
钢管法兰焊接定位设备.pdf

婀娜****aj


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢管法兰焊接定位设备.pdf
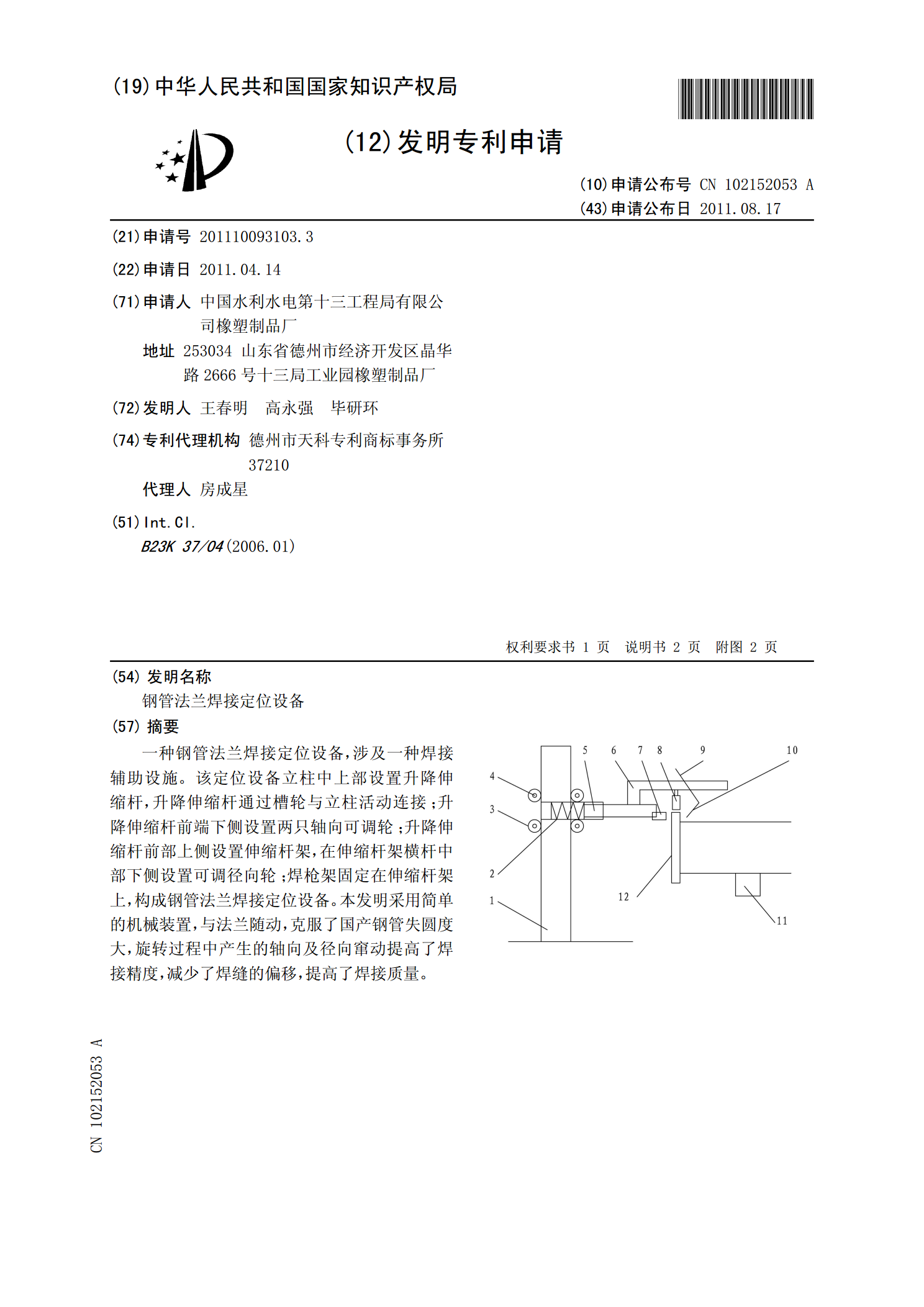
一种钢管法兰焊接定位设备,涉及一种焊接辅助设施。该定位设备立柱中上部设置升降伸缩杆,升降伸缩杆通过槽轮与立柱活动连接;升降伸缩杆前端下侧设置两只轴向可调轮;升降伸缩杆前部上侧设置伸缩杆架,在伸缩杆架横杆中部下侧设置可调径向轮;焊枪架固定在伸缩杆架上,构成钢管法兰焊接定位设备。本发明采用简单的机械装置,与法兰随动,克服了国产钢管失圆度大,旋转过程中产生的轴向及径向窜动提高了焊接精度,减少了焊缝的偏移,提高了焊接质量。

钢管与法兰防变形焊接工装及钢管与法兰的焊接方法.pdf
