
铝合金对接环缝无衬垫单面焊双面成形自动TIG焊接方法.pdf

文库****坚白

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝合金对接环缝无衬垫单面焊双面成形自动TIG焊接方法.pdf
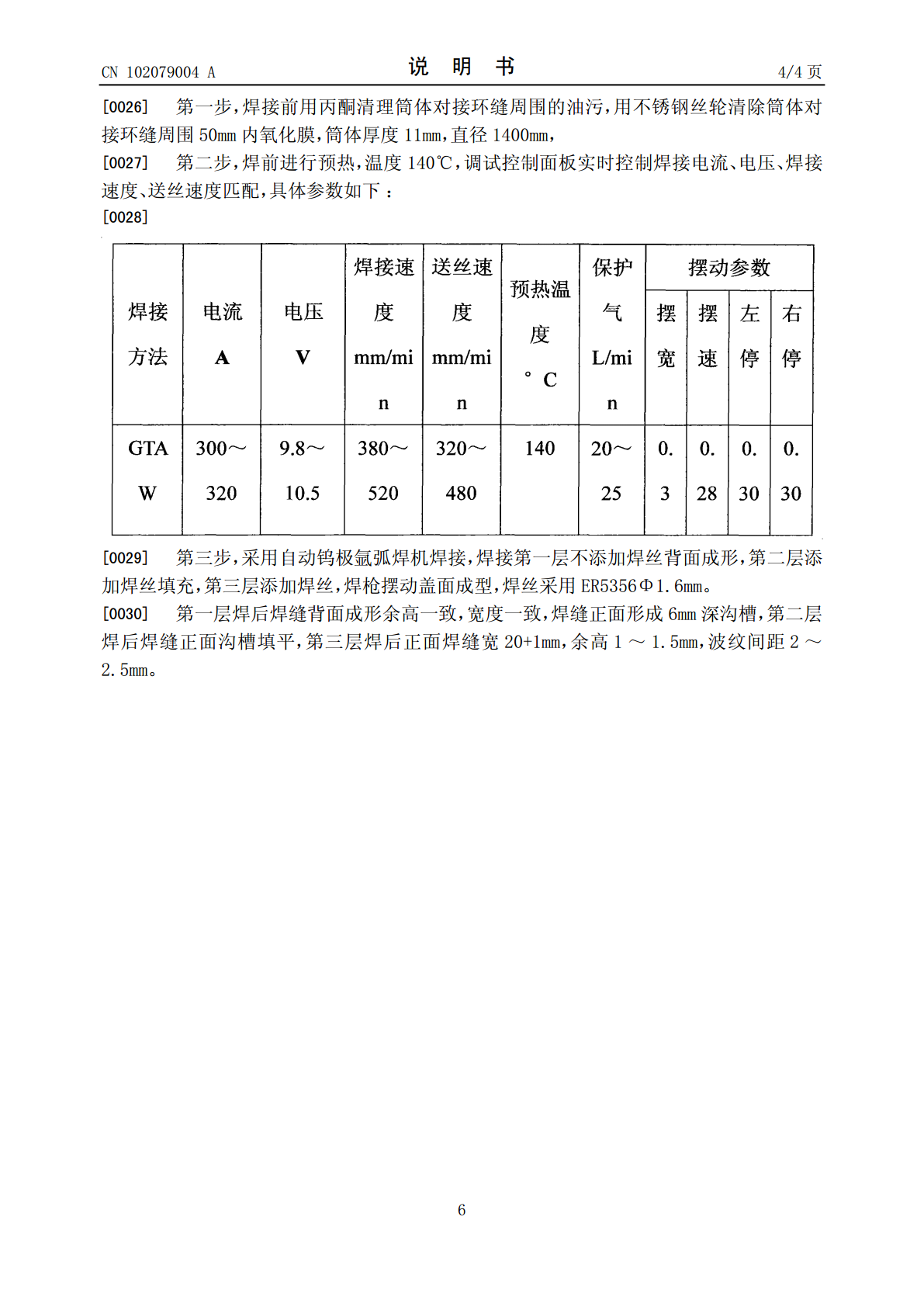
铝合金对接环缝无衬垫单面焊双面成形自动TIG焊接方法,焊接前用丙酮清理筒体对接环缝周围的油污,用不锈钢丝轮清除筒体对接环缝周围内氧化膜,焊前进行预热,调试控制面板实时控制焊接电流、电压、焊接速度、送丝速度匹配,采用自动钨极氩弧焊机焊接,焊接第一层不添加焊丝背面成形,第二层添加焊丝填充,第三层添加焊丝,焊枪摆动盖面成型,本发明采用设备简单,操作方便,实现了焊接自动化,焊接稳定,焊接速度快,生产成本低,填充焊丝少,焊接层数少,变形小,焊后不需要校正,外观成形美观,焊缝质量高。
一种铝合金自动TIG无衬垫单面焊接双面成型工艺.pdf
一种铝合金自动TIG无衬垫单面焊接双面成型工艺,先选择焊接设备及材料,再进行装配及清理,然后进行定位焊,再用丙酮和不锈钢丝轮清除坡口两侧50mm内的油污及氧化膜,将壳体放置于焊接操作架上,调整焊枪与坡口对中,预热,焊接第一层不加焊丝,焊接完第一层后,用不锈钢丝轮清除焊缝表面的氧化膜,露出金属光泽,焊接第二层,添加焊丝盖面,焊枪与筒体焊接方向垂直摆动形成焊缝,本发明具有效率高,劳动强度小;焊接质量高,成型美观,无咬边和弧坑裂纹;工件不易变形;焊缝合格率高的优点。
压力管道手工TIG焊的单面焊双面成形技术.pdf
第2期(总第123期)机械工程与自动化No.2Apr.2004年4月MECHANICALENGINEERING&AUTOMATION文章编号:1672—6413(2004)02-0065-02压力管道手工TIG焊的单面焊双面成形技术重贾建军(山西铝厂供销部,山西河津043300)摘要;压力管道TIG焊,即钨极氩弧焊在焊接中焊道背部易出现缺陷,用反向送丝的方法成功地解决了这一问题。关键词:压力管道}TIG焊;送丝中图分类号:TG457.6文献标识码:A0引言要求,按单根长度的一半将内、外管套装到一起预制我厂

