
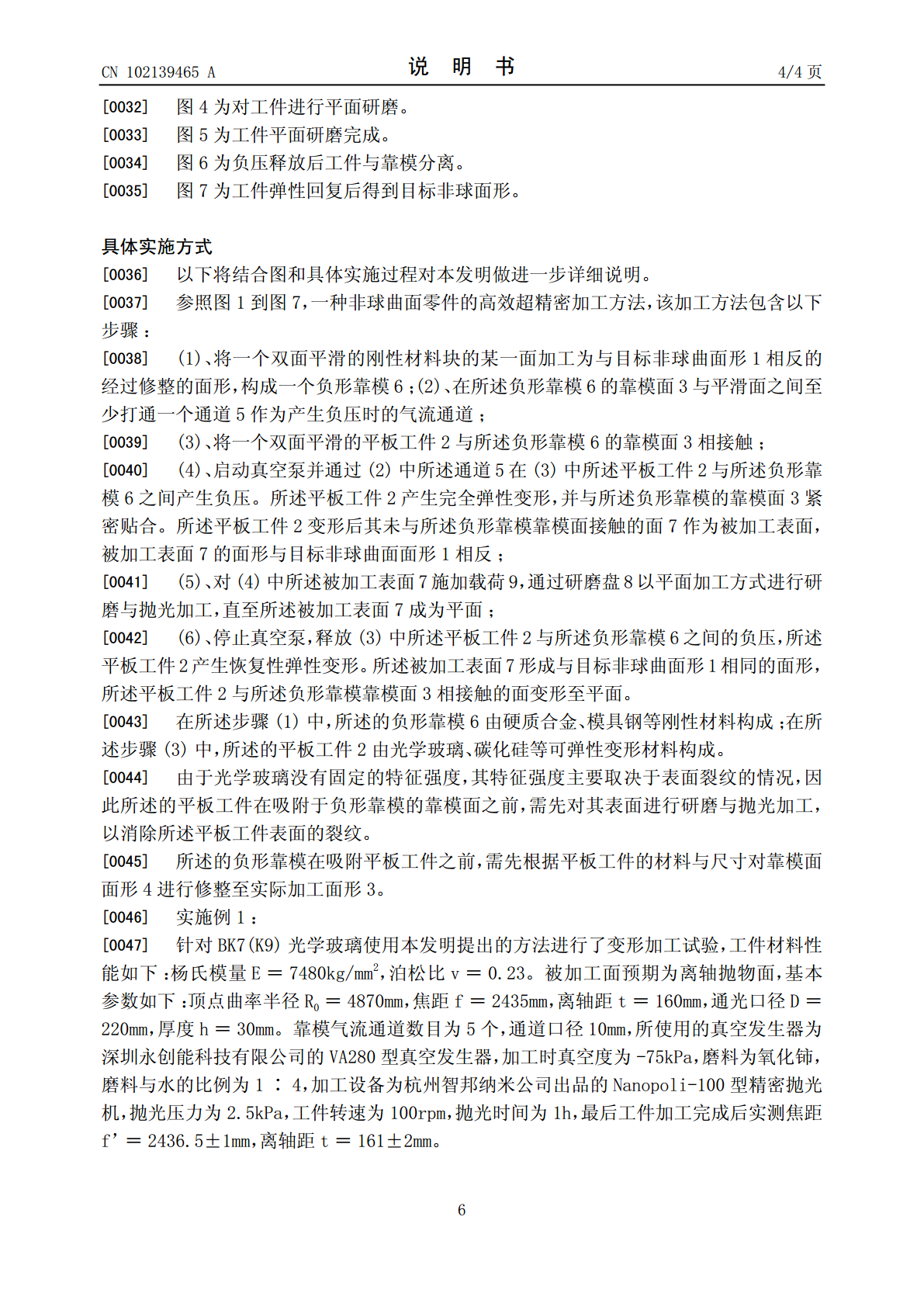
一种非球曲面零件的高效超精密加工方法及装置.pdf

是你****辉呀

1/8
2/8
3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种非球曲面零件的高效超精密加工方法及装置.pdf
本发明提出一种非球曲面零件的高效超精密加工方法及装置,本发明利用工件弹性变形,采用平面加工方式对非球曲面零件进行超精密加工:根据预期零件工作表面轮廓,制作负形靠模充当工件夹具,并根据工件的材料、尺寸与加工参数对靠模面面形进行修整;将精密板状工件毛坯在弹性变形范围内用真空吸附方式紧密吸附于负形靠模表面;以平面研磨、抛光等技术对毛坯进行精密与超精密加工;最后从负形靠模上释放工件,工件弹性变形恢复,被加工表面即形成预期轮廓;在一个负形靠模上可以对目标面型进行重复复制,从而实现非球面工件的批量加工。该发明为非球曲

复杂曲面零件超精密加工方法的研究进展.docx