本发明涉及的一种钢管与柔性法兰防变形焊接工装,其特征在于它包括横向布置的轨道(1),所述轨道(1)上设置有横移底座(2),横移底座(2)上设置有向上的升降油缸(3),升降油缸(3)的顶部设置有支承平台(4),所述支承平台(4)上均设置有滚轮(9),轨道(1)的右方设置有焊接变位机(10),焊接变位机(10)的转盘面朝向左上方,焊接变位机(10)的转盘面上设置有一个防变形固定装置(11)。本发明钢管与法兰防变形焊接工装及钢管与法兰的焊接方法根据钢管长度调节尾部高度,实现钢管自转,从而满足船型水平位置焊接要求
法兰焊接定位装置.pdf
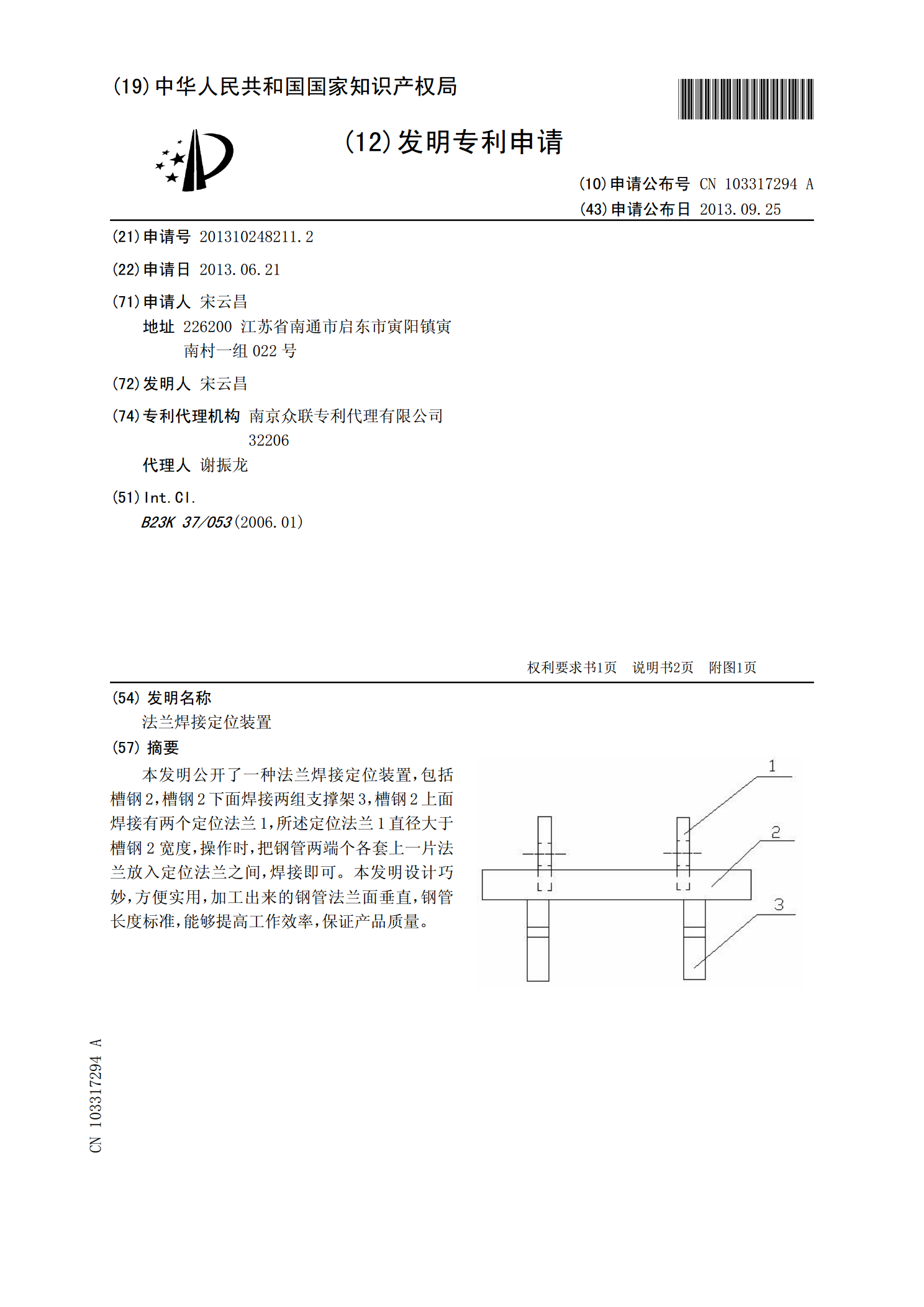
本发明公开了一种法兰焊接定位装置,包括槽钢2,槽钢2下面焊接两组支撑架3,槽钢2上面焊接有两个定位法兰1,所述定位法兰1直径大于槽钢2宽度,操作时,把钢管两端个各套上一片法兰放入定位法兰之间,焊接即可。本发明设计巧妙,方便实用,加工出来的钢管法兰面垂直,钢管长度标准,能够提高工作效率,保证产品质量。