板件对接仰位单面焊双面成形技术焊接方法对比探析.docx
板件对接仰位单面焊双面成形技术焊接方法对比探析[摘要]板状试件仰位手工电弧单面焊接与CO2气体保护焊接操作难度较大焊接时由于液态金属和熔渣受重力的作用容易下坠从而使正面焊缝形成焊瘤、夹渣背面焊缝形成凹陷、未焊透等缺陷。文章阐述了其打底、填充以及盖面的焊接方法焊接工艺参数、操作要领和注意事项。近几年二氧化碳气体保护焊由单一的CO2气体实心焊丝发展到混合气体药心焊丝。被广泛应用于航天、航空、造船、机械制造等行业。[关键词]焊条电弧焊;CO2气体保护焊;仰位;焊接
板件对接仰位单面焊双面成形技术焊接方法对比探析.docx
板件对接仰位单面焊双面成形技术焊接方法对比探析[摘要]板状试件仰位手工电弧单面焊接与CO2气体保护焊接操作难度较大焊接时由于液态金属和熔渣受重力的作用容易下坠从而使正面焊缝形成焊瘤、夹渣背面焊缝形成凹陷、未焊透等缺陷。文章阐述了其打底、填充以及盖面的焊接方法焊接工艺参数、操作要领和注意事项。近几年二氧化碳气体保护焊由单一的CO2气体实心焊丝发展到混合气体药心焊丝。被广泛应用于航天、航空、造船、机械制造等行业。[关键词]焊条电弧焊;CO2气体保护焊;仰位;焊接