
汽轮机轮盘锁紧定位销.pdf

俊英****22


1/6
2/6
3/6

4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽轮机轮盘锁紧定位销.pdf
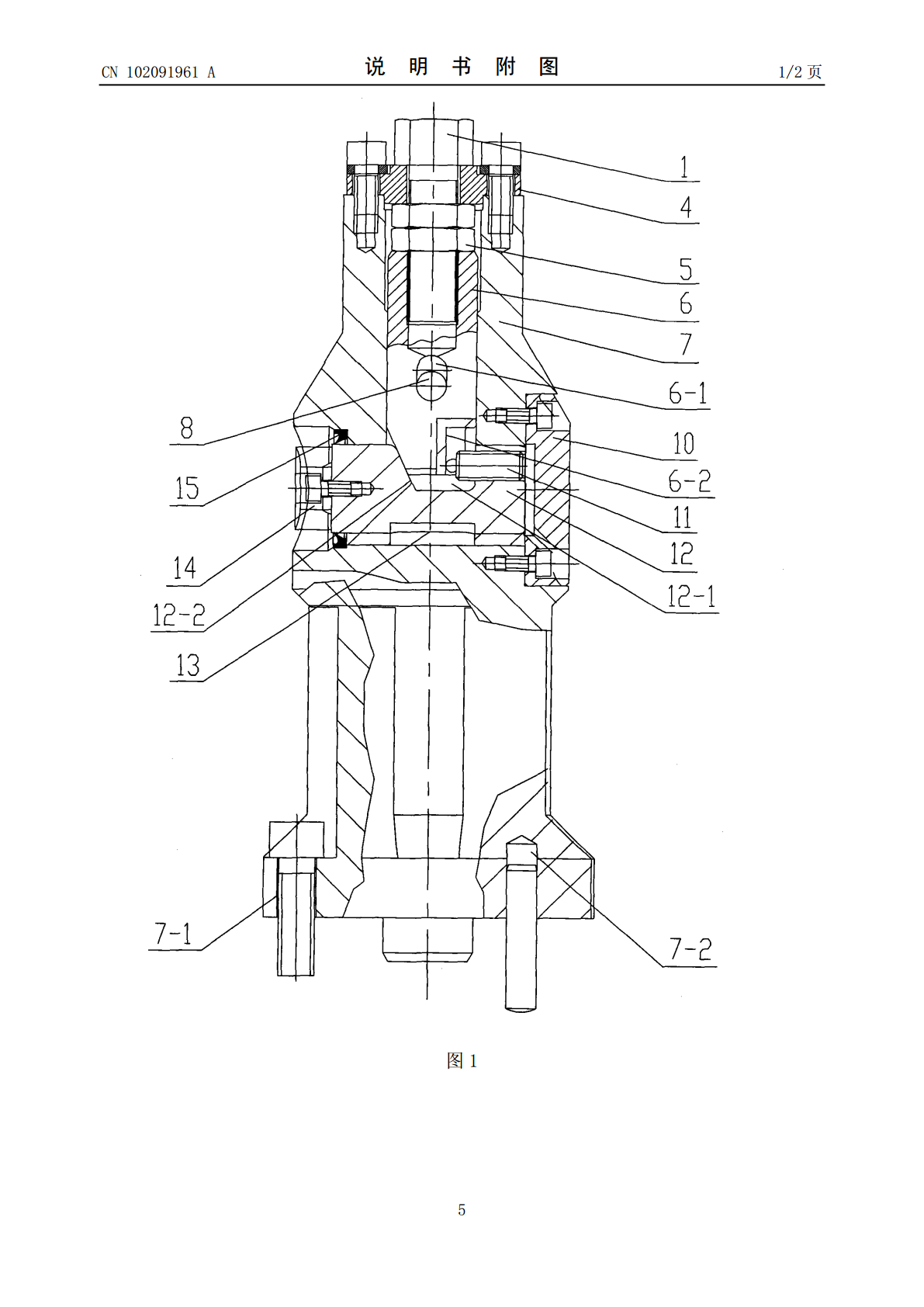
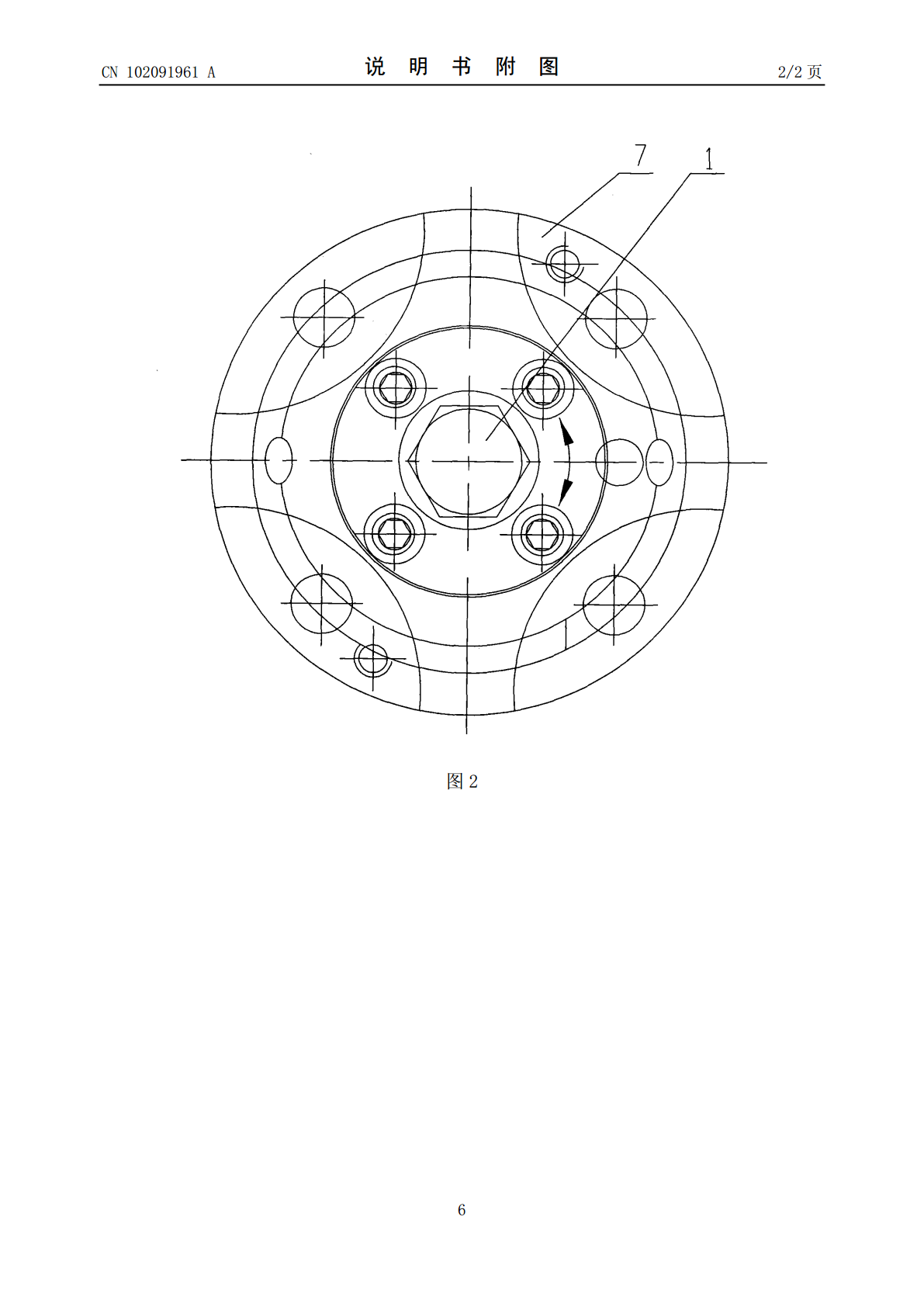
汽轮机轮盘锁紧定位销,它涉及一种汽轮机轮盘定位销。以解决汽轮机轮盘加工过程中,采用普通定位销来确定汽轮机轮盘与机床夹具底座之间的相对位置关系,由于普通定位销与销孔之间存在一定的间隙,此间隙直接影响了装配精度的问题。