
自吸式内冷刀具.pdf

白真****ng


1/7
2/7

3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自吸式内冷刀具.pdf
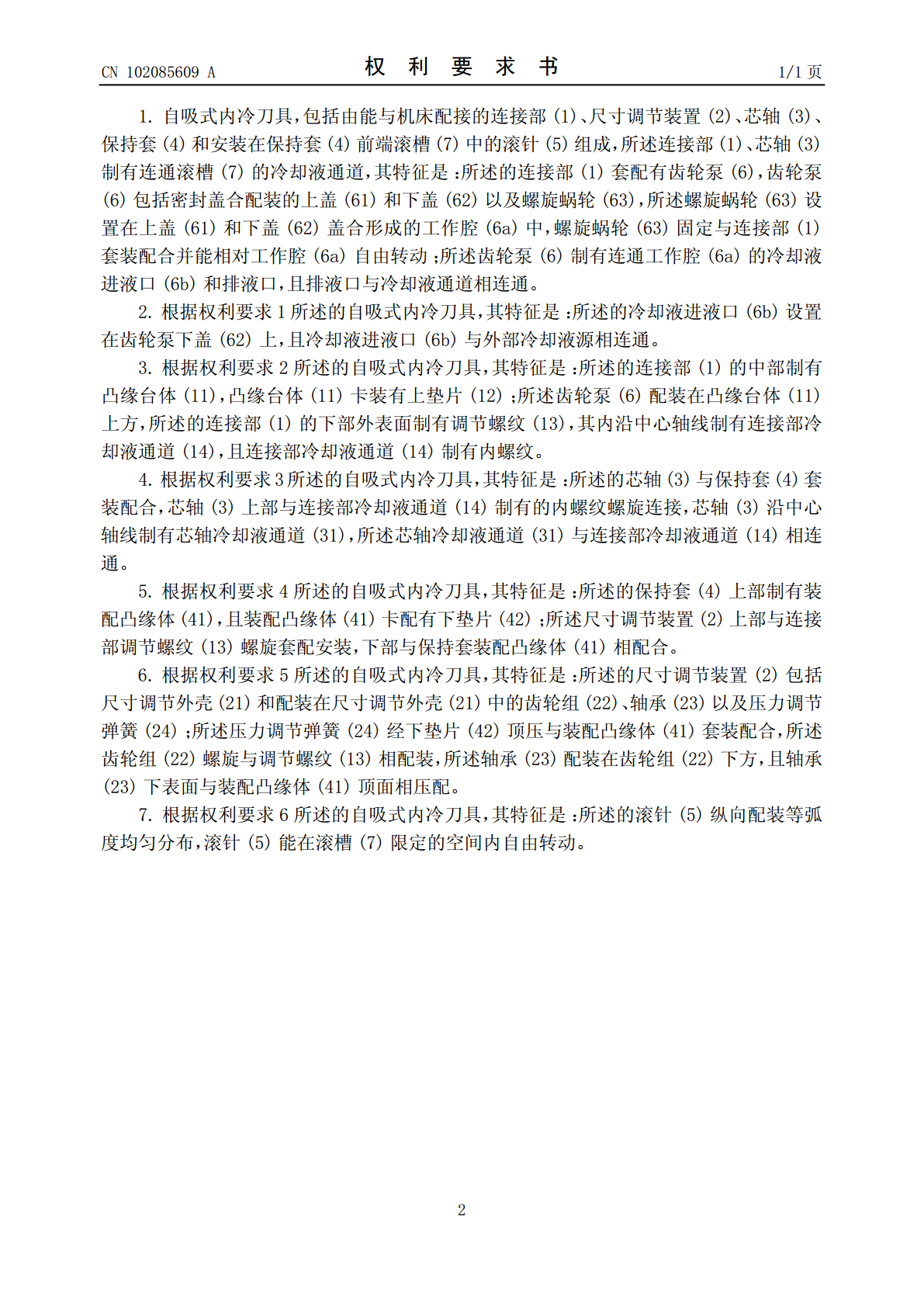
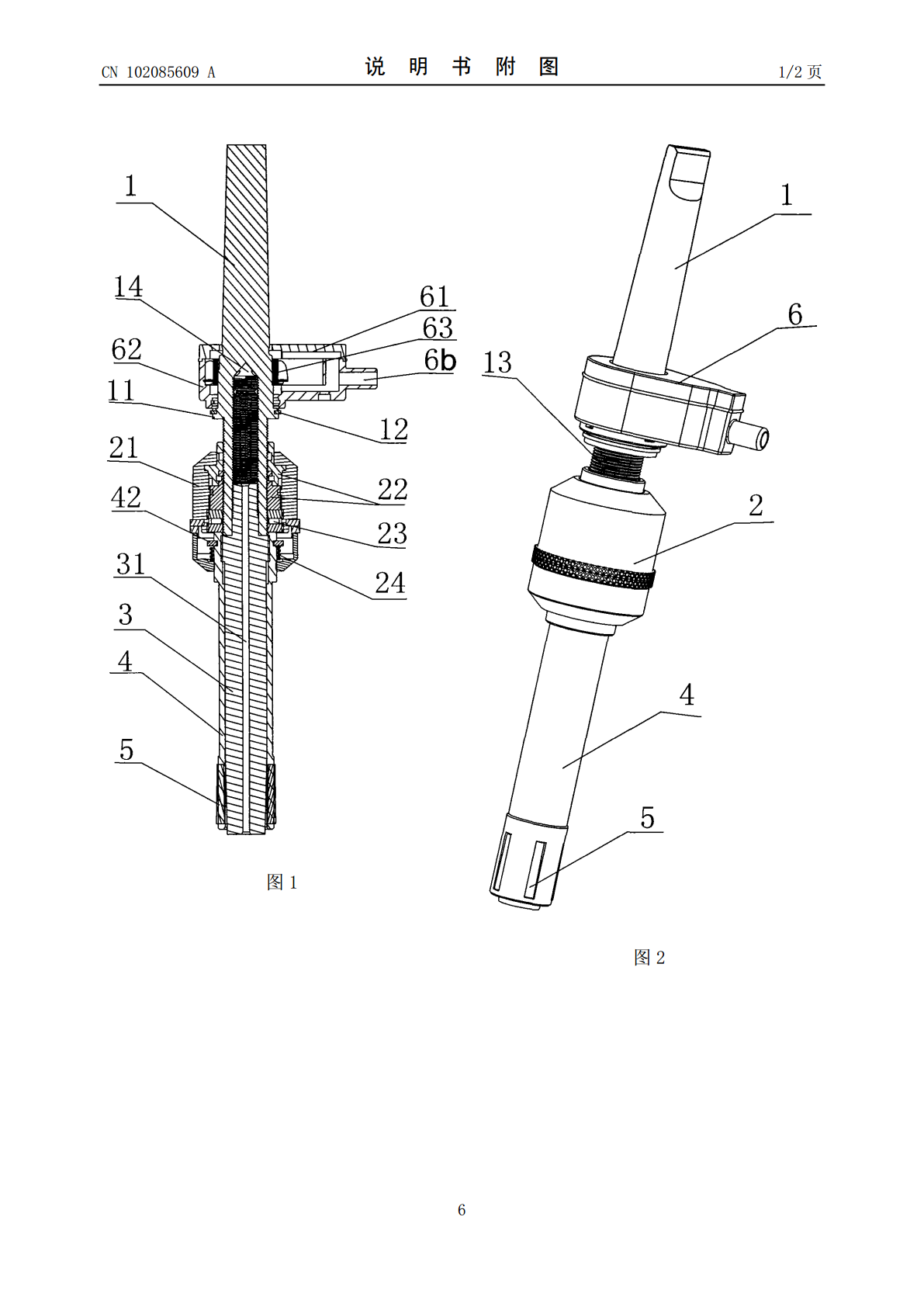
本发明公开了自吸式内冷刀具,包括由能与机床配接的连接部、尺寸调节装置、芯轴、保持套和安装在保持套前端滚槽中的滚针组成,所述连接部、芯轴制有连通滚槽的冷却液通道,其中:连接部套配有齿轮