
抛光轮直径和抛光力检测方法与抛光轮磨损补偿方法.pdf

一吃****春艳


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

抛光轮直径和抛光力检测方法与抛光轮磨损补偿方法.pdf
本发明提供一种抛光轮直径检测与补偿方法,涉及实时抛光力检测、抛光轮直径检测和抛光轮磨损补偿,采用了电流传感器,依靠各被测因素与电流传感器读数值之间的比例关系,间接测量抛光过程中抛光力的大小,以及测量起动主电机时的抛光轮直径;在实时抛光过程中,由于抛光轮磨损,引起抛光力减小,根据当前用户指定的抛光接触扇区在抛光轮的位置和当前抛光轮末端转动轴的转角,推算出抛光轮与工件接触面的法向方向,可以实时快速计算出各移动关节的补偿距离。
一种抛光轮磨损恒定智能补偿控制方法.pdf
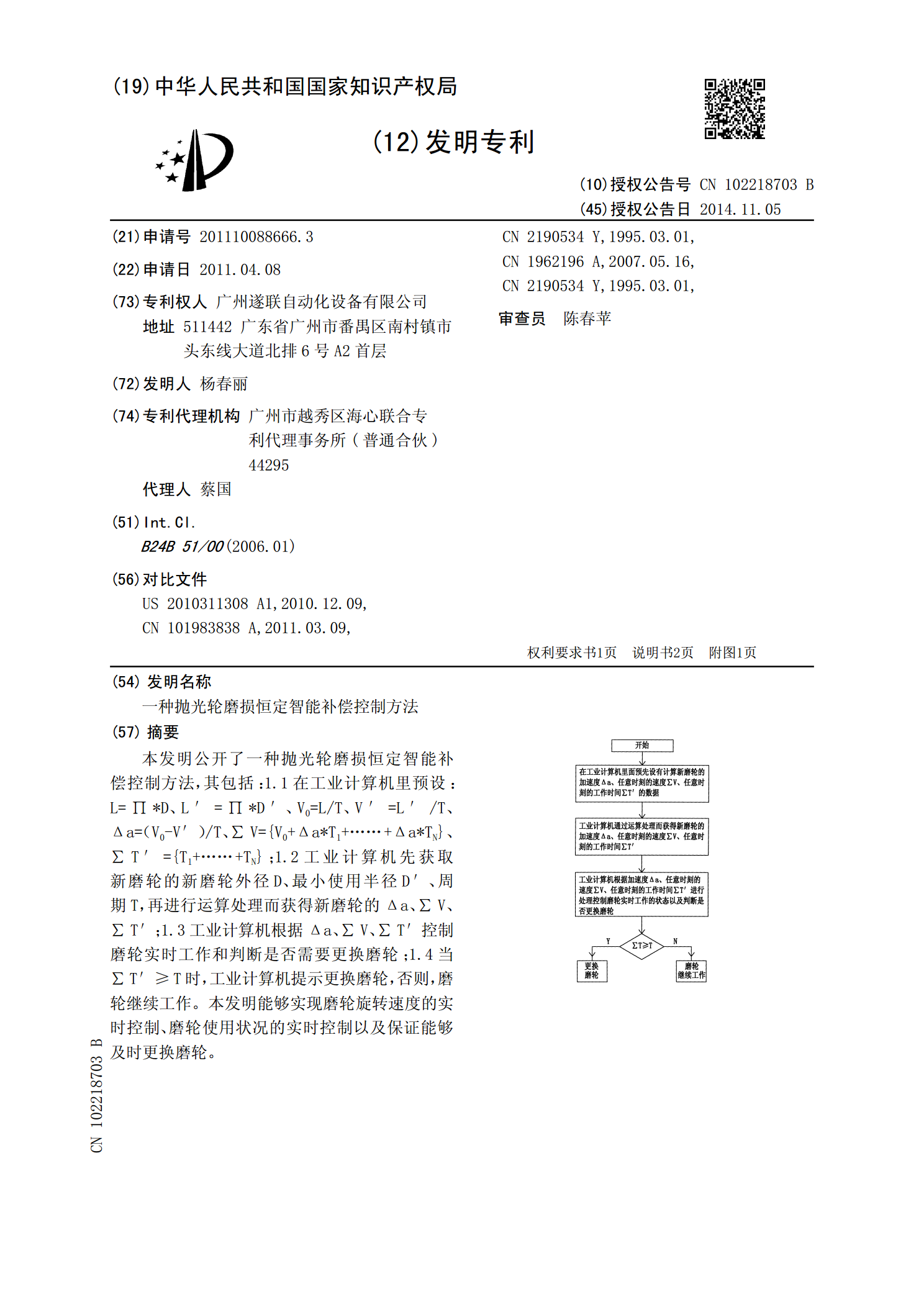
本发明公开了一种抛光轮磨损恒定智能补偿控制方法,其包括:1.1在工业计算机里预设:L=∏*D、L′=∏*D′、V0=L/T、V′=L′/T、Δa=(V0-V′)/T、∑V={V0+ΔV*T1+……+ΔV*TN}、∑T′={T1+……+TN};1.2工业计算机先获取新磨轮的新磨轮外径D、最小使用半径D′、周期T,再进行运算处理而获得新磨轮的Δa、∑V、∑T′;1.3工业计算机根据Δa、∑V、∑T′控制磨轮实时工作和判断是否需要更换磨轮;1.4当∑T≥T时,工业计算机提示更换磨轮,否则,磨轮继续工作。本发明能

