
用于制造用于风力涡轮机的转子叶片的方法.pdf

纪阳****公主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于制造用于风力涡轮机的转子叶片的方法.pdf
本发明涉及一种制造用于风力涡轮机的转子叶片的方法,该转子叶片在能投入使用的状态中由用于连接到风力涡轮机的转子轮毂处的叶根区域纵向延伸至叶尖,并且为了制造而被分成至少两个分段。根据本发明的任务是促进和加快转子叶片的制造,尤其转子叶片的批量生产。根据本发明该目的由此来实现,即转子叶片为了其制造而被分成多于两个分段,至少对于这些分段中的一些而言设置有单独的、在时间上并行使用的制造模具,并且这些分段互相连接成转子叶片或转子叶片部件,以便转子叶片在制造模具之外的最终加工。

用于制造用于风力涡轮机的转子叶片的方法和制造模具.pdf
本发明涉及一种用于制造用于风力涡轮机的转子叶片的制造模具,其中,制成的转子叶片至少在其纵向延伸的区域中在转子叶片根部与转子叶片尖部之间具有流线型的横截面轮廓,该横截面轮廓具有轮廓前缘(凸缘)和轮廓后缘,其通过横截面轮廓的吸力面和压力面互相连接。此外,本发明涉及一种用于制造用于风力涡轮机的转子叶片的方法。根据本发明的制造模具的特征在于,该制造模具可以沿着至少一个分模面被分为用于制造包围轮廓前缘的转子叶片部件的制造模具部件和用于制造包围轮廓后缘的转子叶片轮廓部件的制造模具部件,其中该分模面沿转子叶片的纵向方向
用于风力涡轮机的叶片和用于制造叶片的方法.pdf
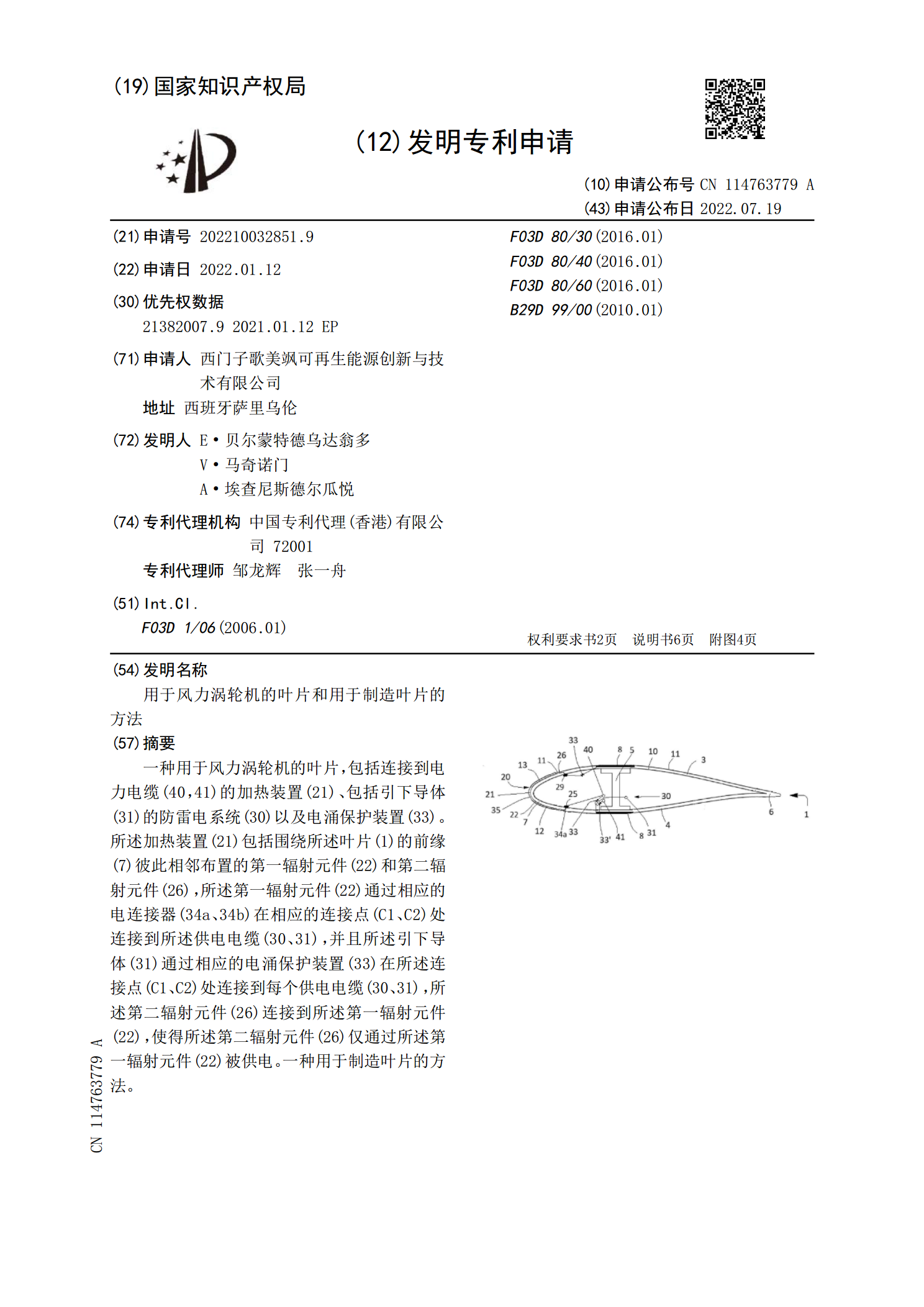
一种用于风力涡轮机的叶片,包括连接到电力电缆(40,41)的加热装置(21)、包括引下导体(31)的防雷电系统(30)以及电涌保护装置(33)。所述加热装置(21)包括围绕所述叶片(1)的前缘(7)彼此相邻布置的第一辐射元件(22)和第二辐射元件(26),所述第一辐射元件(22)通过相应的电连接器(34a、34b)在相应的连接点(C1、C2)处连接到所述供电电缆(30、31),并且所述引下导体(31)通过相应的电涌保护装置(33)在所述连接点(C1、C2)处连接到每个供电电缆(30、31),所述第二辐射元

制造用于风力涡轮机的转子叶片加工结构的方法.pdf
本发明涉及并提供制造转子叶片加工结构的方法,该转子叶片加工结构用于加工风力涡轮机的转子叶片,该方法包括以下步骤:提供多个加工块,所述多个加工块均包括填充材料和增强结构层;将所述多个加工块结合成沿展向方向延伸的一系列加工块,其中增强结构层形成多个横截面肋,并且将所述一系列加工块成形为转子叶片加工结构。

用于风力涡轮机的转子叶片和用于组装转子叶片的方法.pdf
本发明涉及用于风力涡轮机的转子叶片和用于组装转子叶片的方法。提供了一种用于与风力涡轮机(10)一起使用的转子叶片(22,100,200,300)。该转子叶片包括:至少部分地限定从叶根(24,102,218)朝向转子叶片的叶尖(26,104,220)延伸的腔体(114,147,160,210,312)的叶片侧壁(110,304),该叶片侧壁具有前缘(120)和后缘(122);至少部分地定位在该腔体内并且从叶根朝向叶尖延伸的结构支承组件(124,324),该结构支承组件具有根部端(126,204)和相对的尖部