泵,齿轮泵包括密封盖合配装的上盖和下盖以及螺旋蜗轮,所述螺旋蜗轮设置在上盖和下盖盖合形成的工作腔中,螺旋蜗轮固定与连接部套装配合并能相对工作腔自由转动;所述齿轮泵制有连通工作腔的冷却液进液口和排液口,且排液口与冷却液通道相连通。该刀具具有冷却效果好、性能稳定等优点。适于对轴类零件的外圆滚压加工,达到光洁修正的目的。
高扬程下吸自冷式潜水电泵.pdf
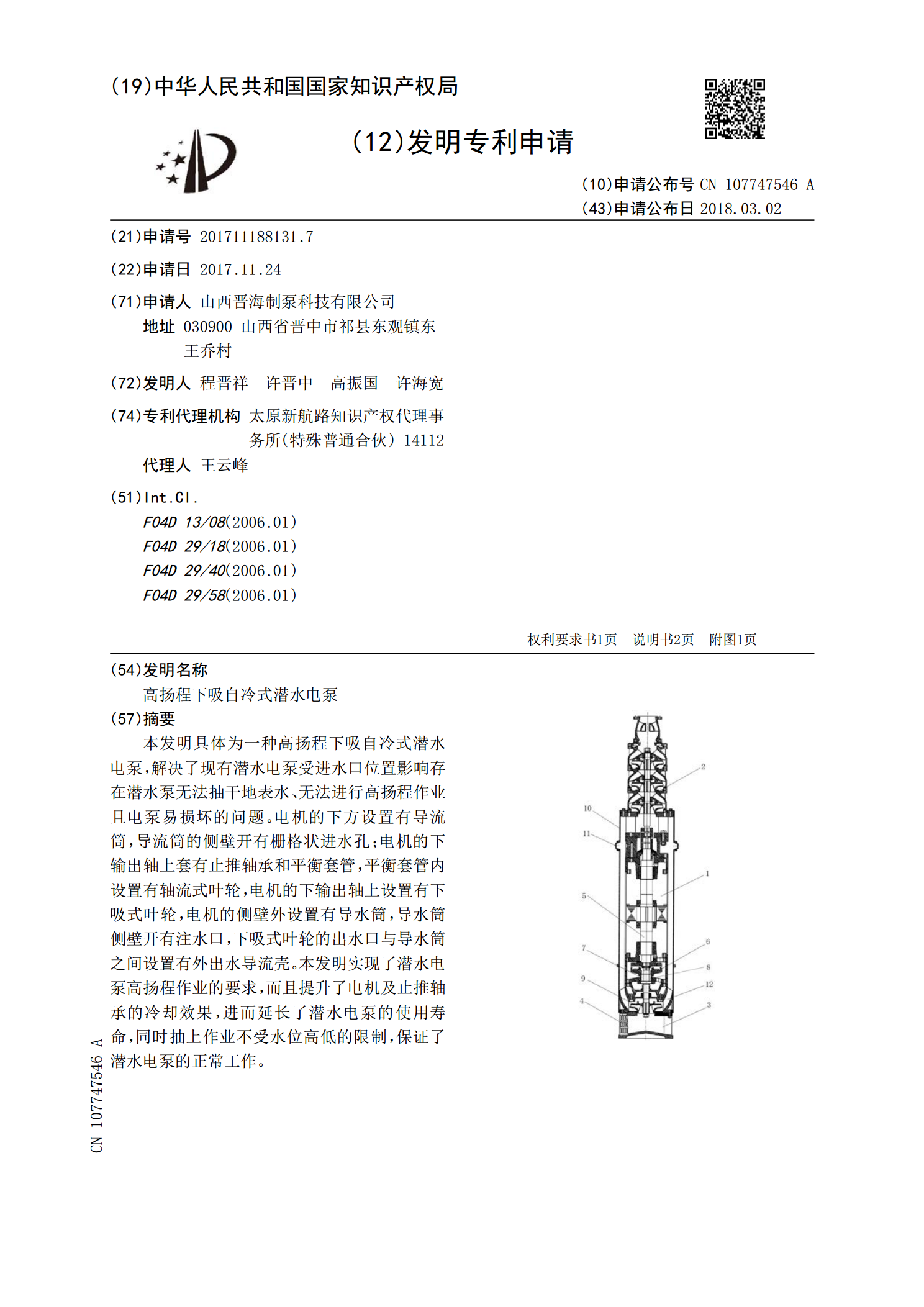
本发明具体为一种高扬程下吸自冷式潜水电泵,解决了现有潜水电泵受进水口位置影响存在潜水泵无法抽干地表水、无法进行高扬程作业且电泵易损坏的问题。