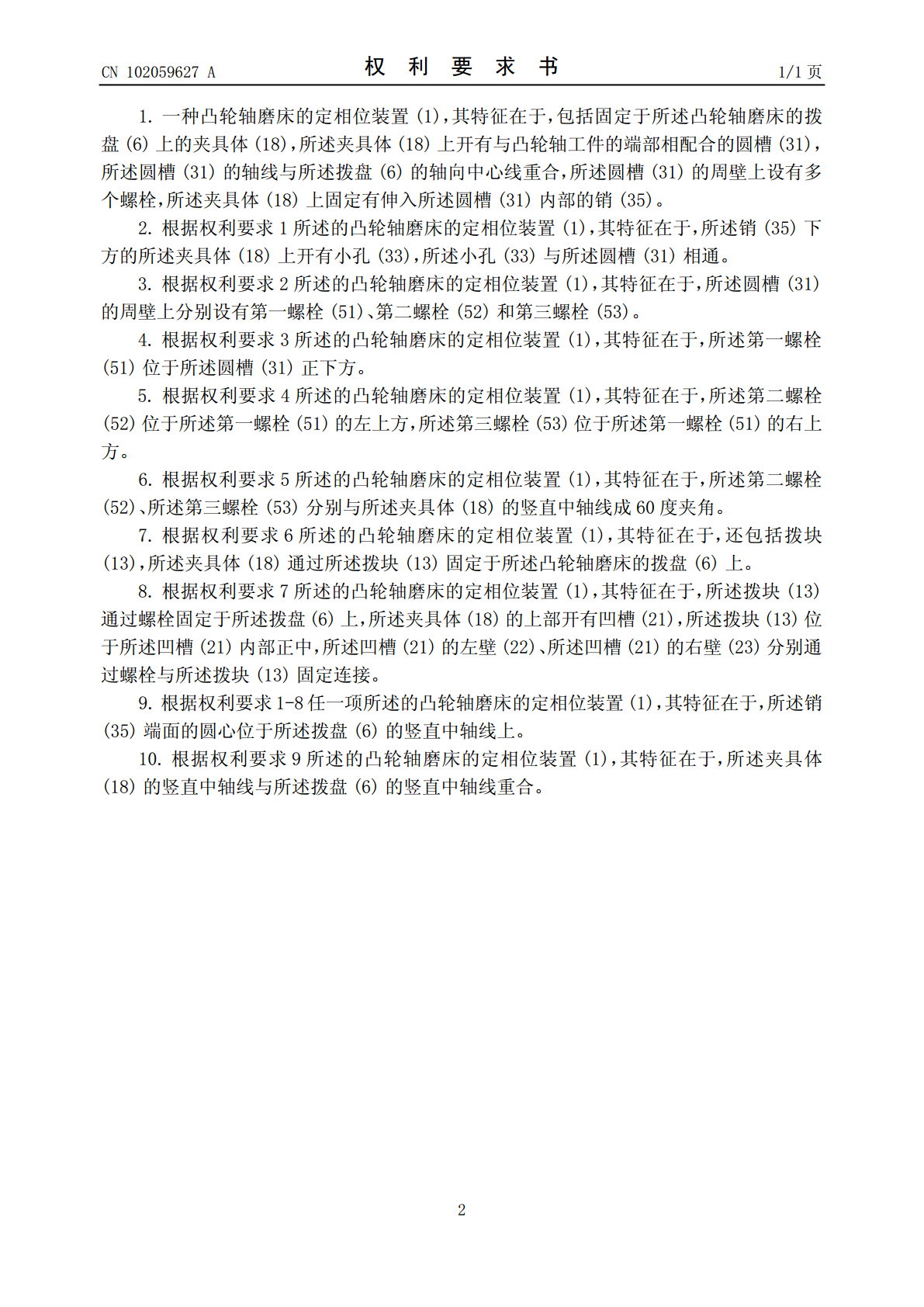
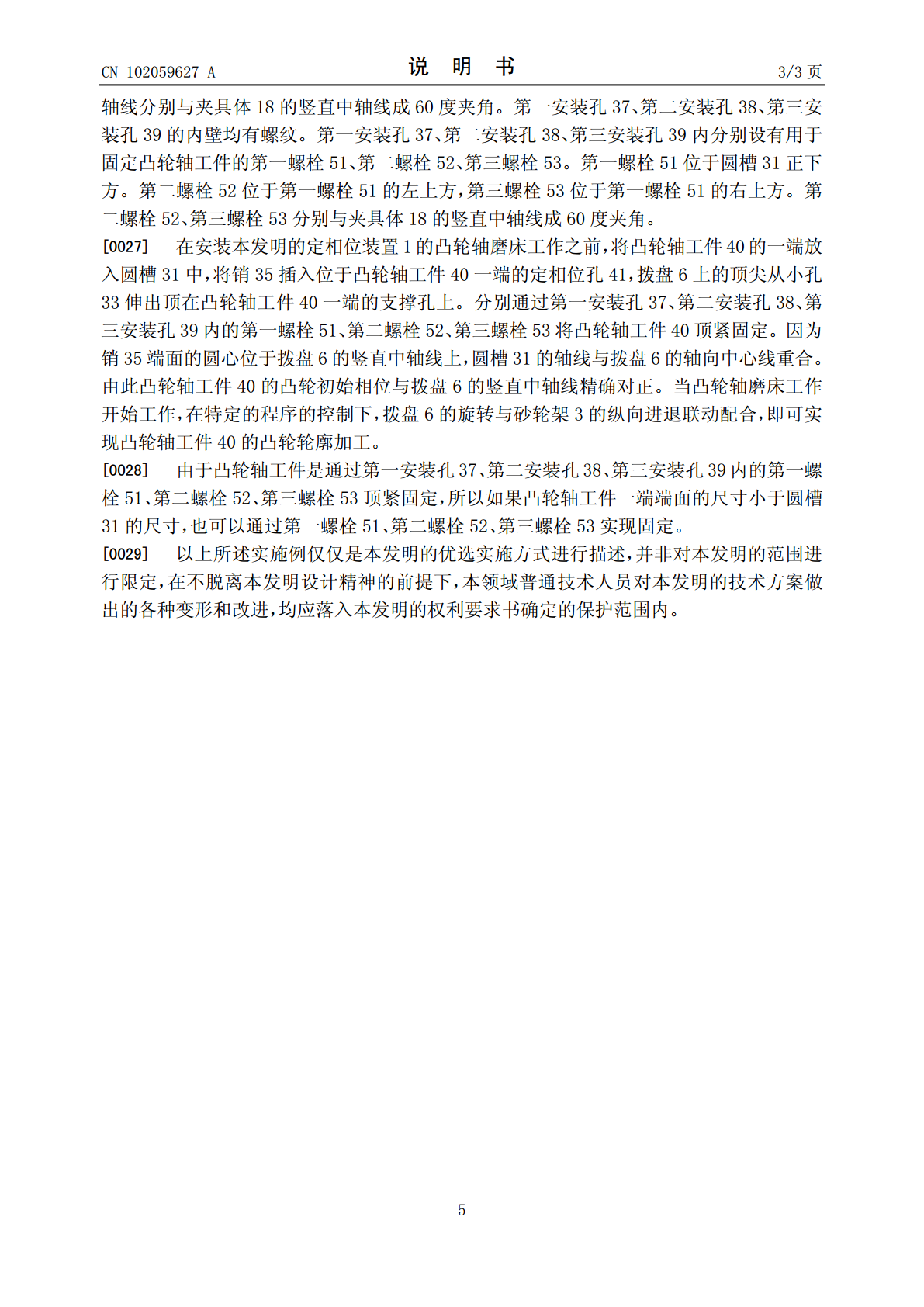
本发明涉及一种凸轮轴磨床的定相位装置,包括固定于凸轮轴磨床的拨盘上的夹具体,夹具体上开有与凸轮轴工件的端部相配合的圆槽,圆槽的轴线与拨盘的轴向中心线重合,圆槽的周壁上设有多个螺栓,夹具体上固定有伸入圆槽内部的销。在凸轮轴磨床工作之前,将凸轮轴工件的一端放入本发明的凸轮轴磨床的定相位装置的圆槽中,将销插入位于凸轮轴工件一端的定相位圆槽中,通过多个螺栓将凸轮轴工件固定于定相位装置上,由此凸轮轴工件的凸轮初始相位可以与拨盘上的某一点或某一条线精确对正。本发明的凸轮轴磨床的定相位装置结构简单,易于装配,成本低廉、

凸轮轴的相位改变装置.pdf
凸轮轴的相位改变装置(100A)针对双重构造的凸轮轴(10)而设置,凸轮轴(10)响应被输入的驱动力而旋转,并包括内轴和外轴。