调整螺栓穿过支承套与滑塞螺纹连接,滑塞的长通孔及销体的销孔内装有限位销,销体的径向通孔内装有滑块,销体的大凹槽内装有与销体可拆卸连接的销块,销体的小凹槽内装有与滑块可拆卸连接的锁紧块,滑塞的下端设置在滑块的上凹槽内,且滑塞侧壁的下端与滑块的上凹槽的斜侧壁相配合,弹性螺钉与销体螺纹连接,弹性螺钉的
定位销锁紧机构.pdf
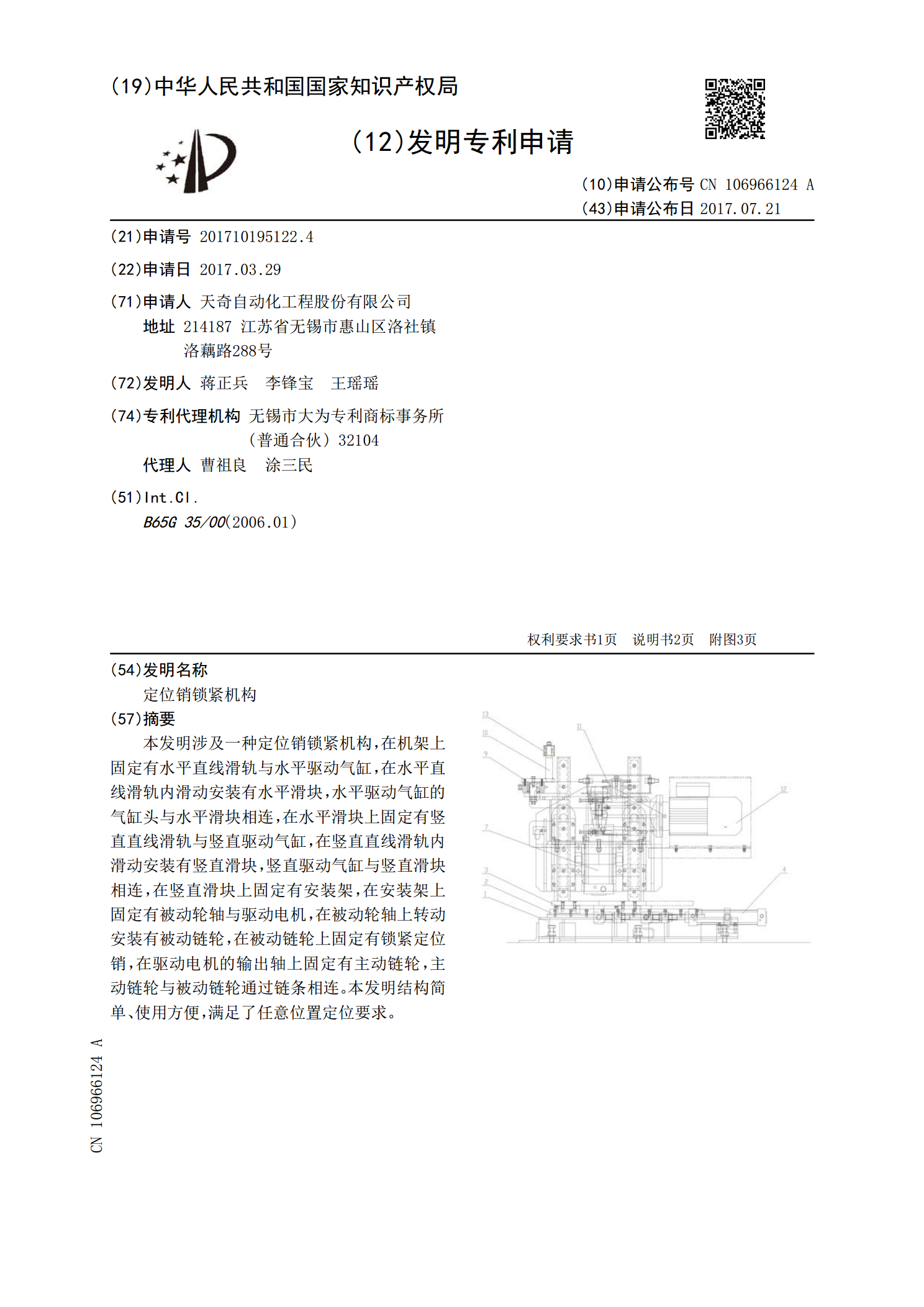
本发明涉及一种定位销锁紧机构,在机架上固定有水平直线滑轨与水平驱动气缸,在水平直线滑轨内滑动安装有水平滑块,水平驱动气缸的气缸头与水平滑块相连,在水平滑块上固定有竖直直线滑轨与竖直驱动气缸,在竖直直线滑轨内滑动安装有竖直滑块,竖直驱动气缸与竖直滑块相连,在竖直滑块上固定有安装架,在安装