
一种钢管与法兰焊接方法.pdf

飞舟****文章

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢管与法兰焊接方法.pdf
本发明提供的一种钢管与法兰焊接方法,是由钢管修磨、点焊、自动焊组成,用角磨机安装120目的百叶轮使用,修磨钢管焊接位置不少于20mm范围内的油污、铁锈、氧化皮等,选用直径2.4mm焊丝,调整氩弧焊机电流150A,法兰孔底部垫上约为法兰厚度一半的垫圈。有效提高钢管与法兰焊接效率,提高焊缝表面质量,减少焊接接头数量。

钢管与法兰防变形焊接工装及钢管与法兰的焊接方法.pdf
本发明涉及的一种钢管与柔性法兰防变形焊接工装,其特征在于它包括横向布置的轨道(1),所述轨道(1)上设置有横移底座(2),横移底座(2)上设置有向上的升降油缸(3),升降油缸(3)的顶部设置有支承平台(4),所述支承平台(4)上均设置有滚轮(9),轨道(1)的右方设置有焊接变位机(10),焊接变位机(10)的转盘面朝向左上方,焊接变位机(10)的转盘面上设置有一个防变形固定装置(11)。本发明钢管与法兰防变形焊接工装及钢管与法兰的焊接方法根据钢管长度调节尾部高度,实现钢管自转,从而满足船型水平位置焊接要求
一种钢管杆法兰焊接装置.pdf
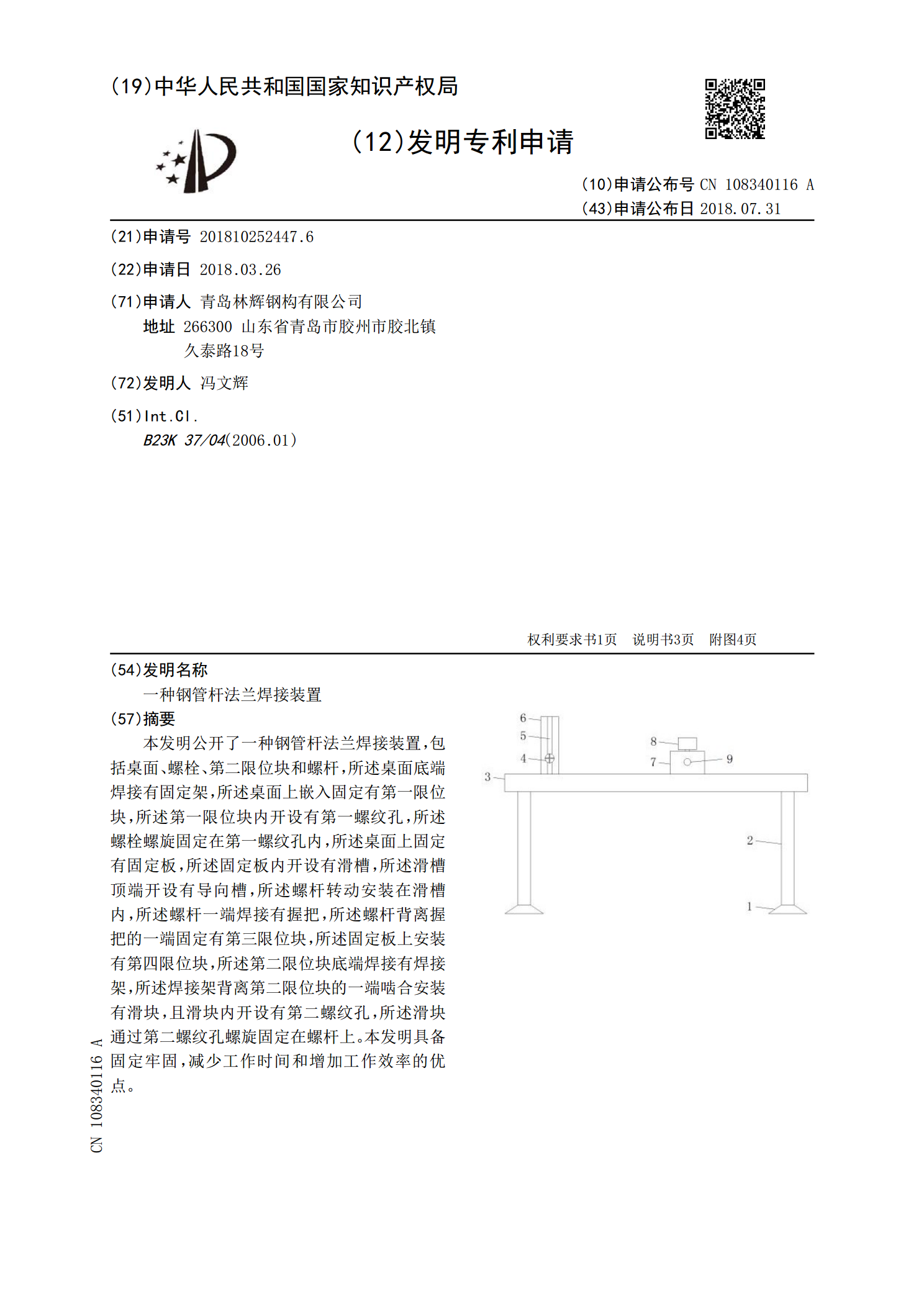
本发明公开了一种钢管杆法兰焊接装置,包括桌面、螺栓、第二限位块和螺杆,所述桌面底端焊接有固定架,所述桌面上嵌入固定有第一限位块,所述第一限位块内开设有第一螺纹孔,所述螺栓螺旋固定在第一螺纹孔内,所述桌面上固定有固定板,所述固定板内开设有滑槽,所述滑槽顶端开设有导向槽,所述螺杆转动安装在滑槽内,所述螺杆一端焊接有握把,所述螺杆背离握把的一端固定有第三限位块,所述固定板上安装有第四限位块,所述第二限位块底端焊接有焊接架,所述焊接架背离第二限位块的一端啮合安装有滑块,且滑块内开设有第二螺纹孔,所述滑块通过第二螺

一种钢管与法兰的内外双面焊接装置.pdf
本发明公开了一种钢管与法兰的内外双面焊接装置,旨在提供一种具有生产效率高、焊接质量稳定且焊接成本低的钢管与法兰的内外双面焊接装置。它包括内焊装置、外焊装置、机架、驱动电机、齿轮传动机构、连接模板及法兰固定模板,所述机架上设有一具有圆形通孔的支撑座,所述连接模板呈圆形并可绕圆形通孔轴线转动的设于圆形通孔内,所述齿轮传动机构的主动轮与驱动电机相连接,从动轮与连接模板同轴的设置在连接模板侧面上;所述法兰固定模板与从动轮相对的设于连接模板的另一侧面上;所述从动轮、连接模板及法兰固定模板的中部均设有连通孔且各连通孔

一种法兰双面自动焊接装置及法兰双面焊接方法.pdf
本发明公开一种法兰双面自动焊接装置及法兰双面焊接方法,该法兰双面自动焊接装置,包括有用于承载管子并能使管子沿径向转动的管子旋转轮组件,其特征在于:在所述管子旋转轮组件两侧上分别设有能对套设在管子端部上的法兰内外两面同时进行焊接的焊接小车机构,在所述管子旋转轮组件一侧上设有当法兰被焊接一周时能控制焊接小车机构和管子旋转轮组件停止工作的旋转限位开关机构及焊接时的烟雾处理。本发明结构简单,操作方便,生产效率高;减少施工人员的身体伤害及提高环境保护、产品质量,减低企业的运行成本,减少人工打磨、节省易耗品及资源,提