复杂曲面零件超精密加工方法的研究进展随着技术的发展,复杂曲面零件的需求越来越多,而且对于精度的要求也非常高。因此,超精密加工技术逐渐成为了解决这一问题的关键。本文将分析复杂曲面零件超精密加工的现状和发展趋势,以及其应用。一、现状和发展趋势:1.超声波加工技术:超声波加工技术是一种高效、准确的加工方法,特别适用于超精密加工。这种方法可以轻松地加工复杂曲面零件并保证高度精度。因此,超声波加工技术已经在一些领域得到广泛应用,如生物医学、电子学和航空航天等领域。2.激光加工技术:激光加工技术可以被用于制作小型复杂

光学自由曲面超精密加工方法综述.docx
光学自由曲面超精密加工方法综述光学自由曲面超精密加工方法综述摘要:光学自由曲面是一种在微观尺度上具有复杂曲率和非规则形状的光学元件。其加工难度较高,要求高精度和高表面质量。本论文综述了光学自由曲面超精密加工方法的研究进展,包括传统加工方法、现代加工方法和先进加工方法,并对加工方法的优缺点进行了分析和比较。1.传统加工方法1.1铣削加工:铣削加工是一种常用的光学曲面加工方法。它通过将工件固定在转台上,利用加工刀具的旋转和移动,在工件表面上逐步去除材料,实现曲面的形状和精度控制。铣削加工具有成本低、工艺简单的