架上固定有被动轮轴与驱动电机,在被动轮轴上转动安装有被动链轮,在被动链轮上固定有锁紧定位销,在驱动电机的输出轴上固定有主动链轮,主动链轮与被动链轮通过链条相连。本发明结构简单、使用方便,满足了任意位置定位要求。

汽轮机转子多级轮盘上小间距轴向锥销孔的加工方法.pdf
一种汽轮机转子多级轮盘上小间距轴向锥销孔的加工方法,包括以下步骤:步骤1.确定锥销孔中台阶底孔各级深度及大小;步骤2.根据各级台阶底孔的深度和大小改制钻头;步骤3.使用钻头I在待加工位置进行钻孔,深度为第一台阶底孔深度尺寸;步骤4.记下钻头I中心所在的径向位置坐标,然后通过退刀取出钻头I;步骤5.改装钻头II,以前面记录下的径向坐标进刀,保证前后两次钻头旋转中心重合,按图纸要求进行钻孔至穿;步骤6.取出钻头II(10)后,选择长度合适的铰刀和进给工具进行锥销孔锥度的手工铰制。本发明解决了汽轮机转子部件加工

主销安装锁紧结构.pdf
本发明公开了一种主销安装锁紧结构,包括:工字梁、主销和转向节,所述转向节包括顶部和底部,且所述顶部和底部上分别形成有转向节通孔;所述工字梁具有工字梁通孔,所述工字梁位于所述顶部和底部之间;所述主销贯通所述转向节通孔和所述工字梁通孔,并且所述主销与所述工字梁之间转动配合;在所述主销上具有润滑流道,所述润滑流道起点位于所述主销的端部,所述润滑流道的终点形成在所述主销位于所述工字梁通孔内的壁面上。本发明的主销安装锁紧结构中,工字梁上不会设置容纳锁销的开槽,提高了工字梁的强度。主销上设置有润滑流道,保证主销和工字