该凸轮轴的相位改变装置(100A)包括相位改变部(1A),该相位改变部(1A)在单个壳体(2)内具有:通过油压使所述凸轮轴(10)的相位整体地提前的提前液压室(R1);通过油压使所述凸轮轴(10)的相位整体地延迟的延迟液压室(R2);以及用于通过油压来改变内轴(11)和外轴(12)之间的相位差的相位差液压室(R3)。

凸轮轴相位调整装置.pdf
一种凸轮轴相位调整装置包括接纳凸轮轴的外壳。驱动齿轮构件具有第一齿轮和凸轮轴接纳部。驱动齿轮构件将运动从驱动轴传递到与第二齿轮相啮合的第一齿轮。在平行于凸轮轴的轮轴上安装有第二和第三齿轮。第二齿轮与第三齿轮以相同的角速度旋转。第三齿轮将运动传递到第四齿轮。第四齿轮联接到凸轮轴以将角向运动传递到凸轮轴,使得凸轮轴以第四齿轮的角速度旋转。致动器使外壳绕着凸轮轴的轴线旋转。
无级分度装置及包括其的凸轮轴磨床.pdf
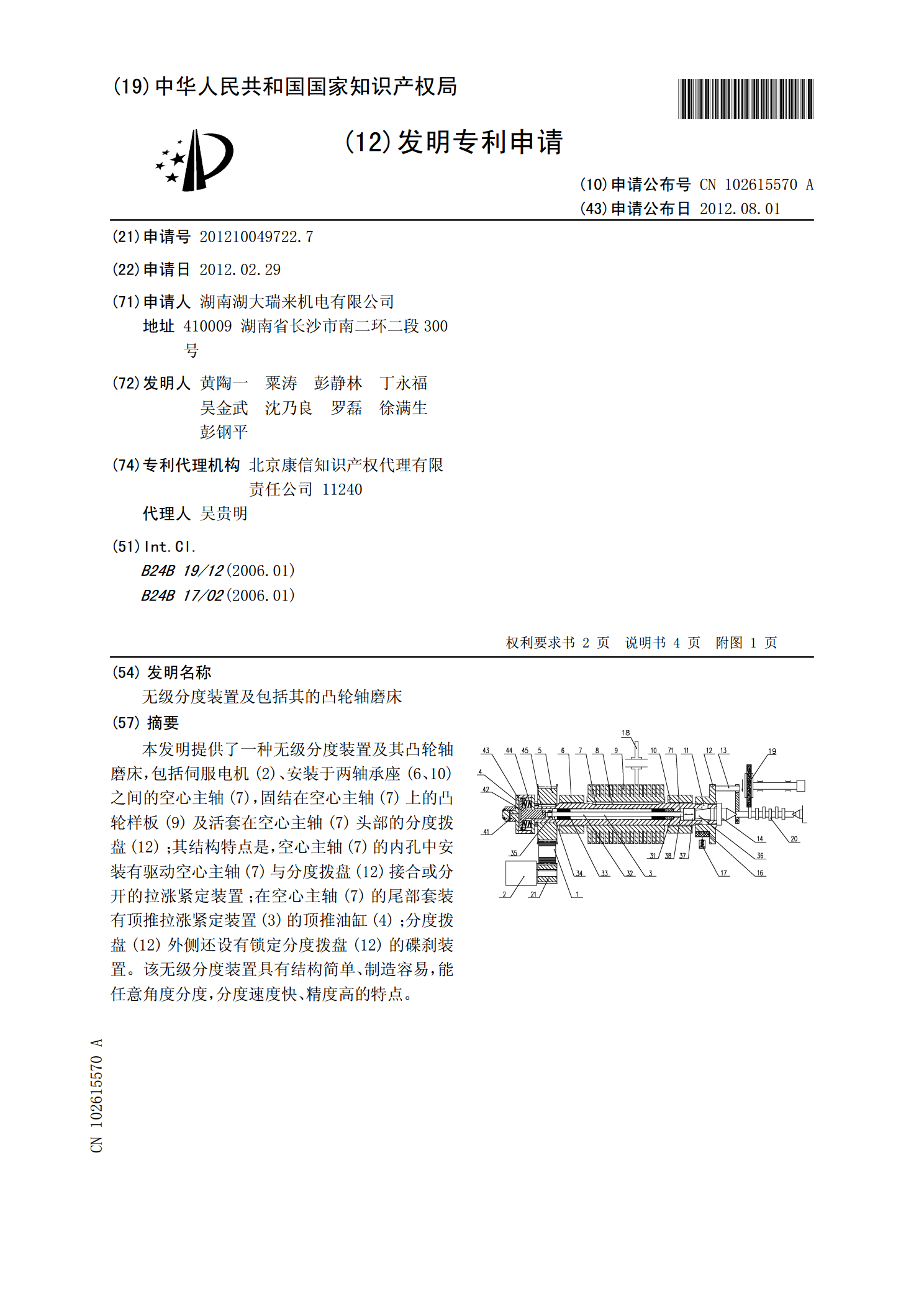
本发明提供了一种无级分度装置及其凸轮轴磨床,包括伺服电机(2)、安装于两轴承座(6、10)之间的空心主轴(7),固结在空心主轴(7)上的凸轮样板(9)及活套在空心主轴(7)头部的分度拨盘(12);其结构特点是,空心主轴(7)的内孔中安装有驱动空心主轴(7)与分度拨盘(12)接合或分开的拉涨紧定装置;在空心主轴(7)的尾部套装有顶推拉涨紧定装置(3)的顶推油缸(4);分度拨盘(12)外侧还设有锁定分度拨盘(12)的碟刹装置。该无级分度装置具有结构简单、制造容易,能任意角度分度,分度速度快、精度高的特点。

电磁致动装置和凸轮轴相位调节装置.pdf
本发明提供一种电磁致动装置和凸轮轴相位调节装置。电磁致动装置包括壳体(H)、位于壳体内的线圈和并列设置并部分伸出壳体的第一销(P1)和第二销(P2),第一销(P1)和第二销(P2)分别用于在第一衔铁和第二衔铁的作用下沿第一销(P1)和第二销(P2)的轴向(A)往复运动,电磁致动装置还包括相对于壳体(H)静止地设置的磁性件(M)和磁场检测装置(Sn),第一销(P1)和/或第二销(P2)沿轴向(A)的往复运动会导致磁性件(M)周围的磁场发生变化,磁场检测装置(Sn)用于检测磁性件(M)周围的磁场变化,从而能确