电机的下方设置有导流筒,导流筒的侧壁开有栅格状进水孔;电机的下输出轴上套有止推轴承和平衡套管,平衡套管内设置有轴流式叶轮,电机的下输出轴上设置有下吸式叶轮,电机的侧壁外设置有导水筒,导水筒侧壁开有注水口,下吸式叶轮的出水口与导水筒之间设置有外出水导流壳。本发明实现了潜水电泵高扬程作业的要求,而且提升了电机及止推轴承的冷却效果,进而延长了潜水电泵的使用寿命,同时抽上作业

内排气液环式自吸离心泵.pdf
本发明公开了一种内排气液环式自吸离心泵,现有液环式自吸离心泵的操作步骤多、易造成输送介质外泄,本发明的吸气口通过叶轮后盖板上通孔、叶轮进口、通道与泵体进口相通,排气口通过排气通道、排气管、气液分离室与泵体出口相通;工作时,液环轮吸气室组成一个真空泵,将管路中的气体抽到吸气口,吸气口中的气体与液体混合进入液环轮,在高速旋转的液环轮的作用下,促使气液混合物流向气液分离室实现气液分离,液体流回储液腔,气体流向泵体出口,这样周而复始,不断地将管路中的气体排出,直至吸上液体,完成自吸过程;操作简便,介质不会外泄。
一种改进的大型内冷式吸氨塔.pdf
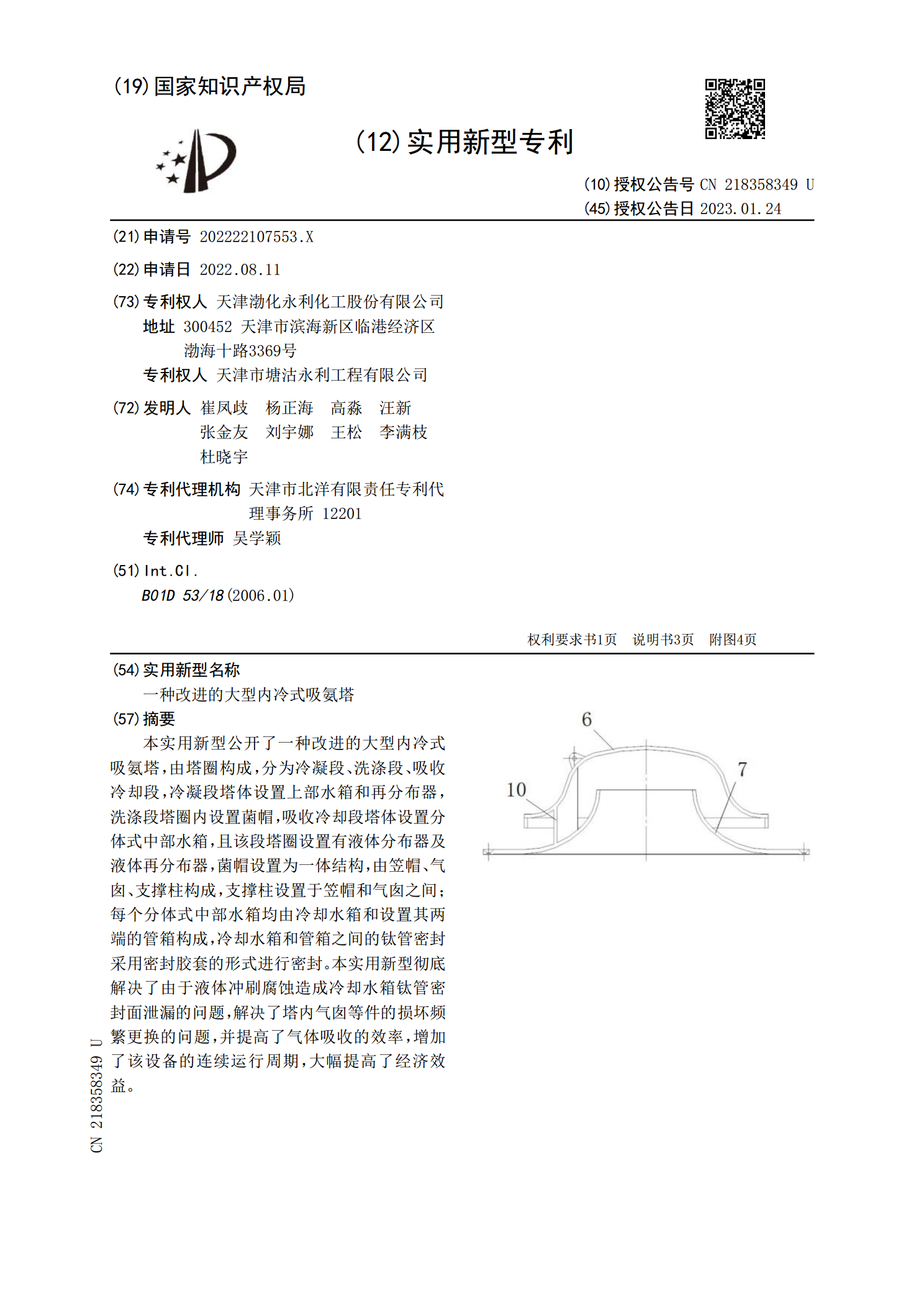