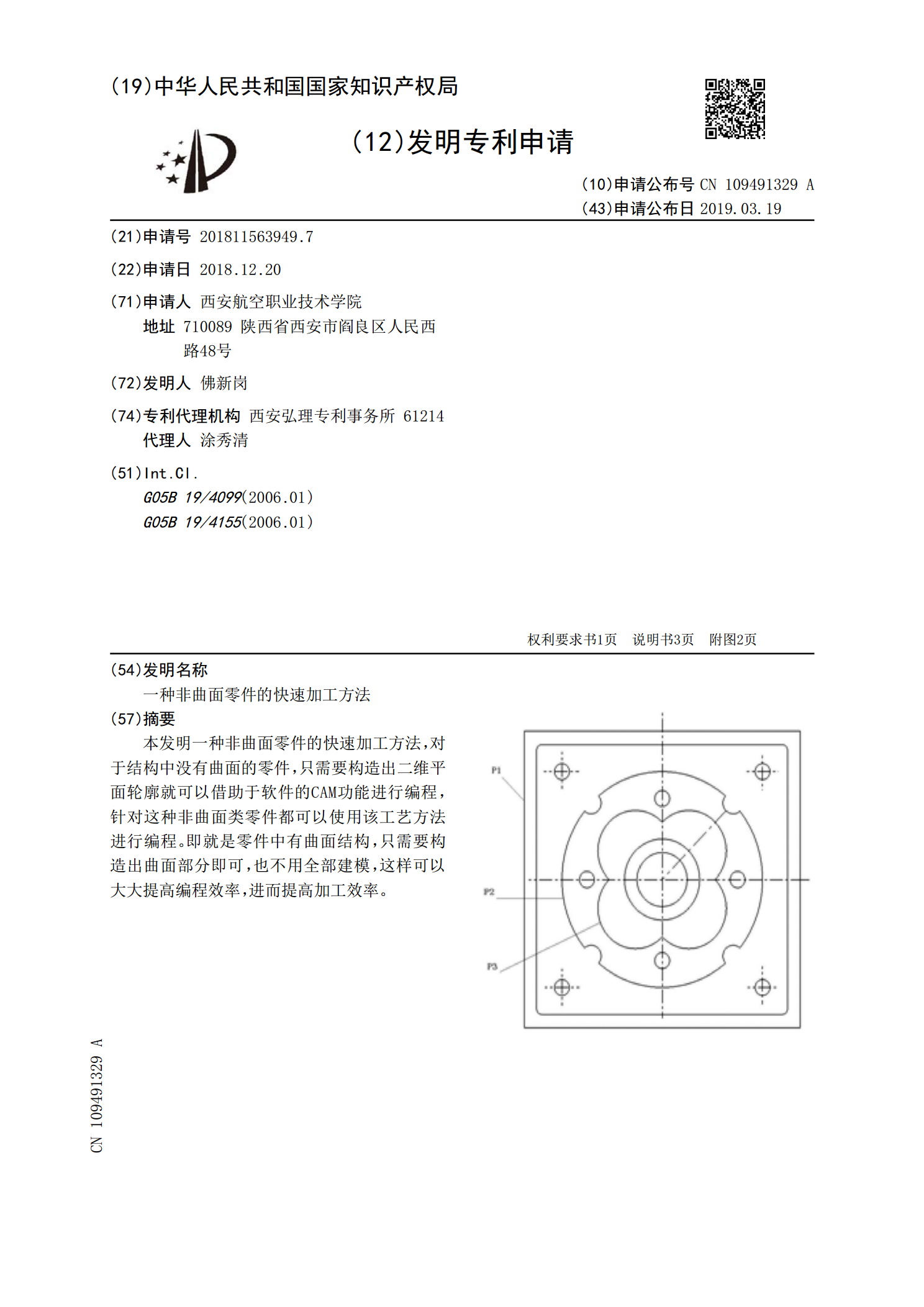
一种非曲面零件的快速加工方法.pdf
本发明一种非曲面零件的快速加工方法,对于结构中没有曲面的零件,只需要构造出二维平面轮廓就可以借助于软件的CAM功能进行编程,针对这种非曲面类零件都可以使用该工艺方法进行编程。即就是零件中有曲面结构,只需要构造出曲面部分即可,也不用全部建模,这样可以大大提高编程效率,进而提高加工效率。
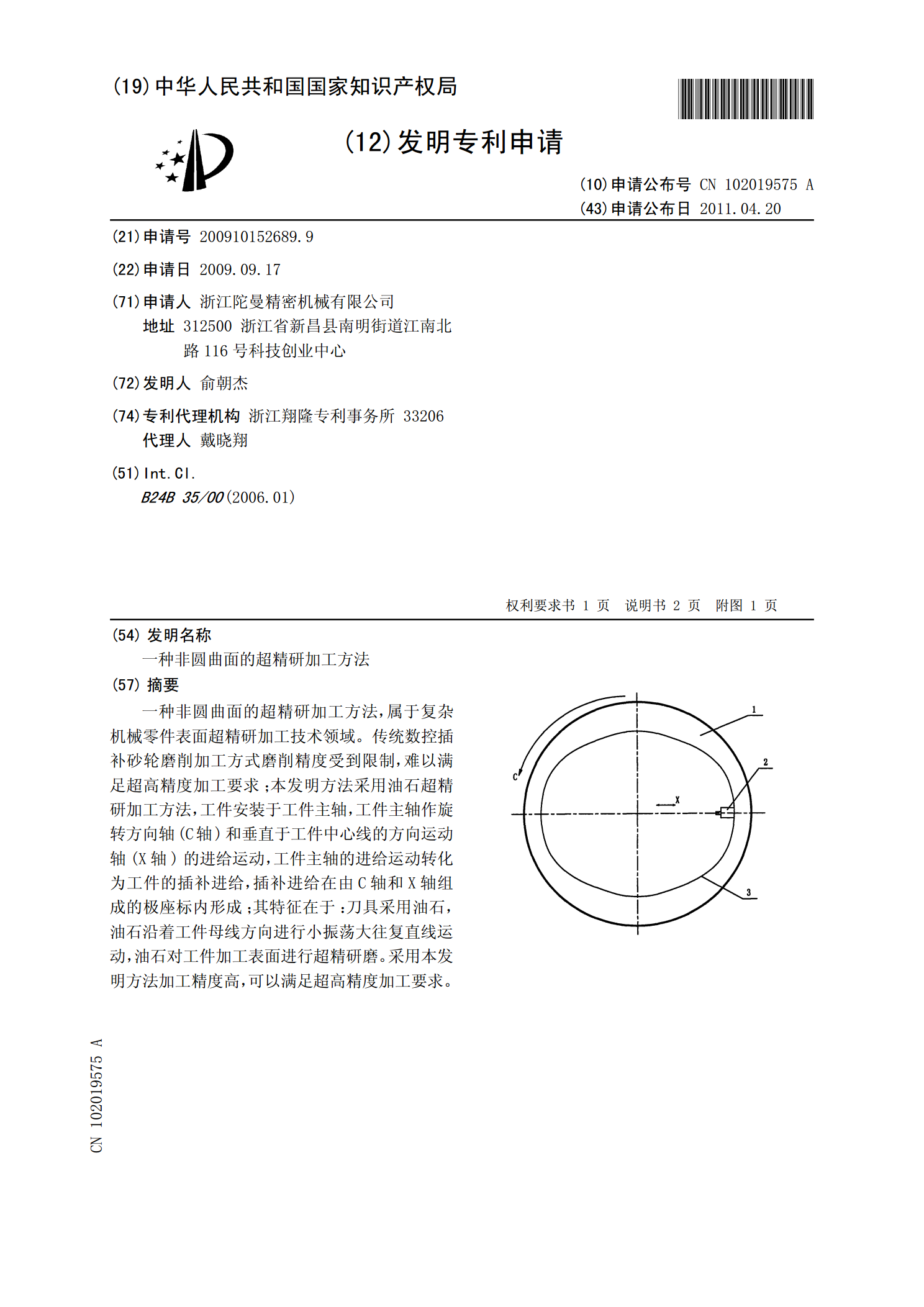
一种非圆曲面的超精研加工方法.pdf
一种非圆曲面的超精研加工方法,属于复杂机械零件表面超精研加工技术领域。传统数控插补砂轮磨削加工方式磨削精度受到限制,难以满足超高精度加工要求;本发明方法采用油石超精研加工方法,工件安装于工件主轴,工件主轴作旋转方向轴(C轴)和垂直于工件中心线的方向运动轴(X轴)的进给运动,工件主轴的进给运动转化为工件的插补进给,插补进给在由C轴和X轴组成的极座标内形成;其特征在于:刀具采用油石,油石沿着工件母线方向进行小振荡大往复直线运动,油石对工件加工表面进行超精研磨。采用本发明方法加工精度高,可以满足超高精度加工要求