
高速热切割砂轮.pdf

努力****向丝


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高速热切割砂轮.pdf
本发明公开了一种高速热切割砂轮,涉及砂轮制造技术领域。其由磨料、填料和树脂组合后压制固化而成,磨料为经高温或中温煅烧、外表有金属、金属氧化物或两者混合物镀层的镀衣煅烧棕刚玉,填料由导热填料和活性填料组成,树脂由酚醛树脂液和酚醛树脂粉组成,上述磨料、填料和树脂在三种组分总量中的百分比为:磨料64%~72%,填料15%~17%,树脂13%~15%,填料中含有立德粉和Mn3O4,立德粉和Mn3O4组成的混合物占总量的百分比为:0.5%~4%。本发明具有更高的强度和耐热性。

超高速纤维增强树脂切割砂轮.pdf
本发明涉及一种超高速纤维增强树脂切割砂轮,包括砂轮主体,砂轮主体的中部设有中心孔,砂轮主体上设有三层玻璃纤维网格布,三层玻璃纤维网格布分别位于砂轮主体的顶面、中部和底面,并且与砂轮主体复合在一起。砂轮主体是由70%-86%的磨料、7%-19%结合剂和5%-12%填料经复合而成。本发明使用三层网布,采用封闭非金属弹性模具配套成型,操作简单易成开形,使用线速度达120米/秒,适用多轴或三轴以上高速机床使用。磨削速度提高100%,散热性更好,切磨更锋利快速,工件切口不烧伤、不氧化,节约被加工材料和砂轮本身材料,

大直径高速切割与高速重负荷磨削树脂砂轮.pdf
本发明公开了一种大直径高速切割与高速重负荷磨削树脂砂轮,该砂轮中磨料为镀衣锻烧棕刚玉,填料由导热填料和活性填料组成,树脂由酚醛树脂液和酚醛树脂粉组成,所述磨料、填料和树脂在三种组分总量中的重量百分比为:磨料60%~72%,填料18%~25%,树脂8%~18%。该砂轮采用镀衣棕刚玉磨料,其金属镀层导热性好,明显增强砂轮散热效果,提高了砂轮耐磨性和使用寿命;加之磨料锻烧后球磨韧性提高,使砂轮更加耐用,性能更好。该砂轮可用于切割Φ100mm以上热线型钢材,或对钢材进行高速重负荷磨削,寿命达100min~120m