本实用新型公开了一种改进的大型内冷式吸氨塔,由塔圈构成,分为冷凝段、洗涤段、吸收冷却段,冷凝段塔体设置上部水箱和再分布器,洗涤段塔圈内设置菌帽,吸收冷却段塔体设置分体式中部水箱,且该段塔圈设置有液体分布器及液体再分布器,菌帽设置为一体结构,由笠帽、气囱、支撑柱构成,支撑柱设置于笠帽和气囱之间;每个分体式中部水箱均由冷却水箱和设置其两端的管箱构成,冷却水箱和管箱之间的钛管密封采用密封胶套的形式进行密封。本实用新型彻底解决了由于液体冲刷腐蚀造成冷却水箱钛管密封面泄漏的问题,解决了塔内气囱等件的损坏频繁更换的问
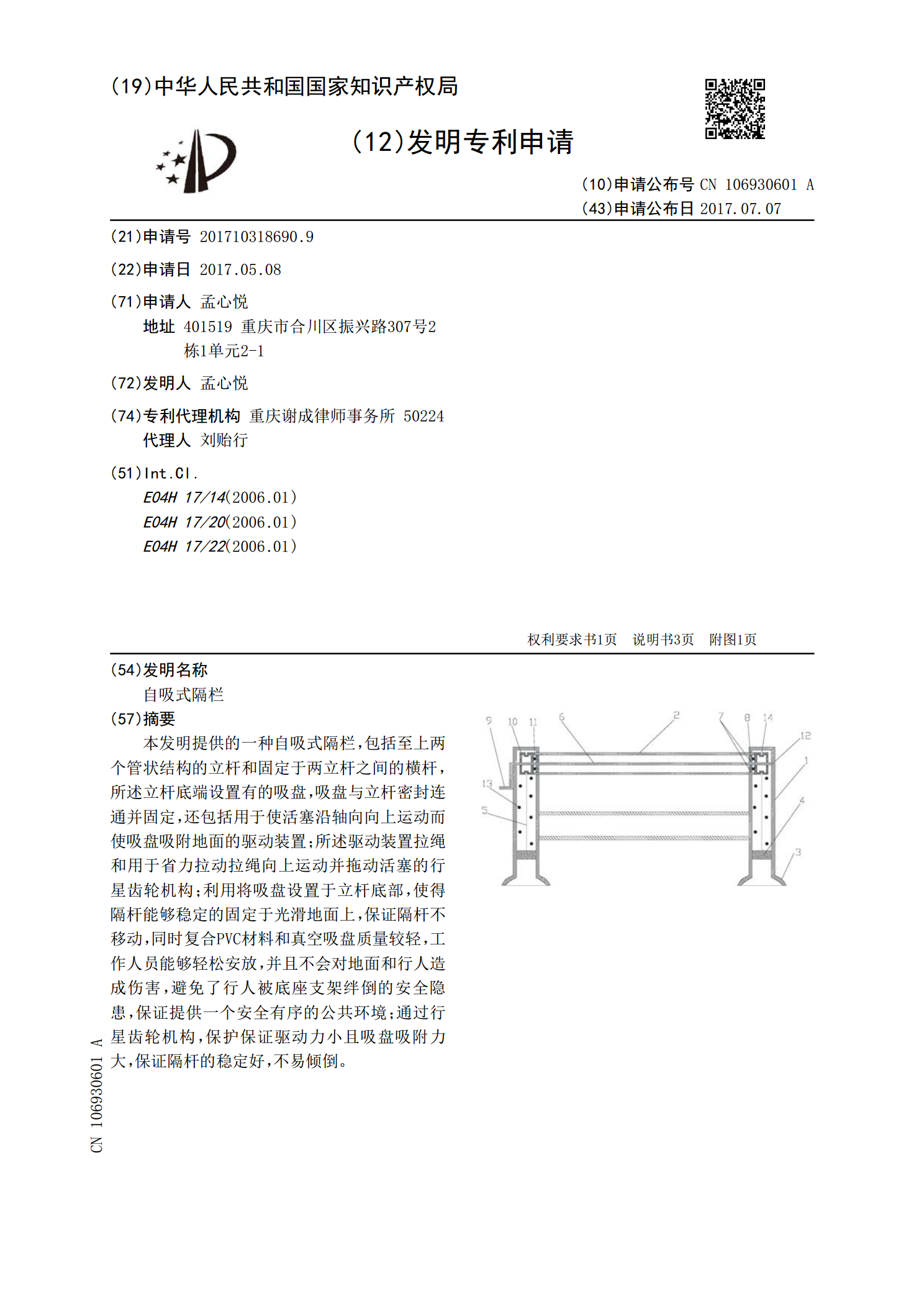
自吸式隔栏.pdf
本发明提供的一种自吸式隔栏,包括至上两个管状结构的立杆和固定于两立杆之间的横杆,所述立杆底端设置有的吸盘,吸盘与立杆密封连通并固定,还包括用于使活塞沿轴向向上运动而使吸盘吸附地面的驱动装置;所述驱动装置拉绳和用于省力拉动拉绳向上运动并拖动活塞的行星齿轮机构;利用将吸盘设置于立杆底部,使得隔杆能够稳定的固定于光滑地面上,保证隔杆不移动,同时复合PVC材料和真空吸盘质量较轻,工作人员能够轻松安放,并且不会对地面和行人造成伤害,避免了行人被底座支架绊倒的安全隐患,保证提供一个安全有序的公共环境;通过行星齿轮机构