输电钢管塔法兰焊接工艺.pdf
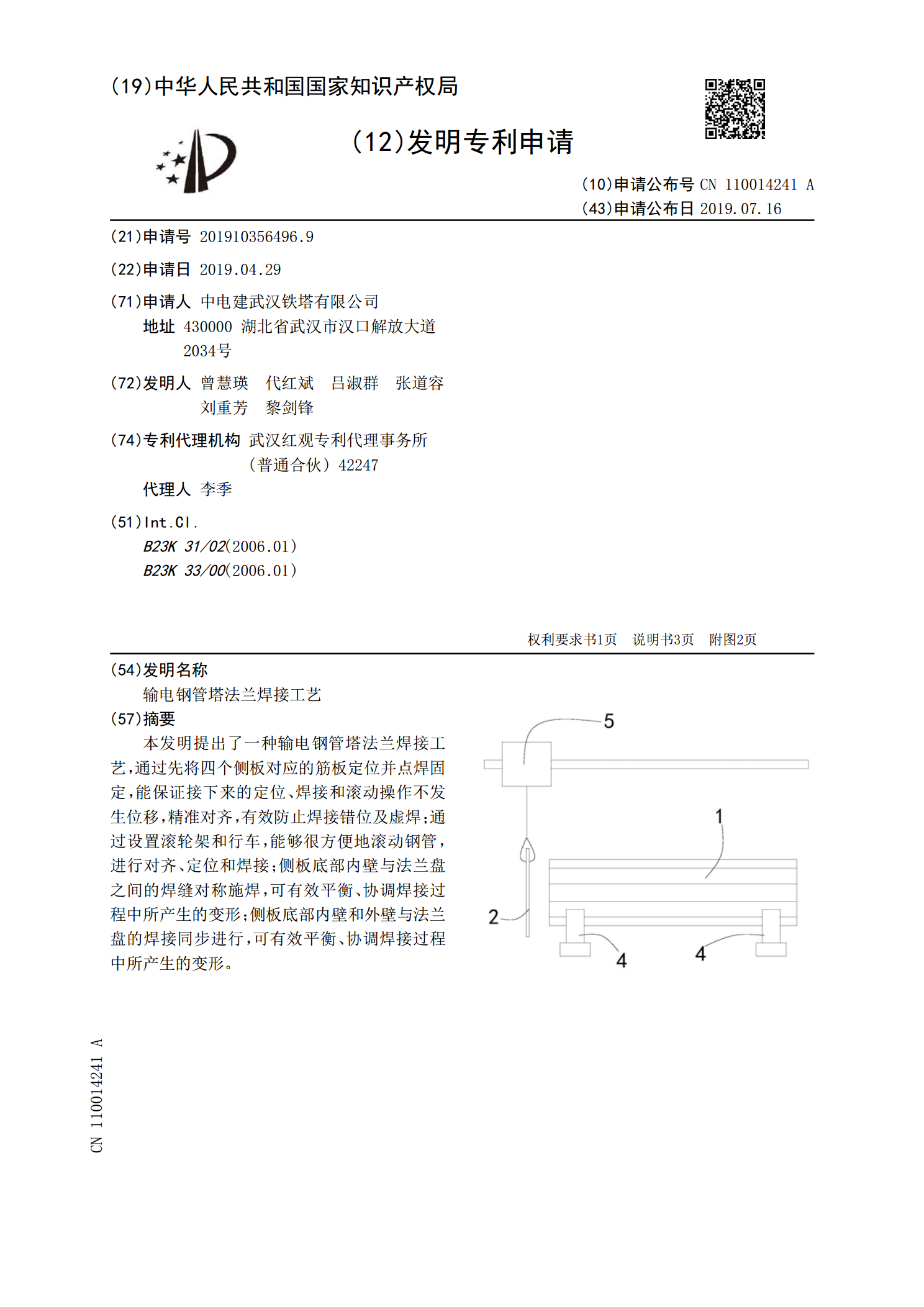
本发明提出了一种输电钢管塔法兰焊接工艺,通过先将四个侧板对应的筋板定位并点焊固定,能保证接下来的定位、焊接和滚动操作不发生位移,精准对齐,有效防止焊接错位及虚焊;通过设置滚轮架和行车,能够很方便地滚动钢管,进行对齐、定位和焊接;侧板底部内壁与法兰盘之间的焊缝对称施焊,可有效平衡、协调焊接过程中所产生的变形;侧板底部内壁和外壁与法兰盘的焊接同步进行,可有效平衡、协调焊接过程中所产生的变形。
一种钢管与法兰焊接方法.pdf
本发明提供的一种钢管与法兰焊接方法,是由钢管修磨、点焊、自动焊组成,用角磨机安装120目的百叶轮使用,修磨钢管焊接位置不少于20mm范围内的油污、铁锈、氧化皮等,选用直径2.4mm焊丝,调整氩弧焊机电流150A,法兰孔底部垫上约为法兰厚度一半的垫圈。有效提高钢管与法兰焊接效率,提高焊缝表面质量,减少焊接接头数量。