销锁紧固件.pdf
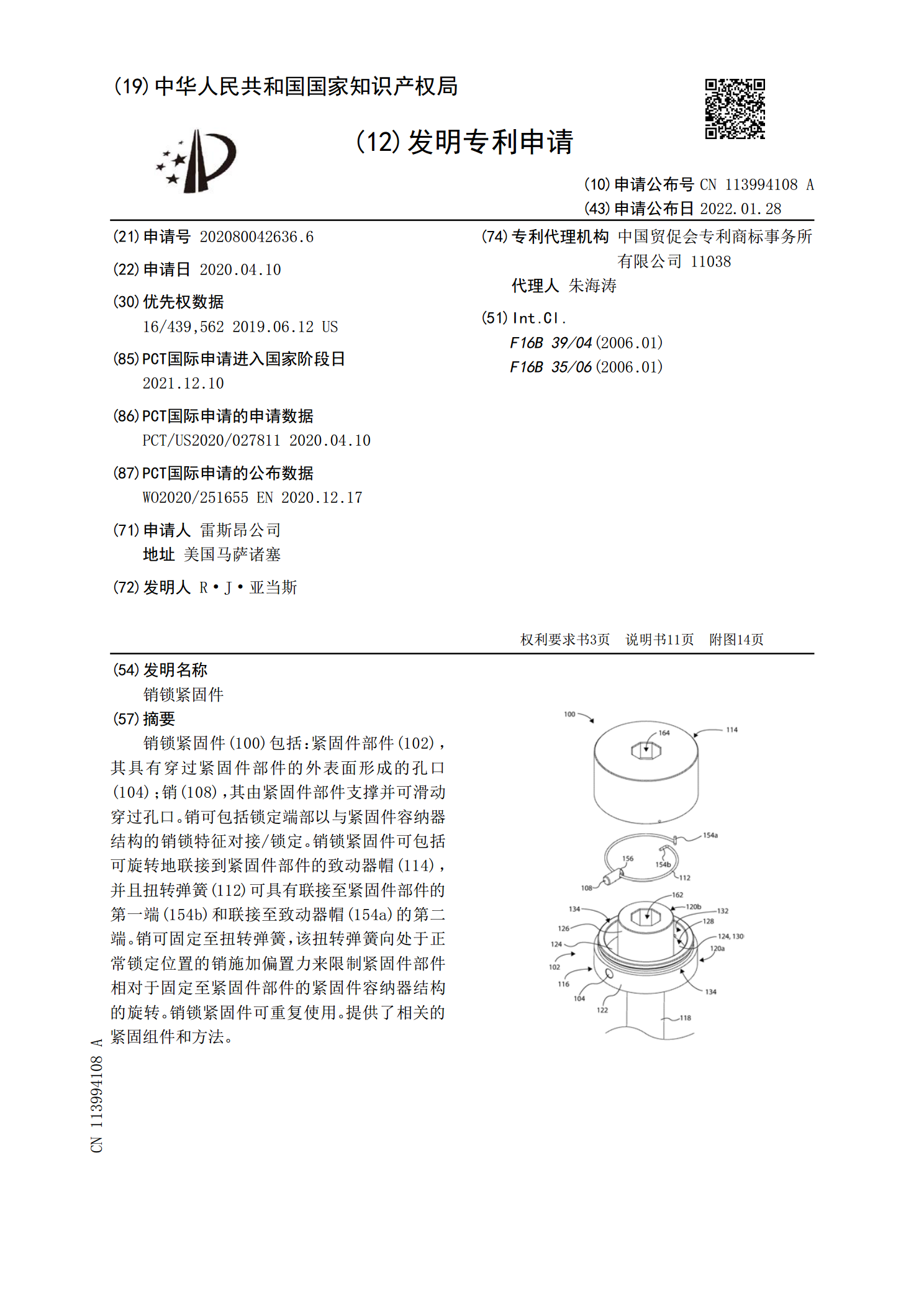
销锁紧固件(100)包括:紧固件部件(102),其具有穿过紧固件部件的外表面形成的孔口(104);销(108),其由紧固件部件支撑并可滑动穿过孔口。销可包括锁定端部以与紧固件容纳器结构的销锁特征对接/锁定。销锁紧固件可包括可旋转地联接到紧固件部件的致动器帽(114),并且扭转弹簧(112)可具有联接至紧固件部件的第一端(154b)和联接至致动器帽(154a)的第二端。销可固定至扭转弹簧,该扭转弹簧向处于正常锁定位置的销施加偏置力来限制紧固件部件相对于固定至紧固件部件的紧固件容纳器结构的旋转。销锁紧固件可重