抛光轮补偿机构及其补偿方法.pdf
本发明公开了一种抛光轮补偿机构及其补偿方法,包括机座、主轴电机、抛光轮、X轴移动装置、Y轴移动装置、力传感器、位移检测系统及主控系统,X轴、Y轴移动装置能够分别驱动主轴电机沿X轴、Y轴移动,抛光轮能够通过X轴或Y轴移动装置移动至与力传感器相抵触,位移检测系统检测抛光轮的位移ΔR,抛光点与X轴的夹角为θ,X轴补偿量ΔX=ΔR*cosθ;Y轴补偿量ΔY=ΔR*sinθ;X轴移动装置和Y轴移动装置分别根据ΔX、ΔY移动抛光轮,即可将抛光轮移动至抛光点,可以实时自动快速补偿,免人工调速,提高抛光的工作的效率,保

独立的补偿大长度固体蜡条和抛光轮磨损的气动涂蜡装置.pdf
本发明公开一种独立的补偿大长度固体蜡条和抛光轮磨损的气动涂蜡装置,其包括固定支架组件、推蜡气缸组件、涂蜡气缸组件、螺旋推进组件,所述涂蜡气缸组件包括涂蜡气缸和活塞杆,所述涂蜡气缸与固定支架组件定位锁紧,所述活塞杆与推蜡气缸组件连接固定;所述螺旋推进组件包括旋转轴,其上端与所述推蜡气缸组件传动连接,下端螺纹连接有滑套,所述滑套与固体蜡条夹紧装置连接;所述旋转轴与所述活塞杆连接。本发明的气动涂蜡装置使用大长度固体蜡条,避免频繁更换蜡条,有利于提高生产效率和产品质量,能够同时补偿固体蜡条和抛光轮的磨损量且与抛光

一种防烧型木材用抛光轮的制备方法及抛光轮.pdf
本发明公开了一种防烧型木材用抛光轮的制备方法及抛光轮,涉及抛光轮制备领域。其中,所述防烧型木材用抛光轮的制备方法包括以下步骤:步骤S001.将环氧树脂2?8份、低分子聚酰胺3?10份、酚醛树脂1?4份、酒精2?6份、硅烷偶联剂0.1?0.4份、润滑剂1?5份、磨料8?15份、铁红粉0.1?0.5份进行混合;步骤S002.将混合物料涂布在无纺布上,静置固化,固化后冲压成型;步骤S003.加热固化,得到所述防烧型木材用抛光轮。所述防烧型木材用抛光轮应用于处理木材工件很难导致木材工件的表面烧黑。