纤维增强树脂耐热高速切割砂轮及其加工方法.pdf
本发明属于砂轮领域,具体涉及一种大直径、薄片结构的纤维增强树脂耐热高速切割砂轮及其加工方法。本发明将砂轮分为中心增强部分和切割使用部分,两部分采用不同的配方,中心增强部分的配方具有强度高、与玻璃纤维增强网粘结性好的优点,由于中心增强部分不用锆刚玉及其他价格相对较高的材料,从而节省了成本。切割使用部分通过加入硫化铁粉、冰晶石粉和二氧化钛细粉,以及优化各自的配比,增强了切割使用部分的耐热性和耐磨性,提高了切割比。本发明所述砂轮具有耐热性能好、耐磨性能好,切割比高,成本低的优点。
砂轮片装置、砂轮切割设备及切割方法.pdf
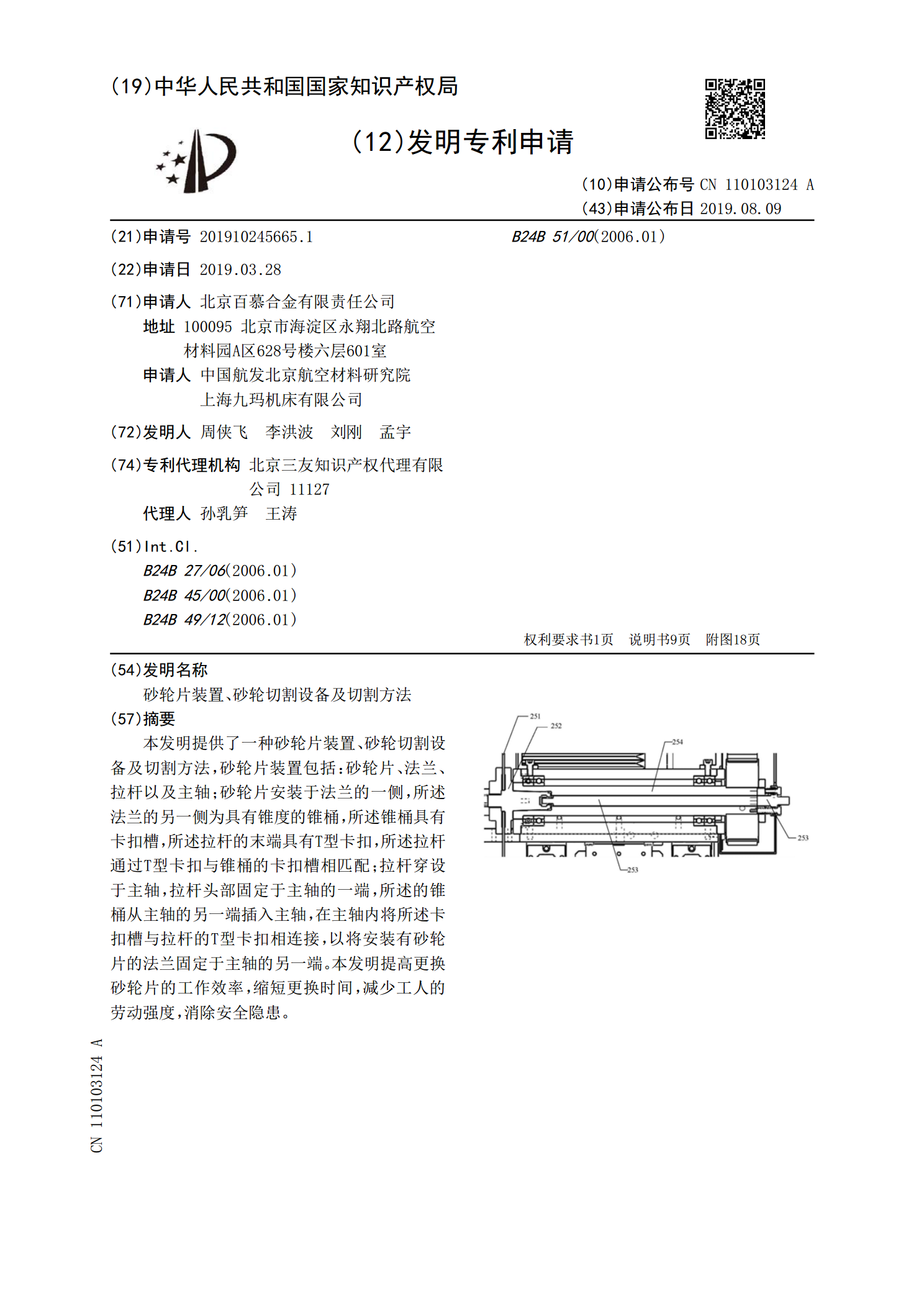
本发明提供了一种砂轮片装置、砂轮切割设备及切割方法,砂轮片装置包括:砂轮片、法兰、拉杆以及主轴;砂轮片安装于法兰的一侧,所述法兰的另一侧为具有锥度的锥桶,所述锥桶具有卡扣槽,所述拉杆的末端具有T型卡扣,所述拉杆通过T型卡扣与锥桶的卡扣槽相匹配;拉杆穿设于主轴,拉杆头部固定于主轴的一端,所述的锥桶从主轴的另一端插入主轴,在主轴内将所述卡扣槽与拉杆的T型卡扣相连接,以将安装有砂轮片的法兰固定于主轴的另一端。本发明提高更换砂轮片的工作效率,缩短更换时间,减少工人的劳动强度,消除安全隐患。